激光增材制造TC4/GH4169梯度结构微观组织分析
2022-03-31 05:46宋晨晨蔡昱陈朱禹昊马广义刘士博吴东江
表面技术 2022年3期
宋晨晨,蔡昱陈,朱禹昊,马广义,刘士博,吴东江
激光增材制造TC4/GH4169梯度结构微观组织分析
宋晨晨1,蔡昱陈1,朱禹昊1,马广义1,刘士博2,吴东江1
(1.大连理工大学 精密与特种加工教育部重点实验室,辽宁 大连 116024;2.Singapore Institute of Manufacturing Technology, Nanyang Drive 637662, Singapore)
提高TC4/GH4169梯度过渡界面的元素分布均匀性,削弱界面效应,制备二维TC4/GH4169梯度结构。利用激光增材制造技术,采用TC4-90%TC4+10%GH4169-GH4169的梯度过渡方式制备TC4/GH4169一维梯度材料,并在一维梯度的基础上设计二维梯度结构,制备TC4/GH4169二维梯度材料。利用场发射扫描电子显微镜对TC4/GH4169一维和二维梯度材料内的析出相以及各梯度过渡界面的组织形态进行分析,利用能谱仪对各梯度过渡界面处的元素分布进行分析。一维梯度90%TC4+ 10%GH4169-GH4169界面相比于TC4-90%TC4+10%GH4169界面材料相互渗透程度更高。由于TC4内Ni元素的加入,在90%TC4+10%GH4169内生成了较多的呈交联网状分布的Ti2Ni析出相。二维梯度样件在水平方向的界面波动程度以及材料相互渗透程度相比于沉积方向更高,其中二维梯度水平方向TC4-90%TC4+10%GH4169界面两侧元素充分扩散,相比于一维梯度TC4-90%TC4+10%GH4169界面处的元素分布均匀性显著提高。通过合适的梯度过渡方式以及二维梯度结构设计有效提高了梯度材料过渡界面的元素分布均匀性,显著削弱了界面效应,对梯度材料的制备具有指导意义。
钛合金;高温合金;梯度材料;激光增材制造;微观组织
功能梯度材料(Functionally Gradient Materials,FGM)是指内部组分的均匀或者非均匀变化,使材料的微观组织、性能等要素相应改变的一种功能性复合材料。功能梯度材料能够满足航空航天极端苛刻环境下的使役需求,具有广阔的应用前景[1]。TC4密度低,比强度高,但其高温性能差,可靠工作温度为500 ℃以下[2-6]。GH4169合金高温强度优异、韧性良好,但密度大,比强度低[7-10]。TC4/GH4169梯度材料能够结合2种材料的优势,充分满足航空航天关键零部件耐高温-轻量化的使役要求。
Carroll等人[11]采用激光直接能量沉积制备了SS304/Inconel625功能梯度材料,结合实验及热力学模型,发现梯度区产生的二次相是导致材料开裂的主要原因。Li等人[12]采用激光金属沉积制备Ti6Al4V与SS316梯度材料,梯度层产生开裂的主要原因是由于产生了2种脆性和硬度不同的金属间相(Fe2Ti和FeTi),设计了新的过渡路径(Ti6Al4V→V→Cr→Fe→SS316),减少了金属间相的产生。黄卫东等人[13]采用快速激光成形技术制备TC4/Rene88DT功能梯度材料,材料沿着梯度方向发生了α+β→α+β+Ti2Ni→β+Ti2Ni一系列复杂相变。此外,该实验室还针对Ti60/Ti2AlNb、Ti/Ti2AlNb等梯度材料进行了相关研究[14-15]。季霄等人[16]通过激光熔融沉积技术制备Ti6Al4V/Inconel 625梯度涂层,采用合适成分的Ti6Al4V/Inconel 625复合材料作为过渡层,发现显微组织从片层组织转化为等轴组织,晶间区域内析出较多的Ti2Ni和CrNi2相。
