
成型塑件无推杆印推出结构及注射模设计
2022-03-18 08:34钱志良
模具工业 2022年2期
0 引 言
随着电子产品的迅速发展,金属件逐渐被塑件代替,以实现产品的轻量化和低成本化。塑件是利用注射模在注塑机上将熔融的塑料注入型腔后冷却成型,其生产效率比金属件高,生产成本比金属件低
,利用该优势,将之前电子产品上使用的金属天线改为注射成型加LDS(激光直接成型)工艺生产的天线,使塑件天线具有金属天线件的特性
。传统的塑件脱模是利用推杆完成,由于推杆细长,熔融塑料在高压下注入型腔,推杆会在注射时发生轴向弹性变形,虽然变形量较小,但是会在成型塑件上留下凸台或凹坑
,由于该塑件在天线区域不能有凹凸印,为此在设计模具时,采用滑块成型塑件,推杆布置在滑块下方,开模后,推杆空运行一段距离后,再推动成型塑件脱模,此时塑件已经固化冷却,且推杆没有承受注射力,在塑件上不会留下凹凸印,使塑件质量符合LDS制程要求,最终生产符合设计要求的产品。
1 塑件工艺分析
塑件为某通信器材中的天线元件,也是功能件,注射成型后还要进行激光直接成型,也称LDS
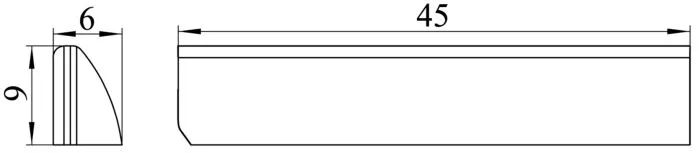
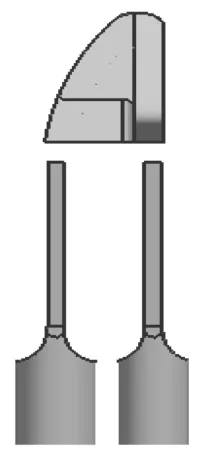
,使塑件升级为可导电的天线,为此塑件要有一定的强度、尺寸稳定性和LDS加工性等。塑件外观面的要求为抛光SPI B1,颜色为本色,外形尺寸约为45 mm×9 mm×6 mm,如图1所示。塑件材料为PC/ABS NX10302,此材料的注射工艺参数及性能如表1所示,这些参数是成型工艺和模具设计重要的技术依据,以确保成型塑件的质量和后续生产的稳定性。

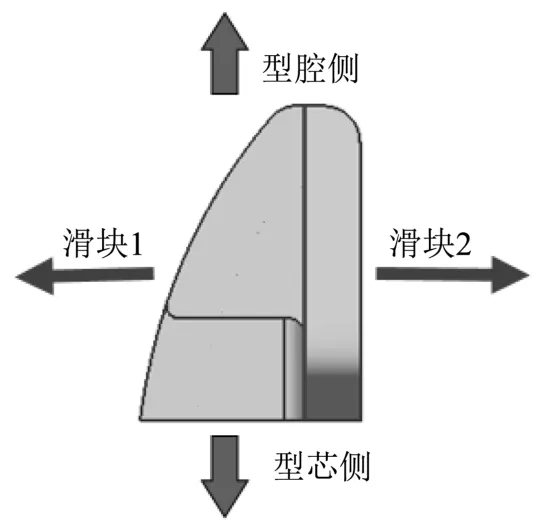
