
新型外卖包装餐盒及其在线成型工艺设计
2022-03-23 14:08王天佑粱怡良张新昌
包装与食品机械 2022年1期
王 涛 ,钱 静 ,2,王天佑 ,粱怡良 ,张新昌 ,2,
(1.江南大学,江苏无锡 214122;2.江苏省食品先进制造装备技术重点实验室,江苏无锡 214122;3.泰乐包装科技(无锡)有限公司,江苏无锡 214122)
0 引言
目前,市场上常见的的外卖包装材料有塑料、纸、铝箔,多数外卖包装的封合方式为盒-盖扣合的结构,且均为人工操作。传统的以塑料为主的外卖餐盒造成的环境污染愈发严重。随着国家限塑令的推行,减少或取代塑料外卖包装已成必然趋势。
1 市售外卖包装及其包装过程分析
1.1 市售外卖包装及包装过程
现有的外卖包装多为扣盖式塑料餐盒、扣盖式纸盒或嵌入式纸盒,商家从餐盒生产厂家购入餐盒,放置于外卖生产厨房内,装入食品后,手工完成餐盒的封盖。然而,从紧密堆码的餐盒中手工取出单独一个较为不易,在饭点时间通常需要多名人员进行取盒和封盖的动作,制约了生产效益。
1.2 现有产品及工艺存在的问题
我国外卖包装在形式上不断地发展与突破,但一直以来的痛点仍然没有被解决。首先,外卖包装在规格、形状方面未实现标准化,消费者在使用过程中常会出现一单外卖有多种样式的包装,增加了包装垃圾的处理难度;且不同规格的外卖包装导致配送箱的空间利用率较低,增加了配送成本。其次,外卖包装的研究重点一直在包装材料上,对于包装结构密封性考虑较少。对于多油多汤类的菜品,如果在运输过程中发生颠簸侧翻,易发生油、汤的撒漏。第三,外卖包装一直存在着技术标准空白的问题。由于菜品打包过程均在商家处完成,外卖包装的材料由商家决定,一些商家在利益的驱动下会使用劣质材料,为食品带来一定的安全隐患。第四,外卖食品在厨房的装盒和封装过程均由手工完成,易造成食品污染并增加人工成本,制约生产效益。第五,传统外卖包装结构一般不具备防窃启和显窃启的功能,一定程度上影响消费安全和消费心理。
2 包装盒的结构设计
2.1 设计要求
外卖食品种类较多,部分含油、汤,不宜挤压,且多为熟食,本身温度较高,另外多由电动自行车及单车配送,配送过程中颠簸较严重,易发生汤汁撒漏。因此,本文提出的外卖包装设计要求包括:(1)安全卫生,包装材料在较高温度下对人体无害;考虑出锅时食品的温度一般不高于150 ℃,所以包装材料要在150 ℃下不产生有害物质;(2)保护功能,配送车辆在经过连续减速带时,外卖餐盒无明显形状变化且无汤汁撒漏;(3)可堆码,考虑到外卖配送箱的高度和餐盒高度,堆码层数应不少于7层;(4)使用环保材料,包装废弃物在自然环境下易降解;(5)结构简单,方便实现自动化生产,综合考量高峰期出餐速度和厨师装盒速度,自动化外卖餐盒最大生产率应不小于20个/min;(6)因为外卖食品的种类多样,涉及中式、西式等多种食物,故需设计大、中、小3种容量的外卖餐盒,综合考虑现有经验和调研数据,设置外卖餐盒的容量分别为1 200,700,400 mL。
2.2 包装材料的确定
包装材料选择的原则是满足科学性、可靠性、美观性和经济性。目前外卖包装的材料主要有塑料、纸、铝箔等,表1对比了几种包装材料的性能。