目前激光增材制造金属/金属功能梯度材料的制备大多保持在一个维度内,在过渡界面特征、元素过渡规律以及析出相的生成方面的研究仍不够深入。本文设计了有效的梯度过渡路径,采用激光增材制造技术成形了TC4/GH4169一维及二维度梯度材料,实现材料成分的渐变与均匀过渡,分析了成形样件过渡界面的微观组织特征,揭示了不同结合界面间的元素过渡规律。
1 实验材料与方法
成形所用粉末为TC4和GH4169球形粉末,粒度约为45~90 μm,成形实验前将粉末置于120 ℃烘干箱中烘烤4 h。粉末内各元素含量如表1和表2所示。成形基板选用TC4基板,尺寸为130 mm×130 mm× 8 mm。成形前,用砂纸对基板进行打磨去除表面氧化层。激光增材制造成形系统主要包括:JK1002型ND:YAG连续激光器(GSI)、数控五轴机床(RESEM)、DPSF-3D送粉器(中航工业)以及高纯氩气。激光增材制造系统如图1所示。
表1 GH4169粉末内各元素含量

Tab.1 Elements content in GH4169 powder wt.%
表2 TC4粉末内各元素含量

Tab.2 Elements content in TC4 powder wt.%
作为二维梯度材料成形实验的基础与对比,首先进行一维梯度材料成形,激光工艺参数为:激光功率400 W,扫描速度300 mm/min,轴提升量0.5 mm。一维梯度成形样件为薄壁件。在TC4基板上依次成形3种组分的材料,分别为:100%TC4(A)、90%TC4+10%GH4169(B)、100%GH4169(C)。

图1 激光增材制造系统示意图
二维梯度成形样件为块体样件,梯度构建方式如图2a所示,3种材料(A、B、C)成分与一维梯度材料相同,从、横截面可将二维梯度材料划分为9个成形区域,成形路径为:A1.1→B1.2→C1.3→B2.1→B2.2→C2.3→C3.1→C3.2→C3.3,每个成形区域由5个单道单层搭接构成,搭接率为60%,5个单道单层成形时采用往复扫描的形式。激光工艺参数为:激光功率400 W,扫描速度300 mm/min,轴提升量1 mm。实验中扫描路径以及工艺参数的选取主要以块体样件的形貌为评价依据,当采用以上扫描路径和工艺参数时,样件形貌平整,无明显氧化和表面粘粉现象,成形样件如图2b所示。

图2 二维梯度块体
使用线切割机对一维梯度薄壁样件、二维梯度块体样件所需观察截面进行切割。使用SiC砂纸以及金刚石研磨膏对截面进行磨抛处理,之后使用Kroll试剂(2 ml氢氟酸,5 ml浓硝酸,100 ml水)对样件腐蚀40~60 s。利用扫描电子显微镜(德国蔡司SUPEA55)对组织形态、过渡界面进行观察。使用扫描电镜配备的EDS对组织内不同区域及过渡界面处进行点、线、面的元素分析。
2 结果与讨论
2.1 微观组织特征
