
Experimental Study on Grinding Force of Electrostatic Coated Grinding Wheel
2022-03-08 13:02HUOWenguo霍文国TIANQingsong田青松SHAOJuan
关键词:青松
HUO Wenguo(霍文国), TIAN Qingsong(田青松), SHAO Juan(邵 娟)
1 Tianjin Key Laboratory of High Speed Cutting & Precision Machining, Tianjin University of Technology and Education, Tianjin 300222, China2 College of Intelligent Manufacturing, Qingdao West Coast New Area Sino-German Applied Technology School, Qingdao 266500, China
Abstract: In order to deal with the hard machining of TC4 alloy, coated graphite on grinding wheel surface by electrostatic device is proposed in this paper. This paper mainly completed the design of graphite electrostatic spraying grinding wheel device, force experimental analysis of grinding TC4 alloy with coated graphite grinding wheel, and summary of the influence of different grinding speeds and grinding depths on grinding force and grinding force ratio. The experimental results show that the lubrication coating can reduce the grinding force and grinding force ratio in the process of grinding TC4 alloy with graphite powder-coated wheel under electrostatic field force, compared to dry grinding with the uncoated wheel.
Key words: electrostatic spraying; solid lubrication; coated lubricant; wheel; grinding force; TC4 alloy
Introduction
In the grinding process, in order to reduce the grinding temperature and avoid the occurrence of thermal damage such as grinding burns, a large amount of grinding fluid is usually used to reduce the grinding temperature. In order to enhance the lubrication and cooling performance of grinding fluid, especially when processing materials with high hardness, it is necessary to add extreme pressure additives, which contain many toxic and harmful substances[1-3].
Panaioti[4]applied solid lubricant to grinding wheels, and discussed the processing effect of different coating methods. Shaji and Radhakrishnan[5]designed and manufactured a special device. In the grinding process, the mixture composed of soluble oil and graphite was continuously applied to the surface of brown corundum grinding wheel to obtain the grinding wheel lubrication coating. A series of experiments showed that the addition of solid lubricant can effectively reduce the heat generation in the grinding process. Albertsetal.[6]sprayed a mixture of graphite and other substances into the grinding arc area by using a manual spray gun to form a lubricating film. Shaji and Radharkrishnan[7]added graphite or CaF2in a certain proportion when preparing resin grinding wheels, and the results showed that these coated wheels had a long service life.
Matthewetal.[8]analyzed the effect of graphite powder on the wheel surface, and found that the addition of lubricant could inhibit the adhesion wear of grinding wheel. Dingetal.[9]used a binder to coat solid powder on the surface of silicon carbide grinding wheel(GC60EV) according to a certain proportion. Experiments showed that this coated grinding wheel could effectively reduce the generation of grinding heat during grinding. Suetal.[10]carried out research on electrostatic micro-lubrication grinding technology, and achieved good grinding results[11-12].
There is a lot of research about grinding force of ultra-high strength steel Aermet 100 in conventional surface grinding using a single alumina wheel, a white alumina wheel, and a cubic boron nitride(CBN) wheel[12-14]. Due to the arc envelope grinding of curved surface, the surface grinding force, grinding state, and life of grinding wheels are important parameters to study the characteristics of surface grinding[15-17].
Therefore, it is of great research significance to choose non-toxic and harmless solid powder lubricant and send it into the grinding arc area by electrostatic spraying technology, so as to reduce the generation of heat in the grinding process, ensure the machining quality of the workpiece surface, reduce the production cost, and protect the ecological environment.
1 Principle of Electrostatic Coated Grinding Wheel
In the electrostatic spraying system, the grinding wheel is selected as the anode of the spraying system, and the spray gun electrode needle is used as the cathode of the spraying system. The atomization device of the spraying system makes lubricant powder fully atomized in the fluidization barrel, and the cooling medium mixed with gas and lubricant powder moves to the spray gun outlet, and the cathode of the electrostatic system generates corona discharge, thus making the cooling medium powder negatively charged. Due to the principle of electromagnetic interaction, the high-pressure air transports the cooling medium to the nozzle of the spray gun, and under the action of the high-voltage electrostatic field force, the negatively charged lubricating powder moves to the surface of the grinding wheel along the electric field line, thereby forming a lubricating coating on the surface of the grinding wheel[18].
2 Design of Electrostatic Spraying Device
The electrostatic spraying system of lubricating coated grinding wheel is mainly composed of electrostatic controller, powder barrel, powder pump and spray gun, as shown in Fig. 1. The function of the electrostatic controller is to adjust the voltage, powder atomization degree and the supply amount of cooling medium, as shown in Fig. 1(a). The powder barrel has the function of mixing powder evenly and promoting powder suspension, as shown in Fig. 1(b). The powder pump is mainly used to transport cooling medium. The spray gun is the powder outlet of electrostatic spraying system, which effectively charges the solid powder to ensure uniform and continuous powder output, thus obtaining uniform grinding coating on the surface of grinding wheel. The nozzle is designed as a trumpet with a diameter of 2 cm. Stirrer is at the bottom of the barrel.