表1 不同材料餐盒性能对比Tab.1 Performance comparison of different material lunch boxes
可以看出,塑料餐盒拥有低成本高质量的特点,也因此成为市场的主流,但因为塑料难降解、燃烧会产生有害物质,导致每年约200万吨塑料外卖垃圾的处理十分困难[1]。铝箔餐盒因为优良的导热性和阻隔性,广泛用于烧烤、花甲等外卖,但铝箔的挺度差、易变形、隔热性欠佳,且在盛装酸性食物时可能会生成有害物质。纸质餐盒具有化学性质稳定、印刷展示性优良、废弃物易处理的特点,美团和饿了么2大外卖平台就曾在多地试点推行纸质外卖餐盒。
本产品的设计思路要求包装盒盒体密封不撒漏,因此,需考虑热封工艺对材料的要求。综合对比不同的外卖包装材料的性能及考虑热封情况,选择纸/PE复合材料。
2.3 餐盒的结构设计
市面上多数的纸质外卖包装结构展开如图1所示,需要粘合的区域较多,且底部角隅处难以完全密闭,盛装带有汤汁的食物时易发生渗漏,影响外卖餐盒的美观度和使用体验。
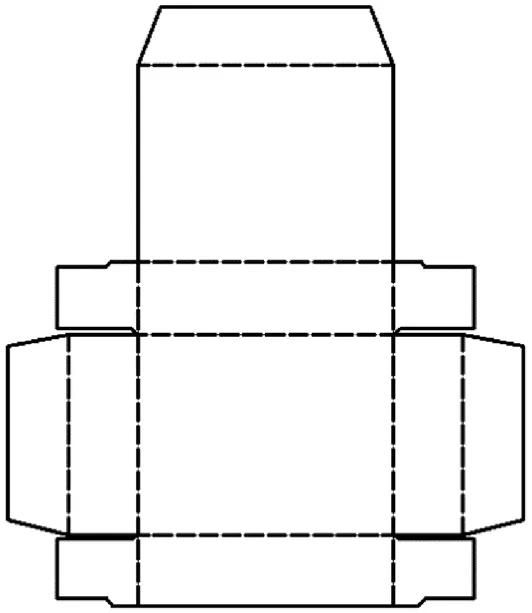
图1 市售常见纸质外卖包装结构展开图Fig.1 Expanded view of common paper takeaway packaging structure on the market
为增加外卖餐盒的密封性,设计一种新型的外卖包装结构,如图2所示。餐盒为一体成型式盘式结构折叠纸盒,盒身和盒盖由一张纸板组成。以盒底为基准面,四周体板沿各折痕线旋转80°折叠成如图所示盒型。折叠成型后整体造型从端板方向看呈梯形,便于消费者使用后的堆码。底部采用平分角设计,最大限度地保证餐盒底部角隅处的密封性,防止汤汁的渗出,并为餐盒提供较好的支撑,方便消费者的使用。为了更好的密封性和快速性,封口处采用热封的方式,而盒身高于盒盖的突出部分折叠后便于热封机的工作。在线成型外卖餐盒的平面示意如图3所示,其中实线部分为切割线,虚线部分为内折线,点划线部分为外折线。盒盖上方设有撕裂线和纸质拉环,便于用户打开。阴影区域为盒盖与盒身热封封合的区域,可通过对应形状大小的热封滚轮或热封块实现开口部分的热封[2]。
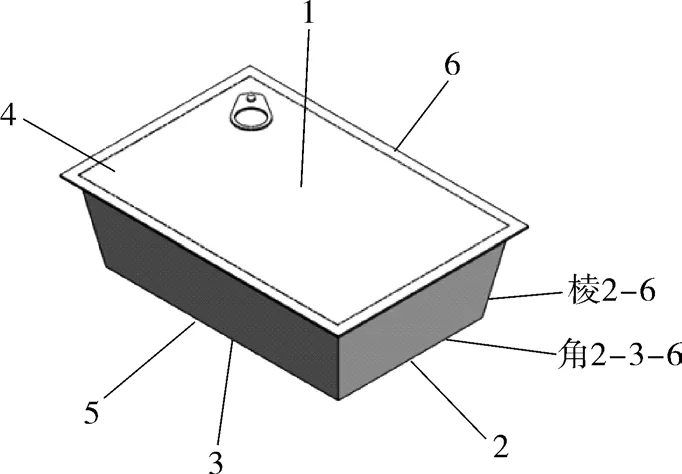
图2 新型外卖包装三维设计图Fig.2 Three-dimensional design drawing of a new type of takeaway packaging

