选区激光熔化成型镁合金构件关键技术综述
2022-03-13 14:12王琮玮杨光王琮瑜王金业刘大志张永弟
河北科技大学学报 2022年1期
王琮玮 杨光 王琮瑜 王金业 刘大志 张永弟
摘 要:選区激光熔化成型镁合金构件性能优异且个性化程度高,在工业生产、生物医疗等多个领域具有重要应用意义。首先,对选区激光熔化成型镁合金技术的基本原理与技术特点进行了简要阐释;其次,基于选区激光熔化成型镁合金技术的国内外研究现状,将目前已有研究成果与尚未解决的技术问题进行归纳与总结;再次,对选区激光熔化成型镁合金关键技术进行分析,对主要技术难点及其解决方案进行综述;最后,对选区激光熔化成型镁合金发展趋势进行探讨,指出今后可在以下方面进行深入研究:1)优化现有工艺参数与成型仓风道等机械除尘结构,通过主动抑尘与被动抑尘相结合的方法提高成型质量;2)通过工艺调控减少成型缺陷,制备高性能镁合金构件;3)优化粉末筛分结构,提高成型安全性。
关键词:特种加工工艺;增材制造技术;选区激光熔化;镁合金;发展趋势
中图分类号:TG669 文献标识码:A
DOI:10.7535/hbkd.2022yx01006
收稿日期:2021-10-08;修回日期:2021-12-13;责任编辑:冯 民
基金项目:国防基础科研计划(JCKY2018407C004);中央引导地方科技发展资金(206Z1806G);河北省高校百名优秀创新人才支持计划(SLRC2019050);河北省研究生创新资助项目(XJCXZZSS202117)
第一作者简介:王琮玮(1997—),男,河北邯郸人,硕士研究生,主要从事镁合金选区激光熔化方面的研究。
通讯作者:杨 光教授。E-mail:y_guang@126.com
Review on key technologies of selective laser melting forming magnesium alloy components
WANG Congwei1,YANG Guang1,WANG Congyu1,WANG Jinye1,LIU Dazhi2,ZHANG Yongdi1
(1.School of Mechanical Engineering,Hebei University of Science and Technology,Shijiazhuang,Hebei 050018,China;2.Tangshan Weihao Magnesium Powder Company Limited,Tangshan,Hebei 064406,China)
Abstract:Selective laser melting forming magnesium alloy components have excellent performance and high degree of individuation,which has important application significance in industrial production,biomedicine and other fields.Firstly,the basic principle and technical characteristics of selective laser melting forming magnesium alloy were briefly explained.Then,based on the research status of selective laser melting forming magnesium alloy technology at home and abroad,the existing research results and unresolved technical problems were summarized.On this basis,the key technologies of selective laser melting forming magnesium alloys were analyzed,and the main technical difficulties and their solutions were comprehensively summarized.Finally,the development trend of selective laser melting forming magnesium alloys was discussed,and further research can be carried out in the following aspects:1) optimize the existing process parameters and forming