Fig. 1 Electrostatic spraying device
3 Experiment of Grinding TC4 Alloy
3.1 Experimental conditions
The grinding test machine tool is a precision vertical milling machine(SZ-1800V,China). The maximum speednof the machine tool is 3 600 r/min, the powerPis 3.7 kW, and the sizeH×Lof the machine table is 305 mm × 1 350 mm. The electrostatic spraying experiment selects a single-layer electroplated CBN grinding wheel with the dimensions of grinding wheel diameterDis 50 mm, grinding wheel mounting handle diameterdis 15 mm, and grinding wheel widthWis 20 mm. The grinding wheel for experiment is shown in Fig. 2. The grinding surface morphology of the grinding wheel coated with graphite powder is shown in Fig. 3. Because the grinding wheel surface is circular arc shape, some areas of the picture are blurred. TC4 alloy is selected for grinding samples, which are fixed by the fixture made by our research group, and solid graphite powder with 300 meshes is selected as lubricant. Before grinding, in order to improve the adsorption of solid powder on the grinding wheel surface, the grinding wheel surface is brushed with a layer of vegetable oil. Preliminary experiments on the adsorption effect and durability of electrostatic sprayed graphite powder coated with soybean oil, peanut oil and motor oil on the grinding wheel were carried out, and the surface of the grinding wheel was coated with soybean oil for electrostatic spray grinding experiments. In order to ensure the coating effect, according to the prexperiment effect, the distance between the electrostatic spray gun and the grinding wheel is set to 10-25 mm. During the experiment, the distance between the nozzle of the spray gun and the surface of the grinding wheel is 20 cm. The electrostatic spray gun is equipped with a horn mask with the diameter of 2-5 mm.

Fig. 2 Surface morphology of grinding wheel

Fig. 3 Electroplated CBN grinding wheel
3.2 Experimental parameters
In this paper, the material of abrasive grains is selected as CBN, and the material of the workpiece is TC4 alloy, and 300 meshes graphite powder is used in the coating. Grinding test parameters are shown in Table 1.

Table 1 Grinding conditions
3.3 Collection and processing of grinding force signal
The grinding force experimental system is shown in Figs. 4 and 5, whereFnrefers to the normal grinding force;Ftrefers to the tangential grinding force;vcrefers to the cutting speed; andvwrefers to the feed speed. The load cell is LER-9125A type, which mainly includes load cell, signal charge amplifier, data collector, and notebook computer. The experimental device for measuring grinding force during grinding experiment is shown in Fig. 6. The sampling time is 30 s and the sampling frequency is 1 000 Hz.