图3 新型外卖包装展开图Fig.3 Expanded view of the new type takeaway packaging
2.4 餐盒的尺寸设计
为实现快餐包装的标准化,其规格容量应满足大部分菜品的包装需求。根据选定的400 mL、700 mL和1 200 mL的外卖包装盒,以700 mL中型外卖盒为例,简单介绍外卖盒的尺寸及尺寸选择依据。查阅目前市场上常见的快餐包装尺寸,将盒底长度外尺寸AB0设置为152 mm,根据造型艺术中矩形的黄金分割率,使盒底宽度外尺寸AC0等于0.618倍的AB0长度,即约等于94 mm;考虑到餐盒的容量、人手持的舒适度、造型整体的美观度以及盒子成型过程中的可操作空间,将侧板边长AA3设置为50 mm。
已知 AB0=152 mm,AC0=94 mm,AA3=50 mm,旋转角为80°,因此餐盒的长、宽:
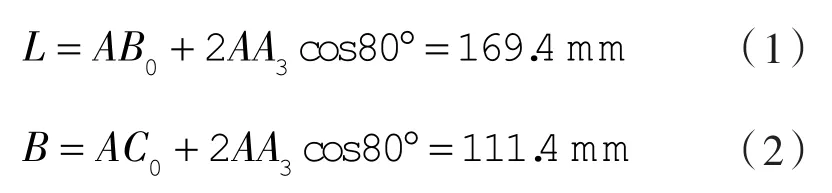
已知折叠纸盒计算公式中“U”型结构的制造尺寸公式:

复“U”型结构的制造尺寸公式:

“L”型结构制造尺寸公式:

“S”Ⅱ型结构制造尺寸公式:

式中,X0为折叠纸盒外尺寸;t为纸板计算厚度,此处取t=0.4 mm;n1为由外向内的纸板层数;k为折叠纸盒内尺寸修正系数。由于设计纸盒在成型时对环境以及工艺控制要求较高,尺寸精确度高,因此取折叠纸盒内尺寸修正系数k=0[3]。
盒板编号如图3所示,图4为纸盒折叠成型简图,分别为LH截面与BH截面。

图4 纸盒折叠成型简图Fig.4 Schematic diagram of carton folding forming
在LH截面上,盒板2为“U”型结构,根据式(3)可得:

盒板6为复“U”型结构,根据式(4)可得:

盒板1,3为“L”型结构,根据式(5)可得:

在BH截面上,盒板2为“U”型结构,根据式(3)可得:

盒板6为“S”Ⅱ型结构,根据式(6)可得:

盒板6的3边热封襟片均为“L”型结构,根据式(5)可得:

由上述计算可得出在线成型外卖餐盒结构制造尺寸,如图3所示。
3 成型设计
3.1 成型过程
盘式包装盒的成型过程是由1页纸板沿固定折线折叠而成,本文所选外卖餐盒以盒底为中心,盒体由相邻两体板(边板和侧板)分别以底板的交线为轴旋转80°而成。包装工艺过程:卷筒纸经杀菌后由传送装置输送至模切压痕工位制作盒坯,在线折叠成型后利用热封器进行两侧边封口;然后供送至充填工位,充填机构将当场制作好的食品充填进纸盒中;最后利用推板将盒盖盖上,并与热封机构配合完成餐盒的热密封,如图5所示。
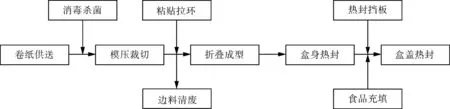
图5 在线成型外卖餐盒成型工艺路线图Fig.5 PFD of online forming takeaway meal box forming
3.2 新型外卖餐盒成型工艺方案设计
根据图5所示工艺路线,进行自动包装成型机的总体布局,如图6所示。整机的具体工作过程:纸张从卷筒中拉出,由导向辊输送至杀菌仓内进行无菌处理,杀菌完成后经张紧辊对纸张进行张紧,保持纸张的平整,后由输送辊输送,经过压力对辊进行限位压平处理后,到达模压裁切工位[4],此时切断装置将长纸张切成片状,由定位系统确定调整好纸张位置后,气缸提供动力,将带有轮廓型裁切刀和内折压痕线的压痕刀的上模压裁切板,与下压痕板进行压合,完成盒坯的制作,裁切剩余的边角料被清废装置收走[5]。接着,纸盒坯被传送带输送至折叠成型工位,经定位调整系统确定好位置后,方型压板将盒坯压紧在承载台上,完成外卖餐盒盒身的热封成型,之后由传送带将餐盒送至食品充填工位,热封挡板下降挡住外卖餐盒的热封区,避免充填食物时残渣和油渍落在热封区,影响后续热封效果。厨师直接将外卖食物充填入外卖盒中,之后热封挡板上升继续由传送带将餐盒送至热封工位,餐盒到达热封工位时,吸板底部与盒盖平齐,吸板上的吸孔将盒盖以及热封边吸住,侧板及端板上的热封边与盒盖上的热封边叠合在吸板四周,吸板作为承压板,4个方向的热封板向吸板上的热封边进行热压,至此整个餐盒的包装完毕,输出成品。
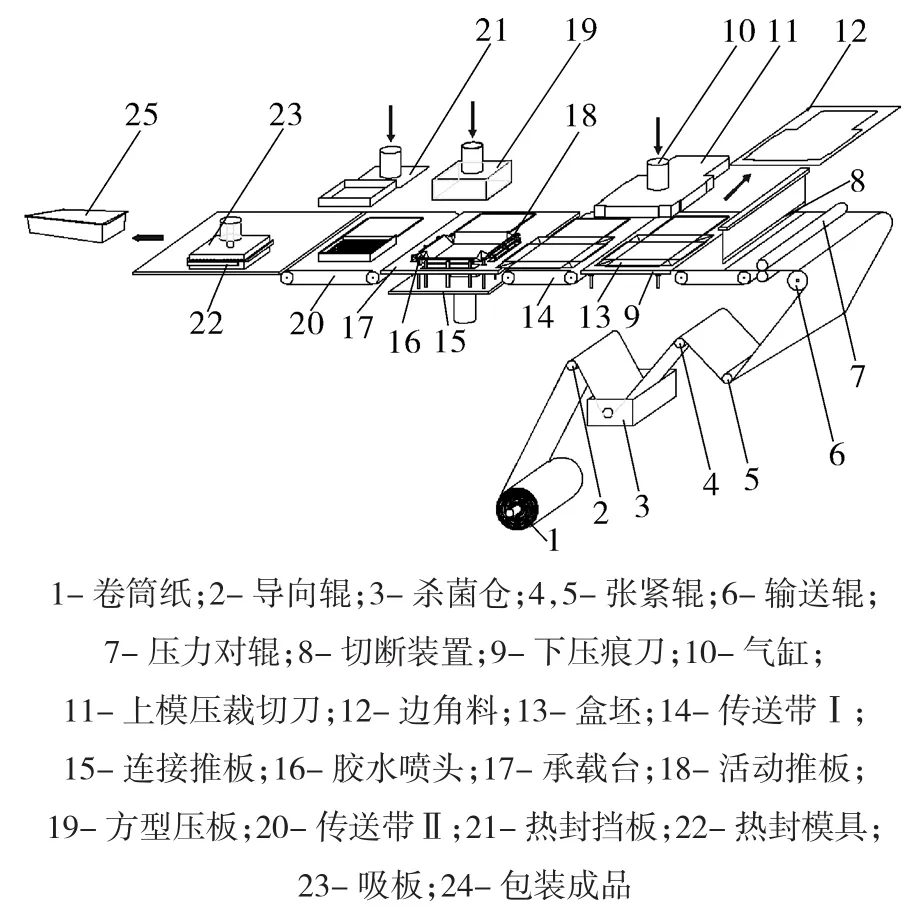
图6 纸质外卖餐盒自动包装成型机总体布局Fig.6 The overall layout of the automatic packaging forming machine for paper takeaway lunch boxes
3.3 新型外卖包装机适用场景
新型外卖包装机适用于外卖量大、厨房有一定空余空间可以放置设备的外卖商家。另外,对于厨房中有多个厨师的情况,由于外卖食物充填的工位只有一个,必然会有厨师在充填食物时需要走动,影响生产效率,本设备也不适用。
4 性能测试与评价
针对已完成设计的新型外卖餐盒,需对其进行动、静态运输工况中的防护可行性进行测试[6]。为了模拟实际过程中外卖餐盒在配送箱中堆码情况,以及运输过程中的颠簸和外卖的意外跌落情况,对餐盒包装结构样品进行抗压试验和跌落试验[7]。
