发动机传动齿轮精密加工在机测量技术应用的研究
2022-02-28 10:39张景钰
内燃机与配件 2022年5期
张景钰





摘要: 为了使发动机传动齿轮在精密加工中,精度高,省时省力,采用在机测量技术对传动齿轮进行精密加工。最终得到一种齿轮的精密加工在机测量技术方法,通过实验表明标明,相对于传统精密加工方法,精密加工在机测量技术的应用,精度高,比节省用时节省54%,很好的满足了工程需要。
Abstract: In order to make the engine drive gear in precision machining with high precision and save time and effort, the on-machine measuring technology is used for precision machining of the drive gear. Finally, a precision machining technology for gear is obtained. The experiment shows that compared with traditional precision machining method, the precision machining technology is applied with high precision, saving 54% of time and satisfying engineering requirements.
关键词: 齿轮;精密加工;在机测量
Key words: gears;precision machining;on-line measurement
中图分类号:TG806 文献标识码:A 文章编号:1674-957X(2022)05-0028-03
0 引言
在传统的发动机传动齿轮加工中,遵循上机加工,离线测量。是将传统的加工与测量分离开来,这就会导致出现一定的问题。毛坯在安装在机床上时,很难保证实际位置与理论位置相同,机床加工中精度、刀具的磨损量、毛坯的制造误差等。这些都会反映在最终的齿轮成品上。本文应用北京精雕在机测量系统和智能修正技术可在机检测工件实际位置,在精雕数控系统中进行理论与实际位置误差的计算和智能补偿。完成发动机传动齿轮加工,与传统加工方法相比省时省力。创造了比较好的精度与经济效益。
1 精密加工在机测量系统
传统的检测方法是将零件加工完成以后,将其卸下用三坐标的设备离线检测的方式。这种方式存在以下几类
问题:产品批量生产时,零件都需要进行检测,可能会出现零件堆积在质检部门待检情况,导致后续的装配工作无法开展。加工过程没法控制,智能对成品零件的尺寸进行检测,加工过程中每一步工序完成情况没法监测。信息化程度弱,因为很多公司的三坐标检测仪配置是需要质检员进行逐一手工记录。工作量大。人工检测还存在不同的检测人员水平经验差异,从而零件的统一表面可能有多种测量值的情况。
在机测量是将测头等检测工具集成到机床中,再辅以加工检测为一体的软件,在零件加工工艺中,可以完成实时加工反馈。而且可以通过对毛坯装夹的的测量完成工件位置补偿,使毛坯自动摆正,完全不需要傳统的人工打表调整工件位置的方法省时省力,提高加工精度。
毛坯在定位夹紧时就采用在机测量,根据测量结果对毛坯摆放位置进行补偿和修正。而通过在机测量系统将数据进行实时分析可以为批量生产时提供依据。在加工过程中不断检测,补偿加工数据可以避免有刀具损耗、毛坯变形、表面加工尺寸误差的诸多因素。保证后续加工精度。