bin air duct and other mechanical dust removal structure for improving the forming quality through active dust suppression and passive dust suppression methods;2) prepare high performance magnesium alloy components by reducing forming defects through process control;3) optimize powder screening structure to improve molding safety.
Keywords:
special processing technology;additive manufacturing technology;selective laser melting;magnesium alloys;development trend
镁及其合金具有低密度、高比强度的特点,在汽车制造、航空航天等多个领域得到广泛应用[1]。又因其具有生物相容性好、可在人体内降解等特点,近年来在生物医用领域也广受关注[2-3]。然而传统的机械加工、铸造成型等制造方式难以制备造型复杂的构件,在临床治疗过程中,批量化生产的标准型医疗器械仍被广泛使用。由于患者体质及对植入物的需求因人而异,标准型医疗器械往往难以达到最佳治疗效果,个性化医疗器械成为临床应用中的迫切需求[4]。增材制造(additive manufacturing,AM),又称3D打印,是20世纪80年代后期兴起的快速制造技术[5-6],运用“离散-堆积”的制造理念,对材料逐层叠加成型。其中选区激光熔化技术是金属增材制造中的一种代表性技术,可实现对几乎任意形状的零件直接快速制造[7-9]。
通过选区激光熔化的方式制备出个性化、力学性能好的镁合金构件,成为解决生物医疗、工业生产等多个重要领域内关键问题的有效途径。本文主要介绍了选区激光熔化成型镁合金的原理与技术特点,分析其国内外研究现状,并结合目前研究中所面临的关键技术问题及解决方案进行讨论,对选区激光熔化成型镁合金技术的未来发展趋势进行展望。
1 选区激光熔化成型镁合金技术
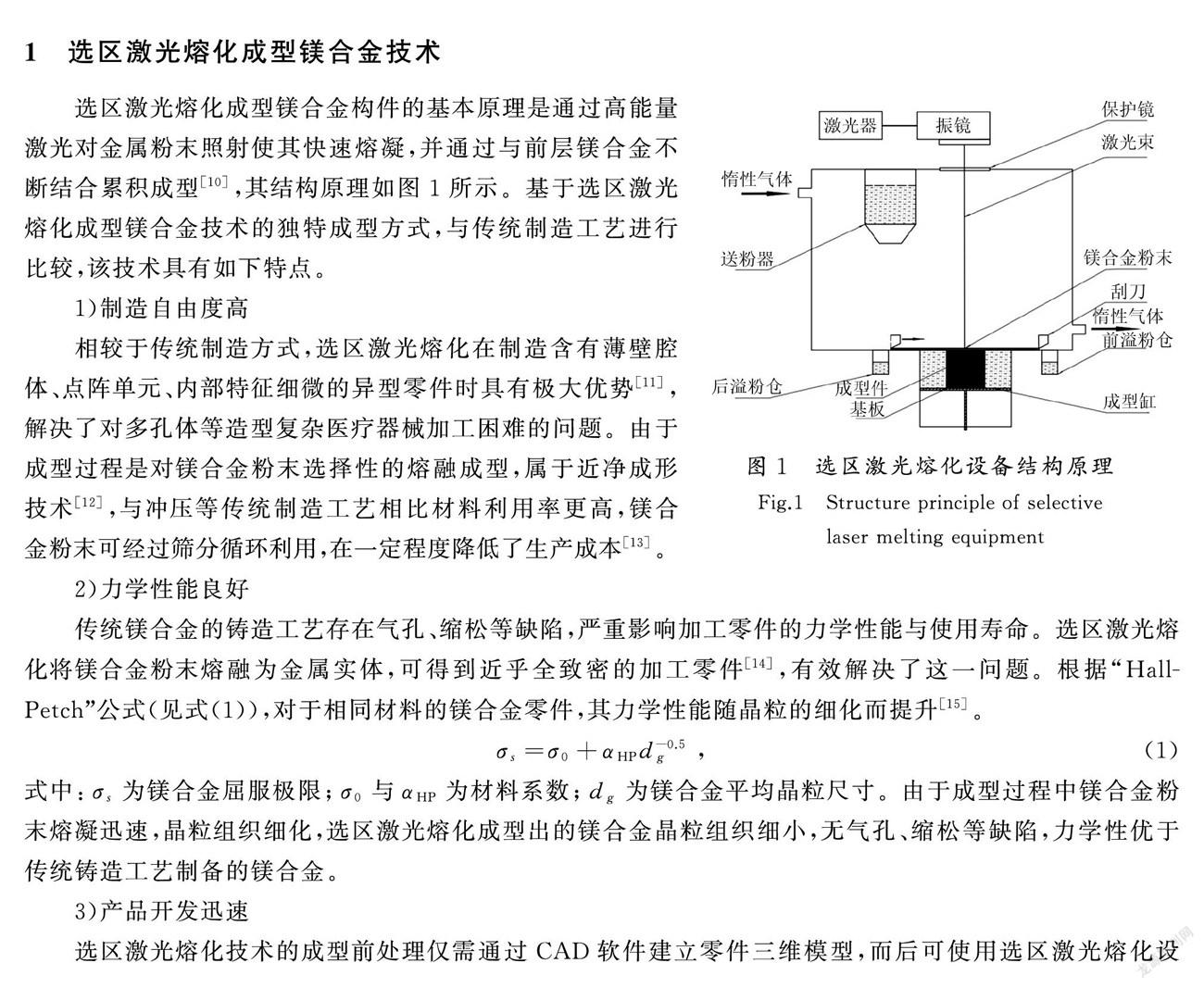
选区激光熔化成型镁合金构件的基本原理是通过高能量激光对金属粉末照射使其快速熔凝,并通过与前层镁合金不断结合累积成型[10],其结构原理如图1所示。基于选区激光熔化成型镁合金技术的独特成型方式,与传统制造工艺进行比较,该技术具有如下特点。
1)制造自由度高
相较于传统制造方式,选区激光熔化在制造含有薄壁腔体、点阵单元、内部特征细微的异型零件时具有极大优势[11],解决了对多孔体等造型复杂医疗器械加工困难的问题。由于成型过程是对镁合金粉末选择性的熔融成型,属于近净成形技术[12],与冲压等传统制造工艺相比材料利用率更高,镁合金粉末可经过筛分循环利用,在一定程度降低了生产成本[13]。
2)力学性能良好
传统镁合金的铸造工艺存在气孔、缩松等缺陷,严重影响加工零件的力学性能与使用寿命。选区激光熔化将镁合金粉末熔融为金属实体,可得到近乎全致密的加工零件[14],有效解决了这一问题。根据“Hall-Petch”公式(见式(1)),对于相同材料的镁合金零件,其力学性能随晶粒的细化而提升[15]。
σs=σ0+αHPd-0.5g,(1)
式中:σs为镁合金屈服极限;σ0与αHP为材料系数;dg为镁合金平均晶粒尺寸。由于成型过程中镁合金粉末熔凝迅速,晶粒组织细化,选区激光熔化成型出的镁合金晶粒组织细小,无气孔、缩松等缺陷,力学性优于传统铸造工艺制备的镁合金。
3)产品开发迅速
选区激光熔化技术的成型前处理仅需通过CAD软件建立零件三维模型,而后可使用选区激光熔化设备直接对终端镁合金构件成型,相比传统的铸造方式省去了模具设计与加工等环节,缩短了产品生产周期,因此尤其适用于对单件或小批量零件的快速制造[16],在对定制化医疗器械的制造方面也更具优势。
2 选区激光熔化成型镁合金研究现状
选区激光熔化技术最早由德国的Fraunhofer研究所于1995年提出。1999年SCHWARZE等研发出世界首台选区激光熔化成型系统,此后这项研发技术得到了蓬勃发展,现如今多种金属材料的选区激光熔化工艺研究已趋于成熟[17]。目前,国内外学者对选区激光熔化成型镁合金的研究主要集中在工艺优化与烧损抑制方面。
2.1 成型工艺研究