图3为一维梯度样件截面微观组织。由图3a可以清楚地分辨出A、B、C3种材料以及A-B、B-C过渡界面,过渡界面形成了良好的冶金结合,其中A-B过渡界面整齐锐利,界限分明,而B-C过渡界面与A-B过渡界面反差明显,界面处出现明显波动,大量的GH4169材料向下扩散渗透。2种过渡界面产生较大区别的主要原因是由于材料成分差异程度的不同,A-B过渡界面是由100%TC4过渡到90%TC4+ 10%GH4169,2种材料成分差异较小,热物性参数较为接近,而B-C过渡界面是由90%TC4+10%GH4169过渡至100%GH4169,界面两侧材料成分差异较大,热物性参数产生了较大变化,从而使得两过渡界面出现了明显的差异。
如图3b所示,A-B过渡界面两侧组织特征呈现出明显的区别,在TC4一侧组织为典型的马氏体板条状组织,马氏体板条是由β-Ti经过马氏体转变形成的α-Ti,该组织为典型的激光增材制造TC4组织。在90%TC4+10%GH4169一侧组织内出现了粗大的且呈网状交联分布的析出相。在2种材料过渡界面处产生了平面生长带,该平面生长带的形成与熔池的凝固速率以及温度梯度有关[17-18],在激光增材制造过程中熔池底部往往具有较高的温度梯度,而凝固速率很低,导致温度梯度与凝固速率的比值很高,从而产生了一定厚度的平面生长带[19]。在90%TC4+10%GH4169与100%GH4169的过渡界面处出现了明显的界面波动,GH4169向90%TC4+10%GH4169一侧发生了大量渗透。出现该界面特征的原因:一方面,TC4的密度为4.44 g/cm3,GH4169的密度为8.2 g/cm3,由于90%TC4+10%GH4169材料内的GH4169含量依然较少,所以其密度与纯GH4169依然相差较大,在成形GH4169时,上一层90%TC4+10%GH4169材料在激光能量作用下发生重熔,这时上层GH4169由于密度较大在重力作用下向下扩散,在扩散一定距离后凝固,从而使得过渡界面起伏;另一方面,在马兰戈尼
对流作用下[20],熔池内熔融状态的液态金属处于对流状态,同时由于激光增材制造过程中激光束对于熔池具有一定的搅拌作用,从而进一步促进熔池对流,致使GH4169向下层渗透。如图3a所示,出现大量GH4169块体脱离上层沉积层,凝固后进入到下层材料当中。此外,由图3a可以进一步发现,在相同激光功率(400 W)下GH4169-90%TC4+ 10%GH4169界面相比于90%TC4+10%GH4169-TC4界面的渗透程度更高,说明密度对于界面波动程度的影响较大。
由于钛合金与高温合金结合过程中所产生的析出相往往对梯度材料的性能不利,当析出相含量过高时,甚至直接导致样件开裂[21-24],因此明确析出相的组成及相变路径对于梯度材料研究至关重要。图3c为90%TC4+10%GH4169材料内析出相的电子显微镜图像。当GH4169加入后,TC4的组织形态变化明显,基体板条状组织消失,析出相开始大量形成。如图3c所示,析出相已经占据了组织内的较大面积,呈链状分布,且链状析出相存在交互连接的趋势,此外组织内还存在析出相的聚集区域。对材料的基体与析出相部位进行元素定量分析,结果如表3所示,析出相部位相比于基体部位,Ti含量降低19.30%,Ni升高299.56%,V降低74.45%,Fe升高50.34%,Al降低55.56%,Cr升高62.18%,加入到TC4内的Ni元素大部分位于析出相内,钛镍原子含量比例约为2.6:1,而该材料体系内钛镍相主要有3种,分别为TiNi、Ni3Ti以及Ti2Ni,由析出相的原子比例可以判断该析出相大部分为Ti2Ni相。