通过对模具进行分析,根据成型塑件无推杆印的要求,设计的开模方式如图2所示。塑件形状类似梯形,大部分可视区域均在型腔侧成型,型芯处的成型区域面积较少,这样会造成成型塑件粘型腔壁的风险,需避免该情况发生。成型塑件要求不能有推杆印,模具结构无法使用推板推出,为此必须设计推杆,但推杆不能直接作用在待成型塑件上。基于上述分析要求,在开模方案中增加2个哈夫滑块,一是可以减少塑件在型腔侧成型的面积,避免成型塑件粘型腔壁;二是型芯成型的特征设计在滑块上,便于推杆布置在滑块下方,推杆不直接接触塑件,不会留下推杆印。
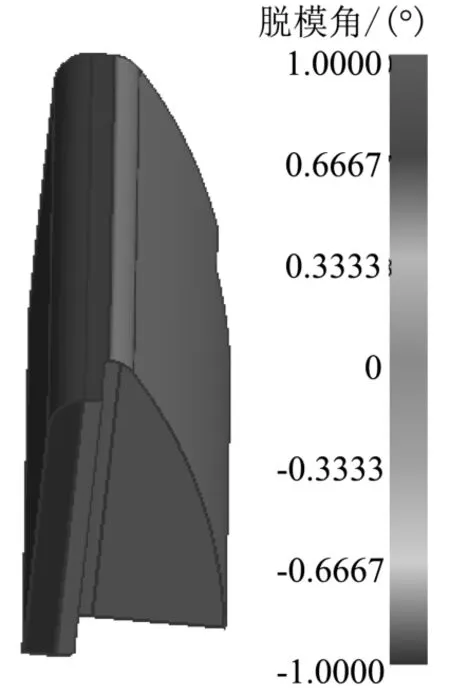
为了使成型塑件满足开模要求,塑件设计时在滑块方向增加了脱模角,避免塑件脱模时拉伤,如图3所示,左边深色部分为滑块1方向的脱模角,右边浅色部分为滑块2向脱模角,角度都为1°,同时塑件这些面为抛光SPI B1,更有利于滑块成型和脱模。
2 模具零件材料及推出系统
2.1 模具零件材料
模具零件材料的合理选择决定了模具的使用寿命和成型塑件的质量
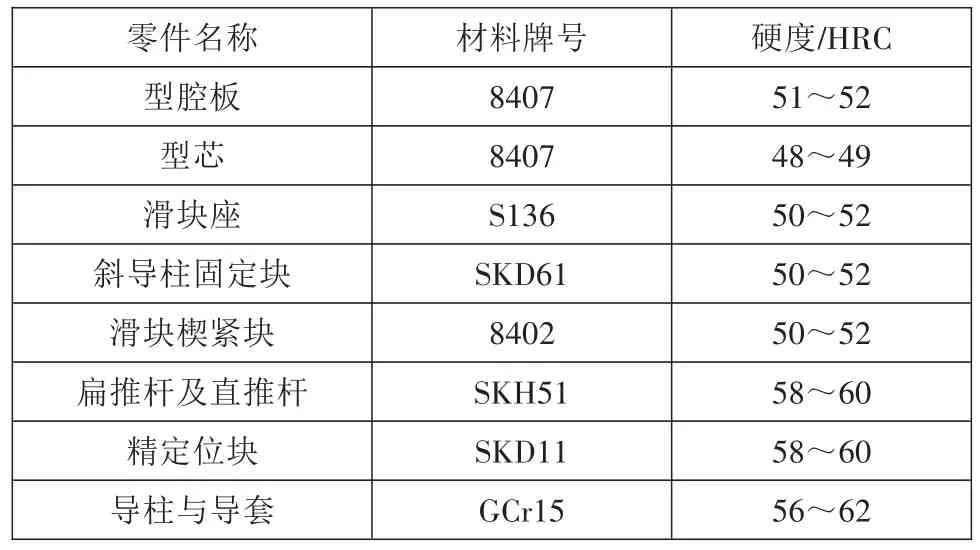
。塑件成型后还要进行LDS处理,注射要求较高,塑件可视面在滑块上成型,模具每个型腔有2个哈夫滑块,滑块的钢材要选择抛光性好且防腐蚀性能优的S136不锈钢,模具零件材料如表2所示。
传播中华文化、提升国家文化软实力是当前文学“走出去”背后的诉求。在弘扬民族文化的迫切需求下,需清醒地认识到作为文化传播途径的文学译介必须是一个循序渐进的过程。《青衣》英译本在西方读者群体中获得的广泛认同,无疑为文学译介和文化传播带来了启示。
2.2 推出系统设计
(2)动模部分。滑块座23安装在型芯21上,并与型芯21配合成型塑件,扁推杆19固定在推板12上,并与型芯21配合导向推杆的推出和复位,扁推杆19与成型塑件没有直接接触,空隔一段距离并在滑块下方,空隔距离为8.0 mm,以保证成型塑件上不会留下推杆印,同时又能使用推杆推出。直推杆18固定在推杆固定板10上,并与型芯21间隙配合,直推杆18的作用是防止模具没有打开时推板12运动带动扁推杆19撞伤滑块。
3 模具结构及工作过程