在成型工艺参数方面,SAVALANI等[18]研究了不同预热温度与铺粉厚度对镁合金成型质量的影响。通过调整不同激光功率、扫描速度下预热温度与铺粉厚度,对比不同激光能量密度下镁合金单道扫描的微观形貌,发现相较未预热的扫描轨道,经过预热180 ℃、铺粉层厚在0.15~0.2 mm时,镁合金单道扫描微观形貌更加平坦,成型质量更好。ZHU等[19]研究了激光功率与扫描间距对多孔AZ91D镁合金的微观组织、力学性能与致密度的影响,发现不同工艺参数制备的镁合金晶粒尺寸小于10 μm,与压铸制备的AZ91D镁合金晶粒尺寸(30 μm)相比,选区激光熔化制备的镁合金晶粒尺寸得到显著细化。力学性能检测表明,多孔AZ91D镁合金的弹性模量、抗压强度与人骨接近。CHEN等[20]通过实验探究了不同激光功率、扫描速度下AlSi10Mg镁合金的显微组织、孔隙率与力学性能之间的关系,发现激光能量密度为44.5 J/cm3时镁合金整体孔隙较少,力学性能最佳。
程龙[21]对选区激光熔化成型纯镁的性能进行研究,优化工艺参数,当激光功率P=72 W、扫描速度V=200 mm/s时成型试件力学性能最好,但在腐蚀浸泡中出现较严重丝状腐蚀,耐蚀性弱于传统铸造制备纯镁金属。庞铭等[22]对不同激光功率条件下AZ80镁合金的熔池进行研究。通过显微组织观察发现激光功率为500 W和800 W时熔池深度沿激光扫描方向先增大后逐渐稳定,当激光功率为1 000 W时熔池深度在扫描方向始终增长,且AZ80镁合金最高硬度在次表层区域而非最表层区域。张文奇等[23]探索了适用于AlSi10Mg合金选区激光熔化的成型工艺参数,最终得到致密度为99.96%的镁合金零件,在该成型条件下沉积态镁合金拉伸强度可达500 MPa,远超铸造制备镁合金零件的力学性能。
2.2 烧损抑制研究
在镁合金烧损行为抑制方面,ZHANG等[24]进行了低功率条件下Mg-9Al合金的成型研究。通过物相检测发现当激光能量较低时所成型镁合金烧损较少,但内部存在较多孔隙。这一现象可能是由于镁粉吸收激光能量过低、粉末熔融不充分所致。WEI等[25]研究了烧损对ZK60镁合金成型质量的影响,成型过程中熔池的稳定性受到Mg与Zn元素气化冲击的影响,最终成型零件致密度仅为94.05%。Mg元素烧损是影响成型质量最重要的因素之一,烧损产生的烟尘不仅会遮擋激光,使其低于理论输出功率,造成镁合金力学性能偏低,大量的烧损烟尘进入机器内部还会对机器造成损害,减少设备使用寿命[26]。
谢辙[27]对不同线能量成型AZ91D镁合金中Mg元素的烧损行为进行了研究。参考线能量模型E=P/v进行工艺实验,发现在线能量密度较小时Mg元素烧损较为缓和,Mg元素烧损量随激光能量增加显著加剧。魏恺文等[28]对AZ91D镁合金的烧损行为进行研究,通过物相检测发现成型后Mg元素的质量比下降,与基于Langmuir模型计算结果相近,表明Mg元素发生了烧损。实验验证在激光能量密度为55.6 J/mm3时,制备出镁合金中Mg元素含量最接近原始成分,镁合金烧损得到缓解。本课题组利用温度场仿真建立了选区激光熔化成型镁合金过程中工艺参数与熔池温度的关系模型,通过热力学与气体动力学理论建立Mg元素烧损速率与温度之间解析关系模型,联合工艺参数与熔池温度、烧损速率之间的关系,最终得到工艺参数与Mg元素烧损速率之间的关系模型[29]。使用所建立烧损模型优化出成型AZ91D镁合金工艺窗口,实验验证了其力学性能远高于铸造制备的镁合金构件。
3 选区激光熔化成型镁合金关键技术分析
选区激光熔化技术可对多种金属粉末材料成型,受镁合金理化性质影响,选区激光熔化对镁合金的成型较其他种类金属更为困难[30]。Mg元素的烧损是成型过程中最主要的问题,除此之外,选区激光熔化制备的镁合金构件会存在尺寸偏差、力学性能差等不足,制约零件的实际应用。当前对选区激光熔化成型镁合金的研究尚未成熟,在烧损抑制、工艺研究与安全防护等方面仍有较多问题。
3.1 选区激光熔化成型镁合金烧损抑制
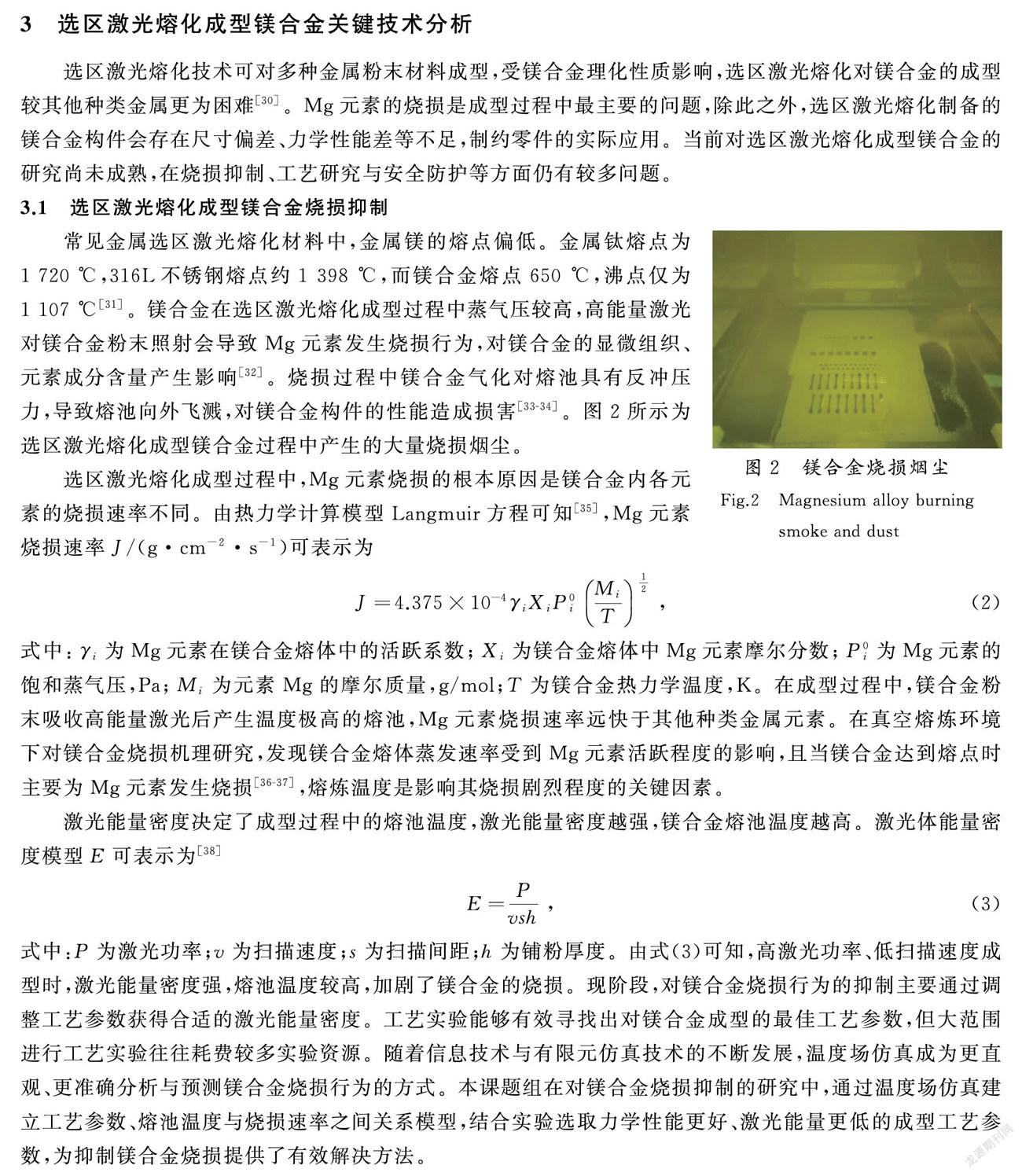
常见金属选区激光熔化材料中,金属镁的熔点偏低。金属钛熔点为1 720 ℃,316L不锈钢熔点约1 398 ℃,而镁合金熔点650 ℃,沸点仅为1 107 ℃[31]。镁合金在选区激光熔化成型过程中蒸气压较高,高能量激光对镁合金粉末照射会导致Mg元素发生烧损行为,对镁合金的显微组织、元素成分含量产生影响[32]。烧损过程中镁合金气化对熔池具有反冲压力,导致熔池向外飞溅,对镁合金构件的性能造成损害[33-34]。图2所示为选区激光熔化成型镁合金过程中产生的大量烧损烟尘。
选区激光熔化成型过程中,Mg元素烧损的根本原因是镁合金内各元素的烧损速率不同。由热力学计算模型Langmuir方程可知[35],Mg元素烧损速率J/(g·cm-2·s-1)可表示为
J=4.375×10-4γiXiP0iMiT12,(2)