90%TC4+10%GH4169材料的相变路径可由钛-镍相图(图4)进行判断,熔池内的金属在凝固时首先析出β-Ti,发生L→β-Ti反应,之后随温度下降β-Ti发生共析反应β-Ti→α-Ti+Ti2Ni,Ti2Ni相由此大量生成。

图3 一维梯度样件微观组织
表3 元素检测结果

Tab.3 Element detection results at.%
图5为二维梯度样件微观组织,其中图5a为方向A-B过渡界面,过渡界面轮廓清晰可见,2种材料相互渗透扩散,且扩散深度较深,界面整体呈锯齿状轮廓。TC4与90%TC4+10%GH4169成分较为接近,热物性参数相差不大,在激光增材制造搭接成形时,
上一道沉积层在激光作用下部分重熔,在过渡界面位置处这种重熔现象会使得2种材料共同处于熔融状态,同时由于热物性参数相近,在激光搅拌冲击作用以及熔池内的马兰戈尼对流效应的作用下,促使2种材料之间充分扩散。此外,二维梯度样件成形过程中搭接率较高,为60%,使得上一道次沉积层的重熔比例维持在较高水平,这同样有助于增大2种材料之间的相互扩散深度。
图5b为方向B-C过渡界面,相比于A-B过渡界面,界面结合处更加锐利清晰,两侧材料特征明显,界面相互渗透程度远小于A-B过渡界面。B-C过渡界面两侧材料为90%TC4+10%GH4169和纯GH4169,2种材料在密度以及热膨胀系数(在20~300 ℃下TC4为9.30×10‒6℃‒1,GH4169为13.5×10‒6℃‒1)[25]等材料特性方面均差别较大,致使2种材料在熔融状态下相互扩散程度明显降低,凝固后的过渡界面组织波动程度小于A-B过渡界面。
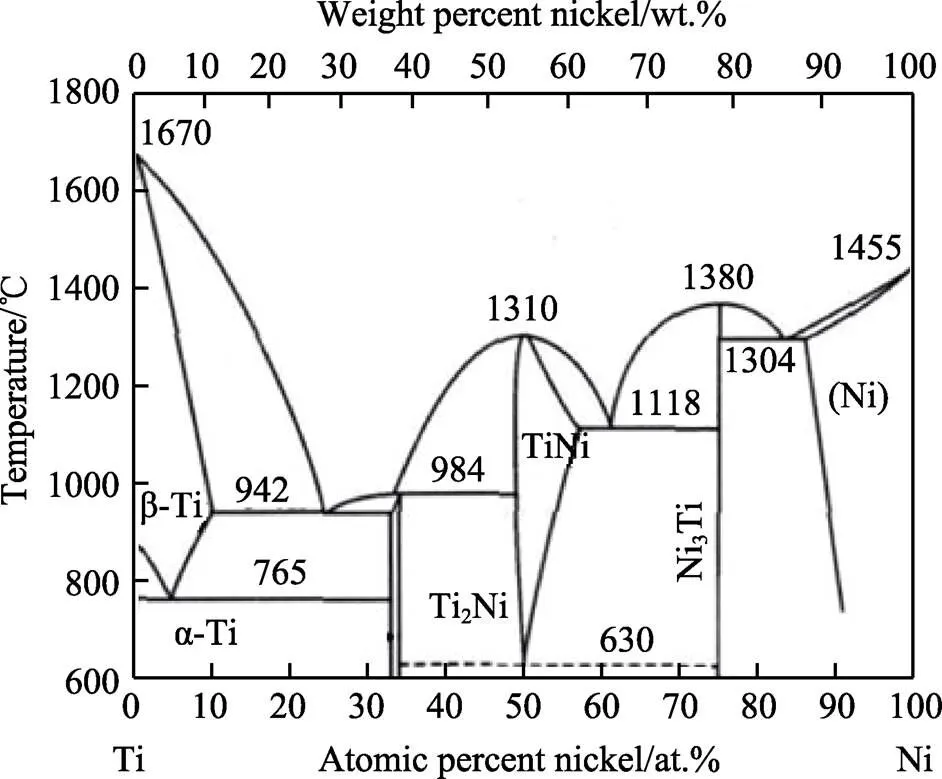
图4 钛-镍二元相图
图5c为方向(沉积方向)A-B-C过渡界面,同样可以清晰地分辨出3种材料以及2个过渡界面,其中B-C过渡界面较A-B过渡界面更加平整,波动程度更小。二维梯度方向各过渡界面形态与一维梯度过渡界面形态相近,但二维梯度B-C过渡界面的波动程度较一维梯度更低,且无大块的GH4169材料向下渗透现象。主要原因是由于二维梯度块体成形时搭接率较高,用于重熔的激光能量大部分作用于同一沉积高度上的搭接层,而一维梯度成形时样件为薄壁件,用于重熔的激光能量全部作用于位于下方的前一沉积层,使一维梯度样件成形时下方沉积层所受到的激光冲击搅拌作用相比于二维梯度样件更加剧烈,使得密度较大的GH4169更易向下方扩散,出现大面积GH4169渗透现象。而二维梯度样件成形时,由于高搭接率的工艺削弱了激光对下方沉积层的重熔作用,使得大面积GH4169渗透现象消失。

图5 二维梯度样件微观组织(X-Z截面)
2.2 元素分布
