一种旧胶带回收切割缠绕技术的应用
2022-02-28 03:42史殿峰
现代工业经济和信息化 2022年12期
史殿峰,孙 杰
(辽宁铁煤集团,辽宁 铁岭 112700)
引言
煤矿井下的生产作业中,有很多能需要胶带运输的开放作业,如掘进工作面用胶带运输作业、综采工作面采煤需要胶带运输作业、长距离巷道运输煤炭需要用胶带作业,各种胶带运输机有100余部,使用胶带长度约1.6万m。煤炭用胶带输送过程中,不断地产生损坏磨损报废的旧胶带,需要新胶带投入生产,对旧品重新修复加工使用,减少材料成本投入,让废品发挥好工效,为生产标准化建设和作业安全奠定基础。
1 旧胶存在的问题
煤矿井下运输使用胶带规格为1 200 mm、1 000 mm、800 mm等宽度。主巷道的运输使用的胶带大多为1 200 mm、1 000 mm胶带,掘进和维修生产作业使用的胶带是1 000 mm、800 mm胶带,这些运输胶带在长时间运行中,因胶带与托辊之间相对运动经常会出现胶带跑偏边沿磨损撕裂,胶带两侧出现毛边和不均匀磨损局部变薄现象,严重时会加剧运输胶带受力不均,牵引阻力加大,承载效率降低,运输胶带损坏等现象,影响运输安全,需要更换局部胶带50~200 m不等。主运输巷道更换下来的宽规格运输胶带,许多胶带只是两侧磨损严重,中间部尚未达到使用寿命极限,可以将这些旧胶带切割去两侧磨损部位处理后,作为窄规格胶带投入掘进运输系统继续使用。传统切割运输胶带采用人工刀具手动进行切割,投入人力多,作业劳动强度大,使用壁纸刀等刀具切割效率低,作业过程中易发生危险,胶带切割后人力缠绕成卷费时费力,研究自动切割胶带方法势在必行。
2 胶带切割机的结构
胶带切割缠绕机包括电动机、减速机、主缠绕滚筒、槽钢结构底座、可调节切割刀架、专用切割刀具、胶带压辊等构件。切割作业时将需要切割的胶带穿入刀架上下两根槽钢之间,经过压带滚筒下方,与主缠绕滚筒锁紧孔连接缠绕在主滚筒上。
电动机提供动力,减速机传动装置通过与减速机输出轴相连接的楞拆卸连接盘驱动主滚筒旋转,主滚筒旋转带动切割下来的完好胶带缠绕在主滚筒上,实现自动缠绕卷带操作。
改造其底座和传动部分,输出轴用轴承座支承,研制可拆卸连接盘一对,将主滚筒与连接盘用销轴固定到一起,减速机驱动连接盘带动主滚筒旋转,连接盘为方便主滚筒缠绕完胶带好吊运,设计成半圆,内径为Φ165与直径160 mm钢管相配合,用Φ20销轴固定,直径160 mm的旧钢管做主滚筒(如图1中9所示),两侧钻孔与Φ20销轴配合,滚筒中间沿轴线开500 mm长20 mm宽长方形槽孔,为插入胶带端头,滚筒旋转带动胶带缠绕在滚筒上,用三根旧槽钢做成Π型刀架,切割出长方形孔,安装刀具,刀架需要能固定牢刀具,让胶带能顺畅通过的同时进行切割胶带,刀具前后不能有障碍,发生刮卡会改变胶带的运行方向,造成胶带切割不整齐,发生偏斜。为防止胶带偏斜,让缠绕更加整齐,在底座上设计安装导向板两块,两块导向板即防止加工过程中胶带容易偏斜现象,又让缠绕胶带在主滚筒上整齐标准。
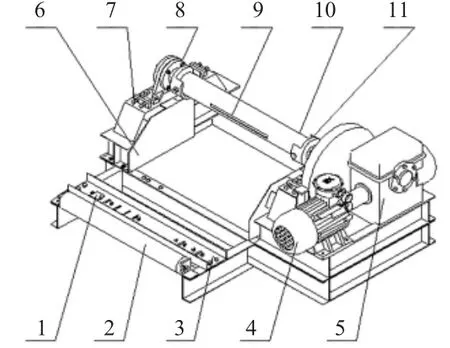
图1 胶带切割缠绕机
3 胶带切割缠绕机操作方法
胶带切割缠绕机的操作规范:将旧胶带码放在设备正前方10 m左右位置,胶带头切割成等腰梯形,胶带经刀架、压胶带辊理顺送入主滚筒的中间槽里,根据切割旧胶带的宽度和需要新品胶带宽度,进行调整刀架处二个刀具的位置,刀具的位置就是新品胶带切割的宽度,清理人员不能站在旧胶带上,各旋转部件不能有人员扶持靠近。电机送电,主滚筒旋转带动胶带沿刀具进入,进行切割作业,切割成型的新品胶带缠绕在主滚筒上,两侧去除的边缘余料人工进行清理,主滚筒的容量约100 m,根据旧胶带的质量决定卷制长度切割结束。电机停电,断开胶带,将主滚筒从两侧轴承座可拆卸联接头的销轴螺栓松开,抽出销轴,加工后的胶带装车待发放给使用单位入井投入生产,重新安装备用主滚筒,再进行切割作业。
4 胶带切割缠绕机设计创新点