式中:γi为Mg元素在镁合金熔体中的活跃系数;Xi为镁合金熔体中Mg元素摩尔分数;P0i为Mg元素的饱和蒸气压,Pa;Mi为元素Mg的摩尔质量,g/mol;T为镁合金热力学温度,K。在成型过程中,镁合金粉末吸收高能量激光后产生温度极高的熔池,Mg元素烧损速率远快于其他种类金属元素。在真空熔炼环境下对镁合金烧损机理研究,发现镁合金熔体蒸发速率受到Mg元素活跃程度的影响,且当镁合金达到熔点时主要为Mg元素发生烧损[36-37],熔炼温度是影响其烧损剧烈程度的关键因素。
激光能量密度决定了成型过程中的熔池温度,激光能量密度越强,镁合金熔池温度越高。激光体能量密度模型E可表示为[38]
E=Pvsh,(3)
式中:P为激光功率;v为扫描速度;s为扫描间距;h为铺粉厚度。由式(3)可知,高激光功率、低扫描速度成型时,激光能量密度强,熔池温度较高,加剧了镁合金的烧损。现阶段,对镁合金烧损行为的抑制主要通过调整工艺参数获得合适的激光能量密度。工艺实验能够有效寻找出对镁合金成型的最佳工艺参数,但大范围进行工艺实验往往耗费较多实验资源。随着信息技术与有限元仿真技术的不断发展,温度场仿真成为更直观、更准确分析与预测镁合金烧损行为的方式。本课题组在对镁合金烧损抑制的研究中,通过温度场仿真建立工艺参数、熔池温度与烧损速率之间关系模型,结合实验选取力学性能更好、激光能量更低的成型工艺参数,为抑制镁合金烧损提供了有效解决方法。
3.2 选区激光熔化成型镁合金工艺
成型工艺对镁合金构件的尺寸精度与力学性能有重要影响。成型精度常通过对镁合金构件的实际尺寸测量来评价,尺寸偏差较大会导致所生产的镁合金构件无法与其他零件装配使用。工艺参数是影响成型零件力学性能的主要因素,决定了所成型镁合金构件机械性能的强弱。现阶段,对选区激光熔化成型镁合金的工艺研究中主要存在尺寸精度偏差大、力学性能差与零件成型缺陷等问题。
选区激光熔化成型的尺寸精度主要分为X/Y方向与Z方向精度2个方面[39]。X/Y方向精度主要受熔道宽度的影响。激光在镁合金粉末表面扫描过后形成若干熔池顺序搭接而成熔道,当激光能量密度较大时熔池熔道宽于理论值,所成型镁合金零件在X/Y方向上膨胀,当激光能量密度较小时熔道窄于理论值,所成型镁合金零件在X/Y方向上收缩。Z方向精度常见问题是实际成型尺寸小于理论设计值。部分原因是激光能量密度过高时镁合金试件底部与基板相熔,造成试件成型高度低于理论设计值;激光能量密度过高还会对已成型的镁合金实体造成间接重熔,加剧镁合金的烧损,造成Z方向实际成型尺寸偏小[40-42]。
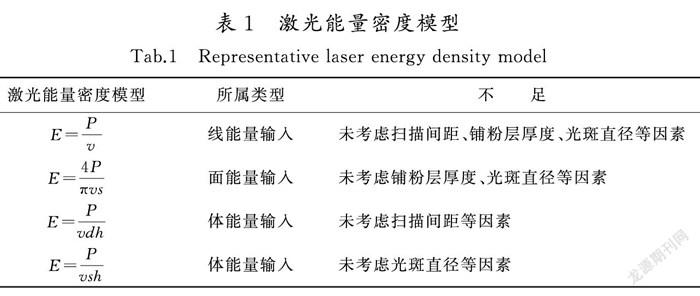
影响镁合金力学性能的主要工艺参数包括激光功率、扫描速度、扫描间距、铺粉层厚度等。在对成型工艺的研究中,国内外学者建立了多种关于工艺参数的激光能量密度模型,并探究了激光能量密度对选区激光熔化成型镁合金致密度与力学性能的影响,表1所示为几种代表性的激光能量密度模型[43-46]。
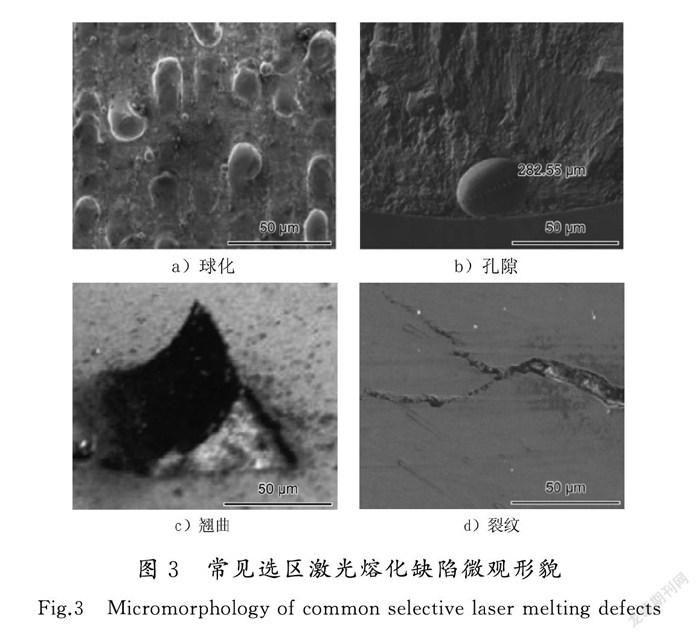
选区激光熔化过程中,熔池形貌与镁合金粉末的熔融状态主要由激光能量密度的大小决定。激光功率与扫描速度是决定激光能量密度大小的最主要因素,直接影响了熔池形貌;扫描间距、铺粉层厚度等成型工艺参数能够改变熔池热影响区域的大小,间接对镁合金性能造成影响。激光能量密度不足时镁合金粉末不能完全熔化,大量球形粉末黏接导致成型后镁合金内部孔隙偏多,力学性能不佳;激光能量密度过大时镁合金熔池会发生飞溅,Mg元素烧损蒸发在熔道表面形成大量氣孔,此时成型的镁合金实体致密度偏低,力学性能同样较差[47]。图3所示为常见选区激光熔化工艺缺陷[48-49]。
目前对选区激光熔化成型镁合金的工艺研究主要通过正交试验的方法,研究不同参数组合下所成型镁合金试样的力学性能与微观组织形貌,通过致密度检测或拉伸实验选择出力学性能良好的试样,从而优化出对镁合金成型的最佳工艺参数。
翘曲是选区激光熔化成型镁合金构件过程中的常见缺陷,产生原因是激光在熔融镁合金粉末时加热不均匀导致温度梯度相差较大,镁合金内部存在较强应力致使零件翘曲变形。裂纹与翘曲产生原因类似,成型过程中镁合金熔凝速度过快、过冷度大等原因导致内部积攒应力无法释放,当内应力超过镁合金材料所能承受最大屈服强度后便产生裂纹现象[50]。在成型前对镁合金构件进行应力场数值模拟,结合实验优化出最佳的基板预热温度,降低成型过程中的温度梯度差异,减少镁合金构件自身应力[51],能够有效抑制選区激光熔化过程中的翘曲、裂纹等缺陷。
3.3 选区激光熔化成型镁合金安全防护
相比其他种类金属,镁合金选区激光熔化成型的安全问题尤为突出。由于所用材料为微米级球形粉末,粉尘类物质本身具有易爆性,粉尘颗粒越细小,比表面积大,表面储存的吉布斯自由能越大。当空间内粉尘到达一定浓度后,遇到明火或静电将会发生粉尘爆炸。如何安全、稳定地对镁合金进行选区激光熔化成型是这项技术的关键所在。