图6为一维梯度样件主要元素线扫描及面扫描检测结果。由线扫描结果可知,从GH4169向TC4过渡过程(由上到下)中,Ti元素含量逐步上升,Ni元素含量逐步下降。Ti元素上升以及Ni元素下降过程中存在较大波动,主要原因是由于GH4169加入到TC4中,在过渡区域产生了较多的析出相,由表3元素检测结果可知,基体与析出相之间的Ti、Ni元素含量差异明显,元素扫描过程中交替检测基体与析出相部位,从而使得线扫描元素含量曲线存在明显的波动。由元素面扫描结果可以发现,在B-C过渡界面附近,上方GH4169区域仍然具有一定含量的Ti元素,在下方90%TC4+10%GH416内同样含有较多的Ni元素,这表明过渡界面两侧的GH4169以及90%TC4+10%GH41692种材料内的元素进行了充分的扩散,削弱了界面效应。
二维梯度样件元素检测结果如图7所示。图7a为方向A-B过渡界面以及该区域对应的Ti、Ni、Fe、Cr元素的面扫描结果,由A至B,Ti元素略有减少,Ni、Fe、Cr元素略有增多。对比一维梯度A-B过渡界面元素面扫描结果(图6),二维梯度的A-B界面元素过渡显著均匀,无明显的元素突变界线。一方面,块体成形过程中较高的搭接率增大了上一沉积层的重熔体积以及相邻两沉积层之间的叠加区域面积,从而促进了2种材料之间元素的充分扩散。另一方面,在块体成形过程中,相比于单道多层薄壁件具有更大的热积累,使样件整体保持在更高的温度,进一步增大了元素的扩散程度,从而使得元素突变界线消失,实现了元素的均匀过渡,有利于保障2种材料之间的结合质量。图7b为方向B-C过渡界面以及该区域对应的Ti、Ni、Fe、Cr元素的面扫描结果,相比于A-B过渡界面,B-C过渡界面处元素过渡界线较为明显,主要原因是由于90%TC4+10%GH4169和GH41692种材料之间的元素含量差异较大,同时2种材料间的热物性参数相差较大,材料之间相互渗透程度不及A-B界面,使得界面处的元素分布均匀性不及A-B界面。图7c为方向(沉积方向)A-B-C过渡界面及Ti、Ni元素的线扫描结果,元素变化趋势与一维梯度样件基本相同。

图6 一维梯度样件组织元素线扫描及面扫描结果

图7 二维梯度样件组织元素线扫描及面扫描结果(X-Z截面)
3 结论
利用激光增材制造技术制备了TC4/GH4169一维和二维功能梯度材料,重点对不同材料过渡界面处的形态特征以及元素分布规律进行分析,结论如下:
1)采用TC4-90%TC4+10%GH4169-GH4169的梯度过渡方式,成功制备了一维梯度薄壁件,在此基础上设计了二维梯度结构,采用60%的搭接率,成功制备了二维梯度块体样件,实现了TC4-GH4169的二维梯度过渡。
2)TC4-90%TC4+10%GH4169过渡界面两侧组织特征呈现出明显的区别。TC4一侧组织为典型的马氏体板条状α-Ti组织;90%TC4+10%GH4169一侧由于Ni元素的加入生成了网状交联分布的Ti2Ni相,在液相凝固过程中首先析出β-Ti,之后发生β-Ti→α-Ti+Ti2Ni反应,生成Ti2Ni相。
3)一维梯度90%TC4+10%GH4169-GH4169界面相比于TC4-90%TC4+10%GH4169界面波动程度更大,材料相互渗透程度更高,元素分布更加均匀。二维梯度样件由于较高搭接率的影响,使得方向(水平方向)的界面波动程度相比于方向(沉积方向)更高,其中方向TC4-90%TC4+10%GH4169界面由于两侧材料特性差异较小,元素分布均匀性最高,显著削弱了界面效应。
[1] 刘伟, 李能, 周标, 等. 复杂结构与高性能材料增材制造技术进展[J]. 机械工程学报, 2019, 55(20): 128-151, 159.