4.1 性能试验
试样被压溃瞬间的最大压力,被称为该试样的抗压强度。由于餐盒包装整体尺寸较小,常规压力试验机不易检测,故改用万能材料试验机对餐盒进行施压,生成载荷-变形曲线,并记录其峰值载荷。以美团外卖配送箱为例,其外尺寸一般为500 mm×370 mm×370 mm[8]。本设计的餐盒包装高度大约为55 mm,配送过程中餐盒堆码层数最高7层。1份普通菜品的重量一般不超过0.5 kg,故要求能承受约35 N的抗压载荷。按GB/T 4857.18《包装 运输包装件 编制性能试验大纲的定量数据》的相关规定,采用公路运输方式且重量小于10 kg的包装件,跌落高度选择800 mm。
根据图3绘制样品模板图,选用厚度为0.4 mm、定量为300 g/m2的白卡纸,使用纸箱纸盒电脑打样机进行外卖餐盒的打样,在内部装入0.5 kg沙子并封口。按GB/T 4857.4—2008《包装 运输包装件基本试验 第4部分:采用压力试验机进行的抗压和堆码试验方法》,采用万能材料试验机进行抗压强度测试,上压板以12 mm/min的速度匀速下行对样品施压,记录样品在试验过程中的状态变化,直至样品被击溃。共试验3次,样品的载荷-变形曲线如图7所示。
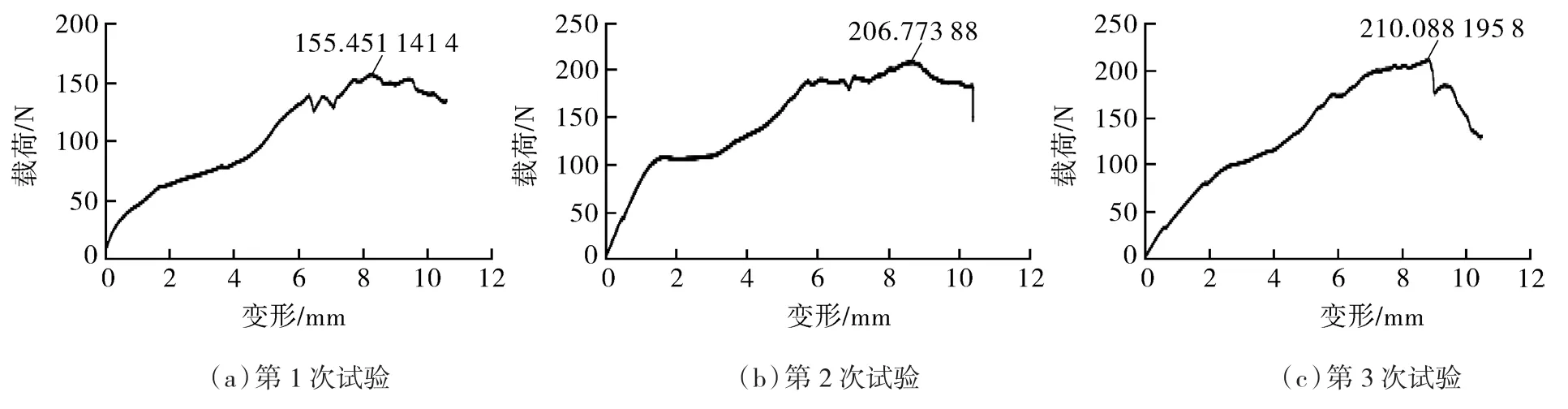
图7 新型外卖餐盒的静态抗压试验载荷-变形曲线图Fig.7 The static compression test load-deformation curve of the new type of takeaway meal box
试验结果表明,在35 N载荷的强度下,新型外卖餐盒外观基本无变形,且平均最大抗压载荷为208.4 N,远高于试验要求的35 N。
按照GB/T 4857.5—92《包装 运输包装件 跌落试验方法》,利用跌落试验机(SY40-315型),按照一角三棱六面的顺序对样品进行跌落试验[9],试验结果如表 2 所示。
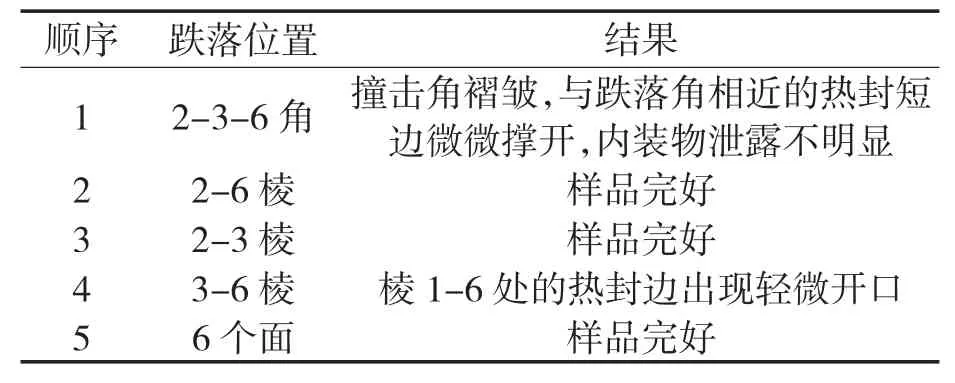
表2 各工位跌落测试结果Tab.2 Drop test results of each station
跌落试验结果表明,样品在跌落过程中表现一般,热封边易出现破损,需改善热封工艺,加强热封强度。但相较于传统外卖餐盒,在配送过程就会撒漏,新型外卖餐盒已有明细改善。
4.2 与传统餐盒的对比
新型外卖餐盒采用一纸成型的带撕裂口的摇盖式盘式折叠纸盒结构和自动化成型加工工艺,纸质的包装材料相对于塑料材料更加环保,使用热封的封口方式,在提高生产效率的同时使外卖产品不易撒漏。此外,相较于传统餐盒在配送过程中依靠外卖配送员的道德水准来保持外卖产品的干净卫生,热封的封口方式可以从结构上实现外卖产品配送过程的安全性。自动化在线加工的生产方式可以通过加工模具的标准化来实现外卖包装的标准化。综上所述,新型外卖餐盒在多种性能上优于传统餐盒,具有广阔的应用前景。新型外卖餐盒及其工艺与传统餐盒的对比见表3。