针对镁合金等高活性材料的加工,国内外厂商对选区激光熔化设备配置了安全保护系统。安全保护系统由惰性气体发生或外接装置、氧含量传感装置、气体净化子系统、增压子系统组成,同时成型仓具有良好的气密性,为镁合金材料提供了安全可靠的加工环境。不同于钛合金、不锈钢等材料的成型,镁合金在成型过程中因烧损产生的大量烟尘会随气体循环进入设备的机械结构、过滤系统甚至氧含量传感器内,对设备硬件造成损害。因此,在长时间打印镁合金零件后需对成型仓内刮刀的传动结构进行清理,防止因烟尘堆积造成传动精度偏差;对于氧含量传感装置,需定期将其表面烟尘吹除,并使用异丙醇溶液进行清洁,防止氧传感器损坏。
在制造过程的安全防护方面,对镁合金成型前需通过真空泵使成型仓内达到负压状态,再向其中通入氩气等惰性气体。对性质活泼的金属材料,需将氧气含量降低至0.025%(体积比)以下再进行加工[52],且镁合金的全部加工过程都应在惰性气体保护下进行。此外,镁合金粉末在进行任何运转操作过程中同样需受惰性气体保护。
4 研究展望
未来全球制造业将面临更深一步的数字化、智能化发展,选区激光熔化技术将颠覆延续百年的传统制造业理念。通过选区激光熔化技术制备出比强度高、生物相容性好的镁合金构件,能够进一步提升其应用价值。目前选区激光熔化对镁合金的成型仍面临烧损、成型缺陷等复杂问题,限制了镁合金材料的应用场景。本文从烧损抑制、成型缺陷、成型安全防护3个方面对选区激光熔化成型镁合金的未来研究趋势进行探讨。
1 )镁合金烧损抑制是当前成型工艺研究面临的最主要问题。在未来的研究中,从工艺方面抑制镁合金的烧损将成为主要研究方向。通过迭代成型过程中热源、热发散等边界条件设定,优化工艺参数与镁合金烧损关系模型,在满足获得良好力学性能的前提下尽可能降低激光能量密度来抑制镁合金的烧损。此外,还可通过对设备仓体内部的气体流动进行有限元仿真与分析,优化成型仓内风道的机械结构,使烧损产生的烟尘更高效地进入循环过滤系统;针对透镜表面蒙蔽烟尘这一问题,应设计自清洁机械结构,降低烟尘对激光能量输出的影响。通过采用主动抑尘与被动抑尘相结合的方法,提高镁合金构件的成型质量。
2 )调控工艺,减少成型缺陷。选区激光熔化成型镁合金过程中常出现制造缺陷的问题,严重危害镁合金构件的力学性能。现有研究中对镁合金的工艺优化常使用致密度、力学性能等参数作为表征,通过显微组织观察分析,从缺陷发生机理的角度进行研究较为少见。后续研究可从调控选区激光熔化成型镁合金的工艺参数入手,结合微观组织形态变化分析缺陷形成原因,实现对高性能镁合金构件的制备。在成型前使用工艺仿真软件缩小实验窗口,通过少量实验对仿真结果进行验证,制备出高强度的镁合金构件,为其在多个重要领域的应用提供技术基础。
3 )成型全过程安全防护。镁合金粉末在大气环境下易发生剧烈氧化反应,为选区激光熔化成型镁合金带来巨大安全隐患。当前设备通常具有成型过程中的安全防护系统,但并未考虑粉末筛分、运转环节对镁合金粉末的隔氧与防护。选区激光熔化设备本身具有隔氧条件,将粉末筛分与存贮系统集成于设备内,对已使用过的粉末实现从筛分循环利用到打印成型全过程绝氧进行,能够有效避免镁合金粉末在运转过程中与空气接触发生氧化变质,使易燃易爆类粉末的运转操作更加安全。
选区激光熔化制备的镁合金构件性能优异,在生物医疗、航空航天、工业生产等多个领域均能发挥重要作用。选区激光熔化对镁基材料的成型研究尚处于起步阶段,虽然对多种镁合金材料的成型工艺研究已取得了一定成果,但仍存在Mg元素烧损与成型缺陷等问题。在后续研究中,应通过温度场仿真与实验相结合,进一步抑制镁合金在成型过程中的烧损行为,同时应优化设备的气体循环系统与透镜自清洁机构,减小烧损烟尘对激光束的影响,通过调控成型工艺参数消除零件内部成型缺陷,制备高性能的镁合金构件,并通过设备结构优化对选区激光熔化制备镁合金构件的全过程进行防护,提高对镁合金构件成型的安全性。
参考文献/References:
[1] LI Y,JAHR H,ZHANG X Y,et al.Biodegradation-affected fatigue behavior of additively manufactured porous magnesium[J].Additive Manufacturing,2019,28:299-311.
[2] 曾荣昌,崔蓝月,柯伟.医用镁合金:成分、组织及腐蚀[J].金属学报,2018,54(9):1215-1235.
ZENG Rongchang,CUI Lanyue,KE Wei.Biomedical magnesium alloys:Composition,microstructure and corrosion[J].Acta Metallurgica Sinica,2018,54(9):1215-1235.