LIU Wei, LI Neng, ZHOU Biao, et al. Progress in Additive Manufacturing on Complex Structures and High-Performance Materials[J]. Journal of Mechanical Engineering, 2019, 55(20): 128-151, 159.
[2] 战金明, 梁志刚, 黄进钰, 等. TC4钛合金表面单道激光熔覆工艺研究[J]. 应用激光, 2020, 40(6): 955-961.
ZHAN Jin-ming, LIANG Zhi-gang, HUANG Jin-yu, et al. Study on the Single Laser Cladding Process on TC4 Titanium Alloy Surface[J]. Applied Laser, 2020, 40(6): 955-961.
[3] SABBAN R, BAHL S, CHATTERJEE K, et al. Globularization Using Heat Treatment in Additively Manufactured Ti-6Al-4V for High Strength and Toughness[J]. Acta Materialia, 2019, 162: 239-254.
[4] 张冬冬, 史昆玉, 汤皓晨. TC4钛合金表面沉积TiCN涂层及其耐磨耐腐蚀性能研究[J]. 表面技术, 2020, 49(6): 297-304.
ZHANG Dong-dong, SHI Kun-yu, TANG Hao-chen. TiCN Coating Deposited on TC4 Titanium Alloy and Its Wear and Corrosion Resistance[J]. Surface Technology, 2020, 49(6): 297-304.
[5] THIJS L, VERHAEGHE F, CRAEGHS T, et al. A Study of the Microstructural Evolution during Selective Laser Melting of Ti-6Al-4V[J]. Acta Materialia, 2010, 58(9): 3303-3312.
[6] SUPROBO G, PARK N, BAEK E R. Effect of Double Stage Solution Treatment on the Volume Fraction of Massive Phase as a New Method to Obtain a Fine Lamellar α/β in Ti-6Al-4V Alloy[J]. Intermetallics, 2019, 113: 106581.
[7] 张国会, 郭绍庆, 黄帅, 等. 激光选区熔化制备GH4169合金高温疲劳行为研究[J]. 应用激光, 2020, 40(6): 984-990.
ZHANG Guo-hui, GUO Shao-qing, HUANG Shuai, et al. High Temperature Fatigue Behavior of GH4169 Superalloy Prepared by Selective Laser Melting[J]. Applied Laser, 2020, 40(6): 984-990.
[8] SONG Xin-ling, LEI Jian-bo, GU Zhen-jie, et al. Boosting Wear Properties of Inconel718 Superalloy by Uniform Dispersing Graphene Nanoplatelets through Laser Melting Deposition[J]. Journal of Alloys and Compounds, 2020, 834: 155086.
[9] 刘奋成, 任航, 王晓光, 等. 激光增材制造高Nb含量GH4169合金微观偏析行为研究[J]. 表面技术, 2019, 48(5): 123-131.
LIU Fen-cheng, REN Hang, WANG Xiao-guang, et al. Dendritic Segregation of Nb Modified GH4169 Superalloy Fabricated by Laser Additive Manufacturing[J]. Surface Technology, 2019, 48(5): 123-131.
[10] WANG Xiao-qing, GONG Xi-bing, CHOU K. Review on Powder-Bed Laser Additive Manufacturing of Inconel 718 Parts[J]. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, 2017, 231(11): 1890-1903.
[11] CARROLL B E, OTIS R A, BORGONIA J P, et al. Functionally Graded Material of 304L Stainless Steel and Inconel 625 Fabricated by Directed Energy Deposition: Characterization and Thermodynamic Modeling[J]. Acta Materialia, 2016, 108: 46-54.
[12] LI Wei, YAN Lei, KARNATI S, et al. Ti-Fe Intermetallics Analysis and Control in Joining Titanium Alloy and Stainless Steel by Laser Metal Deposition[J]. Journal of Materials Processing Technology, 2017, 242: 39-48.
