
精密冷弯技术在钣金自动化生产中的应用
2022-03-24 13:22赵宗武南庆季刘绪哲
锻压装备与制造技术 2022年1期
赵宗武,南庆季,刘绪哲
(1.山东省五金研究所,山东 济南 250002;2.济南普玛金属科技有限公司,山东 济南 250022;3.济南绿园供热有限公司,山东 济南 250022)
1 精密冷弯技术
自改革开放以来,随着建筑、家电行业的飞速发展,薄板金属零件,如龙骨、装饰扣板,冰箱、冰柜壳体等的产量剧增,其传统的钣金加工(冲、剪、折)生产工艺,无论从技术上还是产能上,均已远远不能满足要求。与此同时,冷弯工艺的应用范围则越来越普及。
冷弯即辊式成形,其特点就是渐进连续成形,所以对原材料硬化敏感性小,可以实现折弯无法生产的复杂截面,截面一致性好;工艺设计很容易按各道次平均受力原则,滚轮平均受力,磨损均衡,所以冷弯成形设备也具有更长的使用寿命。而且其连续成形特点可使制件长度不受局限,而且长度精度可控,生产效率大大提高。
2 冷弯工艺与冲压技术集成
冲压技术包括在金属板材上实现冲孔、压印、弯曲、翻边、拉深等加工工艺,实践证明这些都可以利用自动化把它们集成到生产线中。
众所周知,早期传统的冷弯机组一般是将卷材/定尺板料直接进入冷弯成形机,制成各种截面形状,然后定尺锯切;宽幅板大多是定尺板料进入成形机。如需在型材上加工孔或复合其他工艺,一般均是线下进行。因而不仅生产效率低,工艺上局限性大,而且增加了设备占地面积,并不可避免地产生材料浪费、物流成本增加。
光、电、液控制技术的发展使精密冷弯件自动化生产变得简单。可以把冲孔、折弯、精密切断、长度方向的弯曲、焊接、铆接等加工技术复合到冷弯生产线上,一次完成各种复杂形状的型材。
3 精密冷弯技术应用实例
3.1 门板类件
这类型材主要是指薄板型材,如电柜壳体、家电柜体(冰箱、冰柜外壳)、防盗/防火门板、组合钢制家具、货架板(隔板、背板)等各种结构用面板。特点是板薄,厚度一般小于0.5mm~2mm,边部形状复杂。端部带有切角、安装孔等。
对于门(面)板、柜体等零件,甚至包括货架搁板、冷库板等较简单形状的型材,均需预切角、冲孔、切断,端部成形。生产线嵌入全自动控制技术,使得冲、冷弯、自动折边工艺完全一体化生产,是传统钣金加工最常见的零件。
3.1.1 柜体面板
柜体面板类零件示意图及实物照片如图1 所示。其冲裁、冷弯、折弯自动生产线示意图如图2 所示。

图1 部分面板类零件

图2 冲裁、冷弯、折弯自动生产线示意图
3.1.2 货架隔板与背板
隔板一次冲裁、冷弯、端部成形,轻型镀锌隔板可不焊接承力筋。如图3 所示。
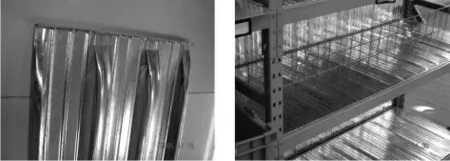
图3 隔板类钣金件图
背板连续成型,端部卡口在线冲裁、在线切断折弯,一致性好,节省材料,安装极为方便。如图4 所示。

图4 背板工艺流程图
3.2 导轨类
主要是抽屉轨,近年来高强度汽车座椅导轨应用辊压技术越来越多。如图5 所示。
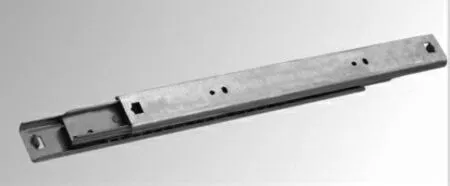
图5 导轨类件
3.3 超长型材
新型收尘板如ZT24 阳极板既是超长零件,也有不锈钢等特殊材质,长度达16m,直线度要求高。如图6 所示。

图6 超长型材示意图
正在急剧增长的地铁不锈钢型材也是其中一类,长度达近20m,品种有十几个规格。
3.4 高强度、特殊材料的带孔型材制件
像保险杠、防撞梁等,材料强度高,型面复杂,有的还要成形为弧形。包括立柱型材、建筑型钢材料强度也高达550~700MPa。这类产品一般均带有有规律的各种孔,孔位精度要求较高,工件上孔数多,有的还需要在线焊接。如图7 所示。

图7 高强度钣金件
强度高达1400MPa 的汽车保险杠冷弯成形后需要在线弯圆工艺,集成一次冲孔,生产线可配合数控技术,有效控制弯曲后孔位精度,已在生产中大量推广使用。防撞梁在线激光焊接工艺在国内也已成熟应用。
电暖气壳体型材,是为美国某公司设计的一条高效冷弯生产线,材质为彩涂板。一次完成冲孔、翻边、压凹,无需焊接;产量高,无覆膜生产,不划伤表面,可一次连续冲压/冷弯成形。如图8 所示。

图8 彩涂板一次成形钣金件
近年来,冷弯技术在防火门窗、光伏发电、汽车轻量化领域大量推广应用,包括过去传统钣金加工的钢制家具、商用厨具;小型配电柜、消防箱、仓储物流等行业发挥着越来越大的作用。不仅仅是生产效率的提高,而且对于高强度、表面覆涂材料,相对于传统的冲、折工艺,冷弯成形自动化生产线有着不可比拟的优势。
4 精密冷弯与钣金加工的发展
(1)冲切是钣金加工必不可少的环节,也是安全隐患处和重要的成本控制点。使其自动化、柔性化非常必要。
(2)冷弯成形机主要是使用独立牌坊结构的冷弯成形机,刚性好,工艺适应范围大。
(3)在线焊接多采用激光焊接工艺,变形小,焊接性能好。
(4)弯圆、打印等功能则要根据情况复合进入生产线。
(5)剪、折工艺和自动化控制技术的应用极大地带动了精密冷弯技术推广。计算机控制及数控技术的发展,使钣金生产能够完成从设计到现场产品管理无缝对接。实现了自动编程功能,操作者在现场只需给出零件号、加工数量,控制系统即可给生产线发出指令,自动调整各工位运行程序,达到不停机、无废料生产,更换品种柔性化,可适应多种规格、小批量的实际需求。
猜你喜欢
建材发展导向(2022年18期)2022-09-22
钣金与制作(2022年7期)2022-07-21
中国应急管理科学(2022年1期)2022-04-18
航天制造技术(2022年1期)2022-03-07
青年生活(2019年18期)2019-10-21
中国建筑金属结构(2019年4期)2019-05-15
中国建筑金属结构(2019年4期)2019-05-15
科学与财富(2016年34期)2017-03-23
数字技术与应用(2016年11期)2017-02-09