[3] LI Y,ZHOU J,PAVANRAM P,et al.Additively manufactured biodegradable porous magnesium[J].Acta Biomaterialia,2018,67:378-392.
[4] 申琦,余森,牛金龙,等.选区激光熔化制备镁基材料研究进展[J].材料导报,2019,33(sup1):278-282.
SHEN Qi,YU Sen,NIU Jinlong,et al.Selective laser melting of magnesium-based materials:A review[J].Materials Review,2019,33(sup1):278-282.
[5] 盧秉恒.增材制造技术——现状与未来[J].中国机械工程,2020,31(1):19-23.
LU Bingheng.Additive manufacturing-current situation and future[J].China Mechanical Engineering,2020,31(1):19-23.
[6] VAFADAR A,GUZZOMI F,RASSAU A,et al.Advances in metal additive manufacturing:A review of common processes,industrial applications,and current challenges[J].Applied Sciences,2021,11(3):1213.
[7] 王延庆,沈竞兴,吴海全.3D打印材料应用和研究现状[J].航空材料学报,2016,36(4):89-98.
WANG Yanqing,SHEN Jingxing,WU Haiquan.Application and research status of alternative materials for 3D-printing technology[J].Journal of Aeronautical Materials,2016,36(4):89-98.
[8] GUNASEKARAN J,SEVVEL P,JOHN S I.Metallic materials fabrication by selective laser melting:A review[J].Materialstoday-Proceedings,2021,37(Part 2):252-256.
[9] 张阳军,陈英.金属材料增材制造技术的应用研究进展[J].粉末冶金工业,2018,28(1):63-67.
ZHANG Yangjun,CHEN Ying.Research on the application of metal additive manufacturing technology[J].Powder Metallurgy Industry,2018,28(1):63-67.
[10]WANI Z K,ABDULLAHA B.A review on metal 3D printing:3D welding[J].IOP Conference Series-Materials Science and Engineering,2020,920(1):12-15.
[11]尹燕,张圆,董开基,等.The development of 3D printing technology and the current situation of controlling defects in SLM technology[J].China Welding,2020,29(3):9-19.
[12]SAPRYKIN A A,SHARKEEV Y P,SAPRYKINA N A,et al.Selective laser melting of magnesium[J].Key Engineering Materials,2020,839:144-149.
[13]刘景博,刘世锋,杨鑫,等.金属增材制造技术轻量化应用研究进展[J].中国材料进展,2020,39(2):163-168.
LIU Jingbo,LIU Shifeng,YANG Xin,et al.Progress in lightweight application research of additive manufacturing technology[J].Materials China,2020,39(2):163-168.
[14]CHUNG N G C,SAVALANI M,CHUNG M H.Fabrication of magnesium using selective laser melting technique[J].Rapid Prototyping Journal,2011,17(6):479-490.