[13] LIN X, YUE T M, YANG H O, et al. Solidification Behavior and the Evolution of Phase in Laser Rapid Forming of Graded Ti6Al4V-Rene88DT Alloy[J]. Metallurgical and Materials Transactions A, 2007, 38(1): 127-137.
[14] 刘建涛, 林鑫, 吕晓卫, 等. Ti-Ti2AlNb功能梯度材料的激光立体成形研究[J]. 金属学报, 2008, 44(8): 1006- 1012.
LIU Jian-tao, LIN Xin, LYU Xiao-wei, et al. Research on Laser Solid Forming of a Functionally Gradient Ti-Ti2AlNbAlloy[J]. Acta Metallurgica Sinica, 2008, 44(8): 1006-1012.
[15] 杨模聪, 林鑫, 许小静, 等. 激光立体成形Ti60- Ti2AlNb梯度材料的组织与相演变[J]. 金属学报, 2009, 45(6): 729-736.
YANG Mo-cong, LIN Xin, XU Xiao-jing, et al. Microstructure and Phase Evolution in Ti60-Ti2AlNb Gradient Material Prepared by Laser Solid Forming[J]. Acta Metallurgica Sinica, 2009, 45(6): 729-736.
[16] 季霄, 孙中刚, 唱丽丽, 等. 激光熔化沉积Ti6Al4V/ Inconel625梯度耐高温涂层组织演变行为研究[J]. 中国激光, 2019, 46(11): 1102008.
JI Xiao, SUN Zhong-gang, CHANG Li-li, et al. Microstructure Evolution Behavior in Laser Melting Deposition of Ti6Al4V/Inconel625 Gradient High-Temperature Resistant Coating[J]. Chinese Journal of Lasers, 2019, 46(11): 1102008.
[17] DA SHU, LI Zhu-guo, YAO Cheng-wu, et al. In Situ Synthesised WC Reinforced Nickel Coating by Laser Cladding[J]. Surface Engineering, 2018, 34(4): 276-282.
[18] 元世军. 直接激光沉积TC4/GH4169梯度材料工艺及力学性能研究[D]. 大连: 大连理工大学, 2019.
YUAN Shi-jun. Process and Mechanical Properties Research of TC4/GH4169 Functionally Graded Materials by Direct Laser Deposition[D]. Dalian: Dalian University of Technology, 2019.
[19] ZHOU Sheng-feng, ZENG Xiao-yan. Growth Characteristics and Mechanism of Carbides Precipitated in WC-Fe Composite Coatings by Laser Induction Hybrid Rapid Cladding[J]. Journal of Alloys and Compounds, 2010, 505(2): 685-691.
[20] FARAYIBI P K, FOLKES J A, CLARE A T. Laser Deposition of Ti-6Al-4V Wire with WC Powder for Functionally Graded Components[J]. Materials and Manufacturing Processes, 2013, 28(5): 514-518.
[21] DOMACK M S, BAUGHMAN J M. Development of Nickel-Titanium Graded Composition Components[J]. Rapid Prototyping Journal, 2005, 11(1): 41-51.
[22] BOBBIO L D, OTIS R A, BORGONIA J P, et al. Additive Manufacturing of a Functionally Graded Material from Ti-6Al-4V to Invar: Experimental Characterization and Thermodynamic Calculations[J]. Acta Materialia, 2017, 127: 133-142.
[23] ONUIKE B, BANDYOPADHYAY A. Additive Manufacturing of Inconel 718-Ti6Al4V Bimetallic Structures[J]. Additive Manufacturing, 2018, 22: 844-851.
[24] THIRIET A, SCHNEIDER-MAUNOURY C, LAHEURTE P, et al. Multiscale Study of Different Types of Interface of a Buffer Material in Powder-Based Directed Energy Deposition: Example of Ti6Al4V/Ti6Al4V-Mo/Mo-Inconel 718[J]. Additive Manufacturing, 2019, 27: 118-130.