表3 新型外卖餐盒及其工艺与传统餐盒的对比Tab.3 Comparison of new type takeaway lunch boxes and their craftsmanship with traditional lunch boxes
5 结语
针对普通外卖盒易撒漏、卫生性差、不环保的缺点,提出一种厨房在线成型的纸质外卖餐盒,采用一纸成型的带撕裂口的摇盖式盘式折叠纸盒结构,并使用热封口形成全封闭结构,保证外卖餐盒在生产过程中的卫生性和配送过程中的密封性;并据此,提出一种可行的工艺路线,为进一步实现该外卖餐盒的在线成型及开发相关设备提供理论依据。外卖设备对于商家厨房的面积有一定需求,还存在局限性,需进一步深入探讨。
猜你喜欢
数字技术与应用(2022年3期)2022-04-14
动漫界·幼教365(大班)(2021年1期)2021-04-06
动漫界·幼教365(大班)(2020年11期)2020-12-22
汽车实用技术(2020年15期)2020-10-20
意林(2020年10期)2020-06-01
今日财富(2019年30期)2019-11-16
大作文(2015年10期)2015-11-30
小天使·五年级语数英综合(2015年11期)2015-11-06
课外语文·中(2015年12期)2015-09-10
企业导报(2015年6期)2015-04-27