(1)定模部分。上隔热板1固定在定模座板2上,阻隔模具与注塑机面板直接接触而避免热量损失,能使模温保持正常设定温度。热流道组件30安装在热流道板3中,热流道是注射单元的延伸
,保证塑料熔体从主浇口延伸到流道直至型腔中,提高材料利用率和成型效率
,型腔板镶件4用来安装热流道喷嘴并固定在定模座板2中,并与滑块座23配合滑动定位,斜导柱26安装在斜导柱固定块27中,使其驱动滑块座23开合动作,螺钉28是连接和紧固定模部分的主要零件。
2016年,在德鲁巴展会上,长荣股份首次进入1号馆,展出高档包装印后产品,此次亮相不仅大大提高了长荣股份的国际知名度,也直接促成其产品国际市场销售量的显著提升。
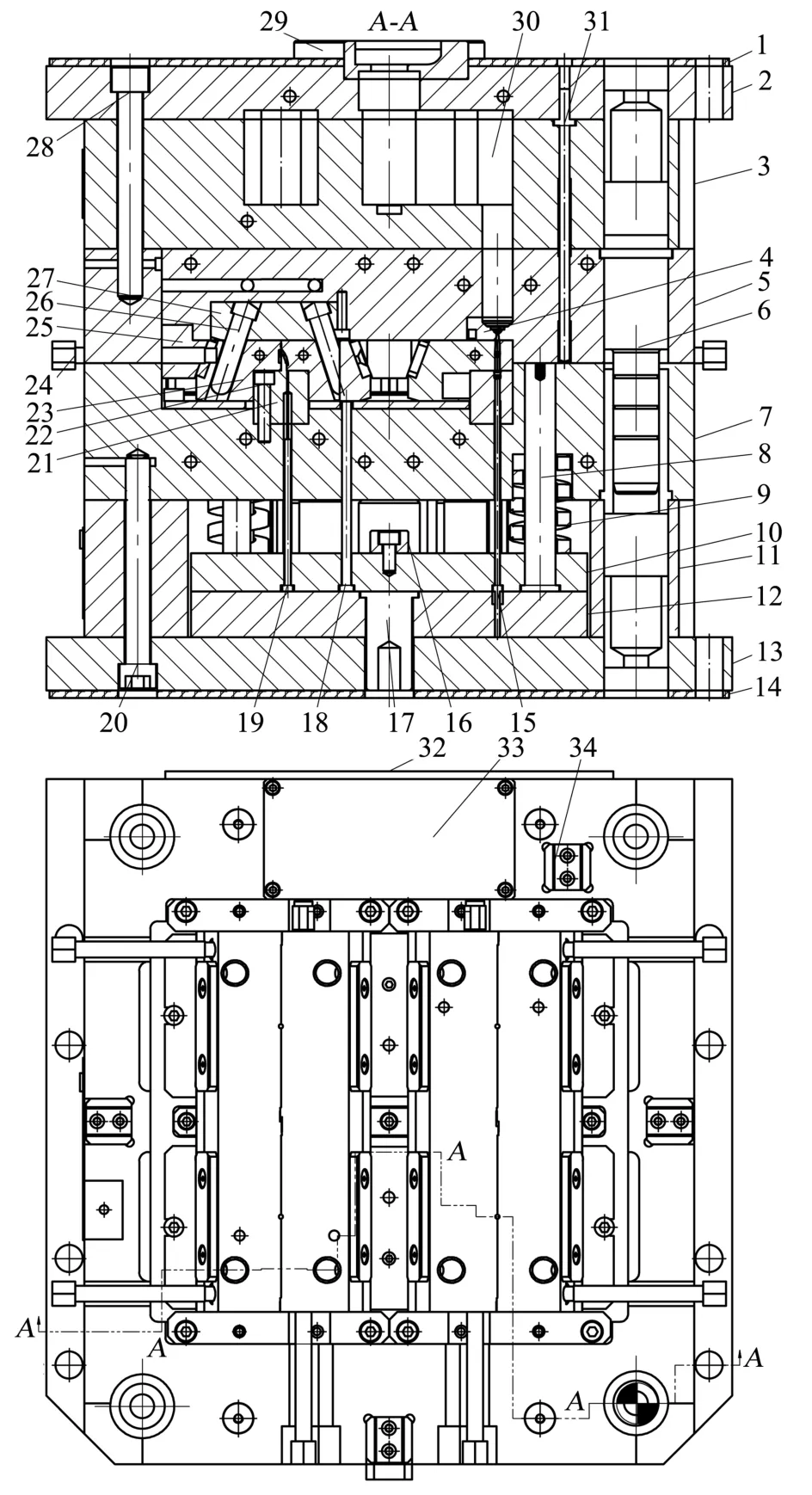
模具结构如图5所示。
推出系统的设计是该模具的重点,为了避免在成型塑件上产生推杆印,在成型区不能布置推杆,要求推杆不能直接与待成型塑件接触,需保持一段距离
,为此采用滑块结构补充型腔板与推杆间的距离,推杆布置在滑块下方,待注射成型后,滑块打开,留出推出空间同时减少了塑件与模具零件的抱紧力,这时推杆空运行一段后,推杆接触塑件底面将其推出,图4所示为推出方式示意图。
本研究采用NDBI、监督分类和非监督分类3种方法进行建成区提取,将提取出的建成区信息结合实地采样数据进行对比研究,选取分类最好、精度最高的方法作为本研究建成区提取方法.由于遥感影像存在同物异谱、异物同谱和混合像元等现象,基于光谱值统计的分类方法都难以避免错分、误分[13],因此需要对分类结果结合实地考察进行人工目视解译.目视解译结果表明,监督分类下的最大似然法分类精度最高,与实际地物的符合程度最为贴切.
模具工作过程:注塑机注射保压冷却后,模具开模,动模部分整体向后移动,模具主分型面打开,成型塑件留在型芯而脱离型腔,当型芯运动一小段距离时,斜导柱26与滑块座23触碰,在斜导柱26带动下滑块座23向远离塑件的方向进行抽芯,抽芯完成后,滑块座23停在限位位置,动模部分继续向后移动并最终停止在设定位置,完成开模动作。