Fig. 4 Force measurement system

Fig. 5 Schematic diagram of grinding force measurement
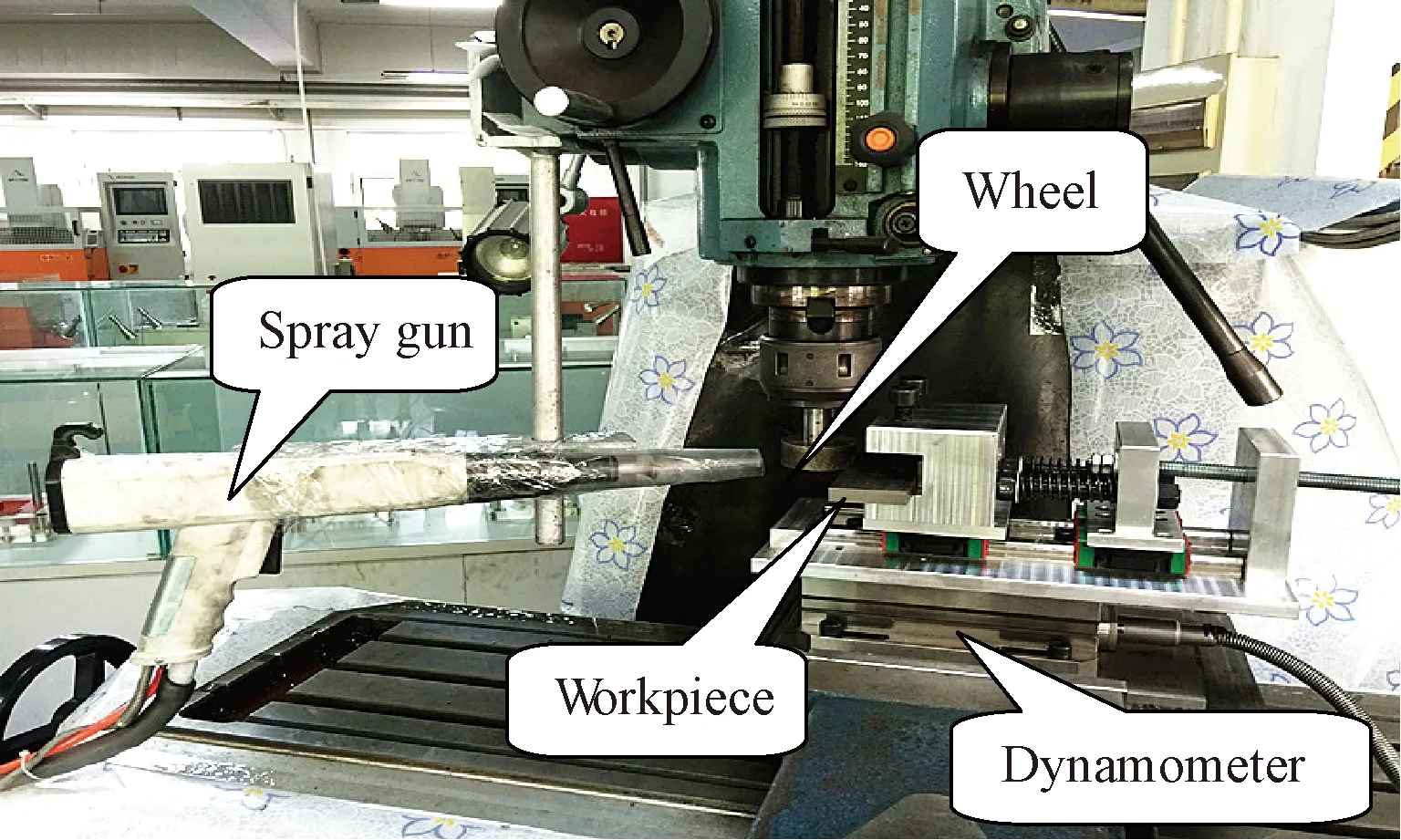
Fig. 6 Experimental device for measuring grinding force
4 Analysis of Experimental Results of Grinding Force
4.1 Influence of grinding wheel linear speed on grinding force
When the depth of cutapis 0.08 mm, the feed speedvwis 0.5 m/min, grinding TC4 alloy by electrostatic system spraying graphite powder lubrication and dry grinding, the grinding force changes under different grinding wheel linear speeds are shown in Fig. 7. It can be seen from Fig. 7 that during the increase ofvcfrom 4 m/s to 10 m/s, the the normal grinding forceFndecreases with the increase ofvc, andFnin electrostatic spraying graphite powder lubrication grinding is less than that in dry grinding. This is because under the condition of constantsapandvw, the material removal rate of grinding has no change, but the grinding time per unit time increases with the increase of grinding wheelvc.