[25] 中国航空材料手册编辑委员会. 中国航空材料手册[M]. 北京: 中国标准出版社, 2001.
China Aeronautical Materials Handbook Editorial Committee. China Aeronautical Materials Handbook[M]. Beijing: Standards Press of China, 2001.
Microstructure Analysis of TC4/GH4169 Gradient Structure by Laser Additive Manufacturing
1,1,1,1,2,1
(1. Key Laboratory for Precision and Non-traditional Machining Technology of the Ministry of Education, Dalian University of Technology, Dalian 116024, China; 2. Singapore Institute of Manufacturing Technology, Nanyang Drive 637662, Singapore)
This paper aims to improve the uniformity of element distribution at the TC4/GH4169 gradient transition interface, weaken the interface effect, and prepare a two-dimensional TC4/GH4169 gradient structure. Using laser additive manufacturing technology, the TC4/GH4169 one-dimensional gradient material is prepared by the gradient transition method of TC4-90wt.%TC4+10wt.%GH4169-GH4169, and the two-dimensional gradient structure is designed on the basis of the one-dimensional gradient to prepare TC4/GH4169 two-dimensional gradient material.The field emission scanning electron microscope is used to analyze the precipitates and the microstructure morphology of each gradient transition interface in the TC4/GH4169 gradient material, and the Energy Dispersive Spectrometer is used to analyze the element distribution at each gradient transition interface.The one-dimensional gradient 90wt.%TC4+10wt.%GH4169-GH4169 interface has a higher degree of interpenetration of materials than the TC4-90wt.%TC4+10wt.%GH4169 interface;due to the addition of Ni in TC4, more Ti2Ni precipitates with intersecting network distribution are formed in 90wt.%TC4+10wt.%GH4169;the degree of interface fluctuation and material interpenetration of the two-dimensional gradient sample in the horizontal direction is higher than that of the deposition direction. Among them, the two-dimensional gradient horizontal direction TC4-90wt.%TC4+10wt.%GH4169 interface is fully diffused on both sides of the interface. Compared with the one-dimensional gradient TC4-90wt.%TC4+ 10wt.%GH4169, the uniformity of element distribution at the interface is significantly improved.Appropriate gradient transition methods and two-dimensional gradient structure design can effectively improve the uniformity of element distribution at the transition interface of gradient materials, significantly weaken the interface effect, and have guiding significance for the preparation of gradient materials.
titanium alloy; superalloy; gradient material; laser additive manufacturing; microstructure
2021-05-09;
2021-05-28
MA Guang-yi (1982—), Male, Doctor, Associate professor, Research focus: laser additive manufacturing, laser welding.
宋晨晨, 蔡昱陈, 朱禹昊, 等. 激光增材制造TC4/GH4169梯度结构微观组织分析[J]. 表面技术, 2022, 51(3): 326-332.
V261.8
A
1001-3660(2022)03-0326-07
10.16490/j.cnki.issn.1001-3660.2022.03.035
2021-05-09;
2021-05-28
中央高校基本科研业务费专项资金(DUT19LAB06)
Fund:Supported by Fundamental Research Funds for the Central University (DUT19LAB06)
马广义(1982—),男,博士,副教授,主要研究方向为激光增材制造、激光焊接。
SONG Chen-chen, CAI Yu-chen, ZHU Yu-hao, et al. Microstructure Analysis of TC4/GH4169 Gradient Structure by Laser Additive Manufacturing[J]. Surface Technology, 2022, 51(3): 326-332.
猜你喜欢
机械工业标准化与质量(2022年8期)2022-10-09
航天制造技术(2022年2期)2022-05-16
中国应急管理科学(2022年1期)2022-04-18
智能制造(2021年4期)2021-11-04
华东师范大学学报(自然科学版)(2019年3期)2019-06-24
福建基础教育研究(2019年3期)2019-05-28
通信产业报(2018年27期)2018-11-25
西部资源(2018年1期)2018-11-01
商业评论(2017年10期)2017-10-13
滇池(2017年5期)2017-05-19