2 实例验证
①样件模型分析:模数4齿数11压力角20齿顶高系数0.75分度圆直径44。材料718磨具钢。
加工要求技术要求:齿面极差要求<<0.02mm;未标注尺才偏差±0.1mm未标注角度偏差为±0.1°;锐边倒角C0.2°孔与输入轴配合间隙0.008-0.015mm;齿面粗糙度值0.8μm;表面不允许有任何磕碰、划伤等加工缺陷。我们从模型中分析可知,模型与轴配合的孔表面要求精度较高。发动机传动齿轮齿面加工要求高。用传统加工完成再进行测量的方法,浪费加工时间,影响加工效率。我们在这里采用精雕Surfmill9.0对工件进行刀路编程。工艺安排为粗加工、半精加工、精加工、倒角和底面精修磨削在机测量、智能补偿。
②发动机传动齿轮毛坯大小:48*14.46mm。材料718磨具钢。
③关于工件的装夹:发动机传动齿轮精度要求高,这里我们采用采用零点快换进行工件的装夹。零点定位器通过短锥实现中心定位,通过支持滑块实现锁紧。工件装夹夹具包括零点快换、零点快换转接板、齿轮工装组成。重复定位精度小于0.005mm;夹紧力最高可达40,000N;齿轮毛坯通过螺栓紧固在齿轮工装上。
④工件在机测量位置补偿:在工件定位摆正之前,首先需要用标准球对齐进行标定,看测头相对于机床的偏心情况和实际测头的直径值。采用的是在机测量,在工件上预设一些探测点,用测头测得实际的点,将获得的点阵数据在Surfmill软件中进行拟合出实体零件的整个形态后与理论上的坐标值进行对比。将差值自动补偿到机床数据中,机床自动摆正工件毛坯。
这里采用回转体法确定毛坯的位置偏差值。它的原理:圓柱孔面确定坐标系Z轴方向;孔轴线与凹平面平面的交点确定坐标系原点;由于孔面是回转体,无论如何放置,X、Y方向无影响,因此无需选择平面旋转X元素。得到的工件位置补偿测量点如图1所示。
⑤刀具设置如表1所示。
⑥加工工艺安排:
1)齿形加工。
a发动机传动齿轮毛坯齿根侧面粗加工数控编程。
粗加工齿根侧面开粗加工,采用Surfmill自带的特征加工—齿轮加工命令,选择的加工域:齿根侧面(前期做好的辅助面与辅助线)先设置一个齿根侧面加工,然后再用阵列刀路的方法完成所有的齿根侧面粗加工刀路设置。完成的加工路径规划如图2所示。
b)半精加工。
半精加工命令与粗加工类似,取消了指定参数线功能,将路径间距设置为1mm。同样的在编程完一条刀路以后将其映射到剩余齿根侧面。如图3。
c)精加工。
精加工将路径间距设置为0.2mm。其余与半精加工类似完成效果如图4。
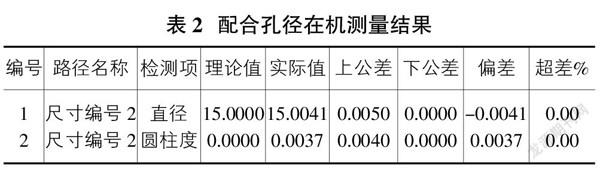
d)齿根底面精加工。
采用曲面投影精加工的方式,路径间距0.15mm。切向进刀。用底部边缘带有圆角的锥形刀(锥度牛鼻刀具)完成底部的精加工。如图5所示。
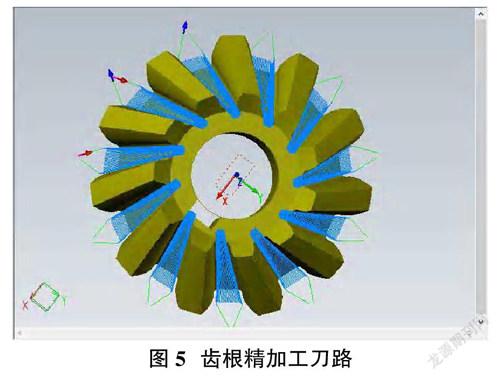
e)齿根顶面倒角五轴曲线加工。
采用刀路走五轴曲线的方式完成每个齿顶面倒角的加工。如图6所示。
2)中间与输入轴配合孔的加工。
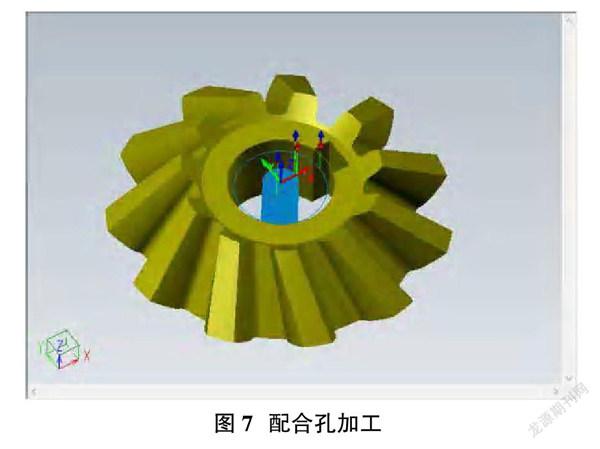
采用平底铣刀扩孔,磨头精加工的方式完成通孔的加工。加工要求公差范围0.005mm、粗糙度值0.8。如图7所示。
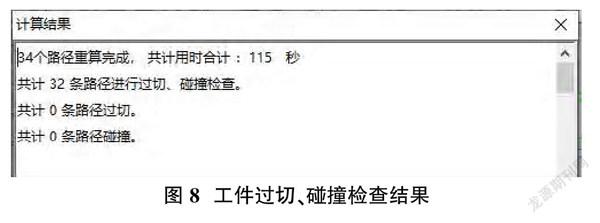