成型塑件的推出由顶杆17推动推杆固定板10,当固定在推杆固定板10上的扁推杆19运动8.0 mm后接触塑件继续推出,直到推杆固定板10上的限位块16碰到型芯固定板7的底面时,推出动作完成,塑件被机械手取出后模具合模,进入下一个塑件的成型。
4 结束语
模具采用滑块结构,使推杆不直接与成型塑件接触,不会在成型塑件上留下推杆印,满足设计要求。模具调试和后续生产中,模具零件动作平稳可靠,塑件上没有推杆印,脱模顺利,成型塑件的尺寸精度和性能满足要求,达到批量生产的效果。
[1]刘朝福.注塑成型疑难问题及解答[M].北京:化学工业出版社,2018:1-19.
[2]钱志良.薄壁LDS天线件注射模具设计[J].模具技术,2019(3):30-34.
[3]塑料模具技术手册编委会.塑料模具技术手册[M].北京:机械工业出版社,1997:111-131.
[4]刘朝福.注塑成型实用手册[M].北京:化学工业出版社,2013:193-212.
[5]李忠文,蒋文艺,陈延轩,等.精密注塑工艺和产品缺陷解决方案[M].北京:化学工业出版社,2018:2-11.
[6]布鲁纳,那 什.先进注塑模具图解[M].王道远,译.北京:化学工业出版社,2019:41-48.
[7]钱志良.下盖阀针直接进胶精密注塑模结构[J].模具技术,2020(5):22-27.
猜你喜欢
汽车实用技术(2022年5期)2022-04-02
科学与财富(2021年33期)2021-05-10
智富时代(2018年12期)2018-01-12
智富时代(2018年12期)2018-01-12
求学·理科版(2017年10期)2017-12-19
小资CHIC!ELEGANCE(2017年30期)2017-11-11
婚姻与家庭·性情读本(2017年1期)2017-02-16
科技创新导报(2016年4期)2016-11-19
演艺科技(2016年9期)2016-05-14
中国摄影(2014年8期)2014-11-07