Fig. 7 Relationship of Fn and vc
The variation ofN=Fn/Ftunder different grinding conditions is shown in Fig. 8. It can be seen from Fig. 8 that the relationship betweenFn/Ftandvcis not obvious, showing a slight decreasing trend, under the same grinding amount, the grinding force ratio of electrostatic coating lubrication grinding is smaller than that under non-dry grinding conditions. Therefore, solid powder can play a lubricating role in reducing the friction between grinding wheels and workpieces.

Fig. 8 Relationship of Fn/Ft and vc
4.2 Influence of grinding depth on grinding force
Under the conditions of electrostatic lubrication coating grinding and dry grinding, whenvw=0.5 m/min andvc= 10 m/s, the variation laws ofFnandFtat different grinding depths are shown in Figs. 9(a) and 9(b). It can be seen thatFnandFtboth increase with the increase ofap, butFof electrostatic spraying coating lubrication is lower than that of dry grinding. This is mainly because the increasing ofapenlarges the area of grinding arc, and the material removed per unit time.
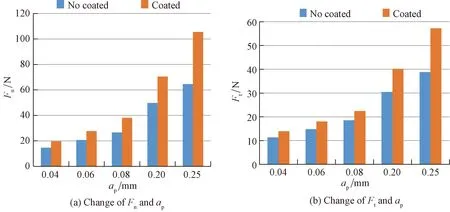
Fig. 9 Relationship of F and ap
Whenvw=0.5 m/min andvc=10 m/s, the change ofN=Fn/Ftunder differentapis shown in Fig. 10. It can be seen thatFn/Ftincreases with the increase ofap, but the grinding wheel with electrostatic lubrication coating is slightly lower than that with dry grinding, which is mainly because the lubricating coating plays a role in lubrication and friction reduction and reduces cutting friction when the grinding wheel with electrostatic spraying coating is processed.

Fig. 10 Grinding force ratio versus grinding depth
5 Conclusions
In this paper, the design of grinding wheel with electrostatic spraying lubrication coating and the experimental study of cutting force for grinding TC4 alloy are mainly carried out. The variationN=Fn/Ftduring lubrication and dry grinding with electrostatic lubrication coating is analyzed, and the results are shown as follows.
(1) In a certain range, grinding speed has no obvious influence on grinding force and grinding force ratio. But with the increase of grinding depth, grinding force and grinding force ratio increase obviously, and the maximum normal grinding forceFnhas exceeded 100 N.
(2) Under the same processing conditions, the grinding force and grinding force ratio of solid powder electrostatic coating grinding wheel are lower than those of dry grinding. The maximum difference of grinding force is 40 N, which shows that the grinding force and grinding force ratio can be effectively reduced when grinding with electrostatic spraying lubrication coating grinding wheel.
猜你喜欢
音乐天地(音乐创作版)(2021年9期)2021-12-01
少儿美术·书法版(2021年12期)2021-10-24
华人时刊(2021年21期)2021-03-09
作文周刊(中考版)(2019年35期)2019-10-08
作文周刊·中考读写版(2019年35期)2019-09-10
教育·学习(2018年9期)2018-12-04
曲艺(2018年9期)2018-10-22
歌剧(2017年11期)2018-01-23
新教育时代·教师版(2016年32期)2017-05-08
金色年代(2016年1期)2016-10-21
 Journal of Donghua University(English Edition)2022年1期
Journal of Donghua University(English Edition)2022年1期
- Journal of Donghua University(English Edition)的其它文章
- Diradical Character and Controllable Magnetic Properties in Chitin Through Radical Modification
- Recombinant Pyriform Spider Silk Expression and Wet-Spinning
- Influence of Three Sizes of Sliding Windows on Principle Component Analysis Fault Detection of Air Conditioning Systems
- Consensus for High-Order Linear Multi-Agent Systems with Unknown but Bounded Measurement Noises
- Preparation of Polyaniline/Cellulose Nanofiber Aerogel for Efficient Removal of Cr(VI) from Aqueous Solution
- Theoretical Calculation and Analysis of Muffler Based on Multilayer Sound Absorbing Material