完成软件的刀具工艺规划后,我们用Surfmill进行软件仿真。将所需要的机床导入、零点快换与工装模型导入、毛坯导入、刀具导入、将零件工装放在正确位置后,开始机床加工仿真。仿真结果良好,工艺安排合理,零件加工正常无过切与碰撞发生。仿真结果如图8所示。
⑦加工完成零件在机测量检测。
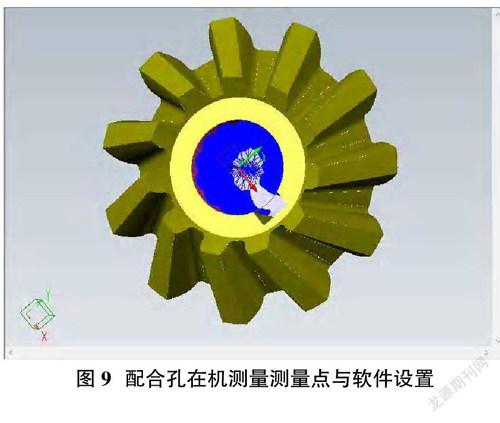
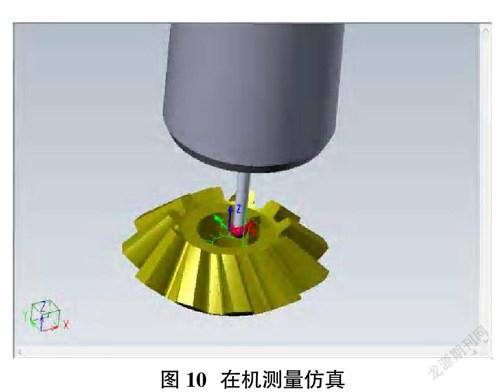
针对加工完成以后的零件我们采用在机测量检测其关键部位的加工精度。因为该发动机传动齿轮最重要表面即为与轴的配合孔径,精度要求较高。所以我们在完成孔精加工后用在机测量技术实时检测下孔的直径值与圆柱度,避免因将工件卸下,进行离线测量发现零件精度不满足要求,后续无法继续加工的问题。这里我们采用Surfmill9.0在机测量模块。
测头设置方法与工件位置补偿类似。我们在在这里检测孔的直径值与孔的圆柱度。在机测量模块下选择圆柱测量,设置好测量点与测量表面、测量参数。完成了孔径的在机测量路径设置。如图9,软件仿真如图10所示。
⑧零件实际加工。
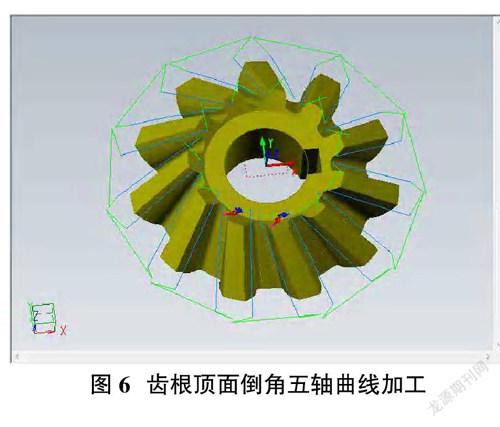
将程序传输机床,毛坯装夹完成,开始加工齿轮,加工完成和在机测量后得到在机测量结果如表2所示。
最终结果显示采用了在机测量的发动机传动齿轮精密加工符合精度要求,超差为零。而相比与传统方法用时节省54%、零件良品率提高、工人劳动减少。有良好的经济效益和效果。
加工的完成零件如图11所示,我们采用数控加工与在机测量相结合的方式完成了发动机传动齿轮的加工及检测。合理编排工艺流程,选择合适的加工方法。针对工件加工中误差产生的原因,设置了修正措施。本文关于发动机传动齿轮的精密加工中在机测量的应用为相关问题提供了一个解决方案。
参考文献:
[1]丁文政,王明涛,陈勇,卞荣.典型几何特征在机测量评定算法研究[J].组合机床与自动化加工技术,2021(12):71-74,78.DOI:10.13462/j.cnki.mmtamt.2021.12.017.
[2]曾向彬.内外齿轮轴零件的精密加工工艺研究[C]//第三届金属加工工艺创新论坛论文集.[出版者不详],2021:29-33.DOI:10.26914/c.cnkihy.2021.047689.
[3]于保军,董青青,谷岩,赵春满.自由曲面慢刀伺服车削加工技术[J].机械设计与制造,2021(11):119-121.DOI:10.19356/j.cnki.1001-3997.2021.11.027.
[4]任国柱,王喆.精密微孔高速钻削加工技术研究[J].机床与液压,2021,49(18):67-70.
[5]刘学术,徐金亭.面向精密制造的测量加工一体化系统设计与实现[J].组合机床与自动化加工技术,2021(07):62-65.DOI:10.13462/j.cnki.mmtamt.2021.07.015.
猜你喜欢
少儿科学周刊·儿童版(2020年9期)2020-11-25
少儿科学周刊·少年版(2020年9期)2020-03-04
少儿科学周刊·少年版(2020年9期)2020-03-04
疯狂英语·读写版(2019年5期)2019-09-10
农家科技(2018年8期)2018-10-15
科教导刊·电子版(2016年8期)2016-06-27
企业导报(2016年9期)2016-05-26
现代经济信息(2016年1期)2016-01-25
湖南大学学报·自然科学版(2014年3期)2014-12-30