研制胶带切割缠绕机技术是一种以自动化方式替代人工操作的技术,优化现有生产加工过程,采用自动化机械应用技术,能将报废的旧胶带修复使用,更快速、更便捷且安全高效。
4.1 机械加工代替人工作业
该技术未完成之前每天要安排7~8人进行皮带切割整形,将一条旧的1 200 mm胶带,长100 m,修整为1 000 mm胶带,需要5 d完成,切割出的胶带边缘不规整,不能满足安全生产需要。自动胶带切割机投入生产以来,每周集中安排人员下午进行切割作业一次,4人作业,可以切割出200 m胶带,半天就可以完成以前一周的工作量,减少了人工切割胶带的劳动强度,提高了切割胶带的质量,解决了胶带卷制不成卷、不规则、不标准等问题,消除了人工切割胶带的安全隐患,为矿山修旧利废、节支降耗、安全生产做出了贡献。
4.2 铁道改制刀工刀具
切割胶带使用刀具是关键问题,人工切割刀具不能选择,选用普通木工刨刀,刀身强度与刃口HRC硬度不足,在切割胶带过程中,刀刃容易断裂,卷刃;用报废带锯条改制刀具,刃口耐磨性较差,易老化造成机器切割阻力增大,频繁更换损坏刀具费时费力,影响安全生产。根据刀身与刀架配合的方式,用铁道改制加工刀具,将设计“T形胶带切割刀”,如图2所示,铁道腹板磨削出刀刃,切割出安装形状,这样刀身与刀架配合稳固,使用寿命长,切割时刀身不出现摆动现象,加工的皮带边缘成规律整齐,切割阻力小、速度快,加工质量高。
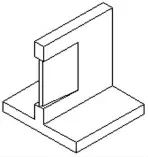
图2 刀具形状
图3为切割刀具刀刃制做特点,刀刃基于两段式斜角的形态,其中6是刀身的刃磨角度,腹板厚8 mm刀刃磨到6 mm斜角上去,称为主刃面;10是刀刃处实际开锋角长度到10 mm,称为副刃面,在切割过程中,刀身的开始受力时由主刃面处切入并割开胶带动作,副刃面平直易于刀身前进,此时刀刃处会受到微小压力;接着随刀刃继续前进到30处,刀身深入切开皮带,刀身斜面将撑开被切胶带小边,前进运行分散到侧边。这种刀刃切割时可降低阻力并使切割动作非常顺畅,并且刃口坚固耐用,不易崩断。
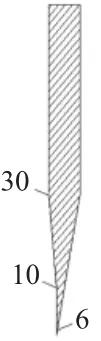
图3 刀刃形状
T形刀具设计合理,整体式刀身强度高,配合定位销与刀架坚固稳定,刃口硬度和韧性好,不容易卷刃,耐磨性增强使用寿命长,切割断面平直、毛边少,切割阻力较低不易卡顿;切割加工的皮带质量好。
5 应用效果
胶带切割缠绕机用一个月的时间加工制体,全部完成,本着修旧利废、节支降耗的原则,积极组织开展项目实施的各个阶段性改进工作,并对材料费用投入进行了合理的分配,使本项目能够按时保质完成,加工制做人工费用,检修旧设备,投入材料费用共计产生费用为8 000多元。项目投入使用后可降低成本,按市场现行价格测,阻燃耐热输送带新品每米270元,每月节省胶带新品投入约300 m,旧胶带按新品的60%成本计算,全年节省成本投入费用约58.3万元,人工费按每工150元计算,全年节省人工费用15.6万元。去除制做加工成本,每年约节省投入胶带费用70万元。
6 推广应用前景
本技术项目通过在生产车间的实际应用,得到员工的一致好评,修复的胶带投入生产使用效果良好,减少了各单位对新品胶带的投入费用,为矿山修旧利废、节支降耗、安全生产做出了贡献。该设备刀具刀架的研制,广泛适用于矿山企业各种规格胶带切割的作业中,各种胶带替换使用,对旧品胶带修复再投入使用。
猜你喜欢
椰城(2021年12期)2021-12-10
设备管理与维修(2020年23期)2021-01-04
草堂(2020年2期)2020-11-18
轻兵器(2020年1期)2020-01-19
当代陕西(2019年16期)2019-09-25
科教新报(2019年27期)2019-09-10
中小企业管理与科技(2019年22期)2019-09-09
中国科技纵横(2018年11期)2018-08-29
制造技术与机床(2017年3期)2017-06-23
轻兵器(2016年11期)2016-06-20