[15]LI W,LI S,LIU J,et al.Effect of heat treatment on AlSi10Mg alloy fabricated by selective laser melting:Microstructure evolution,mechanical properties and fracture mechanism[J].Materials Science and Engineering:A,2016,663:116-125.
[16]姜海燕,林卫凯,吴世彪,等.激光选区熔化技术的应用现状及发展趋势[J].机械工程与自动化,2019(5):223-226.
JIANG Haiyan,LIN Weikai,WU Shibiao,et al.Application status and development trend of laser selective melting technology[J].Mechanical Engineering & Automation,2019(5):223-226.
[17]TIAN Q W.The development status of selective laser melting technology (SLM)[J].Journal of Physics- Conference Series,2021,1798(1):12-45.
[18]SAVALANI M M,PIZARRO J M.Effect of preheat and layer thickness on selective laser melting (SLM) of magnesium[J].Rapid Prototyping Journal,2016,22(1):115-122.
[19]ZHU Z,ZHANG M,CHEN C.Effect of selective laser melting on microstructure and properties of AZ91D alloy[J].Materialwissenschaft und Werkstofftechnik,2019,50(12):1484-1494.
[20]CHEN J,HOU W,WANG X Z,et al.Microstructure,porosity and mechanical properties of selective laser melted AlSi10Mg[J].Chinese Journal of Aeronautics,2020,33(7):2043-2054.
[21]程龙.选区激光熔化纯镁成型组织与腐蚀机理的研究[D].重庆:重庆大学,2016.
CHENG Long.Study on Microstructure and Corrosion Mechanism of Selective Laser Melting Magnesium Alloy[D].Chongqing:Chongqing University,2016.
[22]庞铭,浮艺旋.激光功率变化对AZ80D镁合金熔凝区域性能影响的研究[J/OL].热加工工艺.[2020-09-12].https://kns.cnki.net/kcms/detail/detail.aspx?FileName=SJGY2020091000I&DbName=DKFX2020.
PANG Ming,FU Yixuan.Study on effect of laser power change on properties of melting area of AZ80D magnesium alloy[J/OL].Hot Working Technology.[2020-09-12].https://kns.cnki.net/kcms/detail/detail.aspx?FileName=SJGY2020091000I&DbName=DKFX2020.
[23]张文奇,朱海红,胡志恒,等.AlSi10Mg的激光选区熔化成形研究[J].金属学报,2017,53(8):918-926.
ZHANG Wenqi,ZHU Haihong,HU Zhiheng,et al.Study on the selective laser melting of AlSi10Mg[J].Acta Metallurgica Sinica,2017,53(8):918-926.
[24]ZHANG B C,LIAO H L,CODDET C.Effects of processing parameters on properties of selective laser melting Mg-9%Al powder mixture[J].Materials & Design,2012,34:753-758.
[25]WEI K W,WANG Z M,ZENG X Y.Influence of element vaporization on formability,composition,microstructure,and mechanical performance of the selective laser melted Mg-Zn-Zr components[J].Materials Letters,2015,156:187-190.
[26]柳朝陽,赵备备,李兰杰,等.金属材料3D打印技术研究进展[J].粉末冶金工业,2020,30(2):83-89.
LIU Chaoyang,ZHAO Beibei,LI Lanjie,et al.Research progress of 3D printing technology for metallic materials[J].Powder Metallurgy Industry,2020,30(2):83-89.
[27]谢辙.选区激光熔化成形AZ91D镁合金的工艺与机理研究[D].武汉:华中科技大学,2013.
XIE Zhe.Research on Processing and Mechanism of AZ91d Magnesium Alloy by Selective Laser Melting [D].Wuhan:Huazhong Univer-sity of Science and Technology,2013.
[28]魏恺文,王泽敏,曾晓雁.AZ91D镁合金在激光选区熔化成形中的元素烧损[J].金属学报,2016,52(2):184-190.
WEI Kaiwen,WANG Zemin,ZENG Xiaoyan.Element loss of AZ91d magnesium alloy during selective laser melting process[J].Acta Metallurgica Sinica,2016,52(2):184-190.
[29]杨光,刘雪东,王琮玮,等.基于温度场模拟的镁合金SLM元素烧损行为研究[J/OL].航空学报.[2021-08-18].http://kns.cnki.net/kcms/detail/11.1929.V.20210817.1022.040.html.
YANG Guang,LIU Xuedong,WANG Congwei,et al.Research on SLM element burning behavior of magnesium alloy based on temperature field simulation[J/OL].Acta Aeronautica et Astronautica Sinica.[2021-08-18].http://kns.cnki.net/kcms/detail/11.1929.V.20210817.1022.040.html.
[30]PANWISAWAS C,TANG Y T,REED R C.Metal 3D printing as a disruptive technology for superalloys[J].Nature Communications,2020,11(1):4671-4686.
[31]王楠楠,曹丽杰,殷凯.搅拌摩擦加工对AM60B镁合金高温摩擦磨损性能的影响[J].润滑与密封,2020,45(8):107-114.
WANG Nannan,CAO Lijie,YIN Kai.Effect of friction stir processing on high temperature friction and wear properties of AM60B magnesium alloy[J].Lubrication Engineering,2020,45(8):107-114.
[32]SAPRYKIN A A,SHARKEEV Y P,SAPRYKINA N A,et al.Selective laser melting of magnesium[J].Key Engineering Materials,2020,839:144-149.
[33]李淮阳,黎振华,杨睿,等.选区激光熔化金属表面成形质量控制的研究进展[J].表面技术,2020,49(9):118-124.
LI Huaiyang,LI Zhenhua,YANG Rui,et al.Research progress in forming quality control of selective laser melting metal surface[J].Surface Technology,2020,49(9):118-124.
[34]袁景光,李宇,刘京南,等.选区激光熔化金属成型熔池温度的在线检测[J].中国激光,2020,47(3):158-166.
YUAN Jingguang,LI Yu,LIU Jingnan,et al.Online detection of molten pool temperature during metal forming based on selective laser melting[J].Chinese Journal of Lasers,2020,47(3):158-166.
[35]戴永年,杨斌.有色金属材料的真空冶金[M].北京:冶金工业出版社,2000.
[36]李明照,范晋平.真空熔炼时AZ31中Mg,Zn挥发行为及组织与性能[J].中北大学学报(自然科学版),2007,28(5):462-466.
LI Mingzhao,FAN Jinping.Volatilization behavior and microstructure,properties of Mg,Zn in AZ31 during vacuum melt[J].Journal of North University of China(Natural Science Edition),2007,28(5):462-466.
[37]张金玲,王社斌,卫英慧,等.真空熔煉AZ91镁合金过程中Mg元素的蒸发行为[J].稀有金属材料与工程,2007,36(9):1601-1604.
ZHANG Jinling,WANG Shebin,WEI Yinghui,et al.The evaporation of Mg during vacuum smelting of AZ91 magnesium alloy[J].Rare Metal Materials and Engineering,2007,36(9):1601-1604.
[38]朱文志,党明珠,田健,等.激光能量密度对激光选区熔化Cu-Al-Ni-Ti合金相对密度、微观组织和力学性能的影响[J].机械工程学报,2020,56(15):53-64.
ZHU Wenzhi,DANG Mingzhu,TIAN Jian,et al.Effect of laser energy density on relative density,microstructure and mechanical properties of Cu-Al-Ni-Ti alloy fabricated by selective laser melting[J].Journal of Mechanical Engineering,2020,56(15):53-64.
[39]ZHANG W N,WANG L Z,FENG Z X,et al.Research progress on selective laser melting (SLM) of magnesium alloys:A review[J].Optik,2020,207:1-15.
[40]杨雄文,杨永强,刘洋,等.激光选区熔化成型典型几何特征尺寸精度研究[J].中国激光,2015,42(3):70-79.
YANG Xiongwen,YANG Yongqiang,LIU Yang,et al.Study on dimensional accuracy of typical geometric features manufactured by selective laser melting[J].Chinese Journal of Lasers,2015,42(3):70-79.
[41]马方正.AZ91D镁合金粉末选区激光熔化成型工艺的研究[D].石家庄:河北科技大学,2017.
MA Fangzheng.Selective Laser Melting Forming of AZ91D Magnesium Alloy Powder Process Research [D].Shijiazhuang:Hebei Univer-sity of Science and Technology,2017.
[42]ZHANG L,ZHANG S S,ZHU H H.Effect of scanning strategy on geometric accuracy of the circle structure fabricated by selective laser melting[J].Journal of Manufacturing Processes,2021,64:907-915.
[43]潘露,刘麒慧,王亮,等.线能量密度对选区激光熔化制备316L不锈钢缺陷的影响[J].应用激光,2019,39(1):17-23.
PAN Lu,LIU Qihui,WANG Liang,et al.Effect of line energy density on defects of 316L stainless steel prepared by selective laser melting[J].Applied Laser,2019,39(1):17-23.
[44]宗学文,高倩,周宏志,等.体激光能量密度对选区激光熔化316L不锈钢各向异性的影响[J].中国激光,2019,46(5):344-350.
ZONG Xuewen,GAO Qian,ZHOU Hongzhi,et al.Effects of bulk laser energy density on anisotropy of selective laser sintered 316L stainless steel[J].Chinese Journal of Lasers,2019,46(5):344-350.
[45]李勇,許鹤君,李凯,等.体能量密度对选区激光熔化成形Hastelloy X合金组织及性能的影响[J].机械工程材料,2020,44(5):38-43.
LI Yong,XU Hejun,LI Kai,et al.Effect of volumetric energy density on microstructure and properties of hastelloy X alloy manufactured by selective laser melting[J].Materials for Mechanical Engineering,2020,44(5):38-43.
[46]朱云天,杜开平,沈婕,等.激光能量密度对选区激光熔化(SLM)制品性能的影响及其机理研究[J].热喷涂技术,2017,9(2):35-41.
ZHU Yuntian,DU Kaiping,SHEN Jie,et al.The study of the inlfuences of laser energy density to the properties of SLM products and its mechanism[J].Thermal Spray Technology,2017,9(2):35-41.
[47]LIU S,GUO H J.Balling behavior of selective laser melting (SLM) magnesium alloy[J].Materials,2020,13(16):3632.
[48]唐超兰,温竟青,张伟祥,等.钛合金3D打印成形技术及缺陷[J].航空材料学报,2019,39(1):38-47.
TANG Chaolan,WEN Jingqing,ZHANG Weixiang,et al.3D printing technology fortitanium alloy and its defect[J].Journal of Aeronautical Materials,2019,39(1):38-47.
[49]刘畅,马行驰,马海彬.工艺参数对选区激光熔化成型316L不锈钢组织结构的影响[J].科学技术与工程,2020,20(8):3011-3016.
LIU Chang,MAXingchi,MA Haibin.Effect of technological parameters on microstructure of 316L stainless steel by selective laser melting[J].Science Technology and Engineering,2020,20(8):3011-3016.
[50]LI Y L,GU D D.Parametric analysis of thermal behavior during selective laser melting additive manufacturing of aluminum alloy powder[J].Materials & Design,2014,63:856-867.
[51]李保强,李忠华,白培康,等.选区激光熔化AlSi10Mg应力场数值模拟研究[J].应用激光,2019,39(2):211-216.
LI Baoqiang,LI Zhonghua,BAI Peikang,et al.Numerical simulation of stress field for AlSil0Mg fabricated by selective laser melting[J].Applied Laser,2019,39(2):211-216.
[52]SALEHI M,MALEKSAEEDI S,FARNOUSH H,et al.An investigation into interaction between magnesium powder and Ar gas:Implications for selective laser melting of magnesium[J].Powder Technology,2018,333:252-261.
3927500338299
猜你喜欢
粘接(2022年5期)2022-06-07
有色金属材料与工程(2021年5期)2021-10-25
新能源汽车报(2020年41期)2020-12-23
有色金属材料与工程(2019年2期)2019-07-25
卷宗(2019年4期)2019-03-18
科技经济市场(2014年10期)2014-11-27