软磁复合材料制备工艺的研究进展
2022-04-01 23:45李杰超管英杰刘洪坤刘建秀樊江磊
电子元件与材料 2022年3期
吴 深,李杰超,管英杰,刘洪坤,刘建秀,樊江磊
(郑州轻工业大学 机电工程学院,河南 郑州 450002)
软磁复合材料(Soft Magnetic Composites,SMCs),又称磁粉芯,是将绝缘包覆剂与磁性基体均匀混合,通过粉末冶金方式压制成特定形状后经热处理制备而成的一种磁性功能材料[1]。软磁复合材料具有低的涡流损耗、高的磁导率、低的矫顽力、高的电阻率[2],同时还兼具了金属软磁材料与软磁铁氧体的优点。与金属软磁材料相比,经绝缘包覆后的软磁复合材料具有较高的电阻率,可以有效降低高频下材料的涡流损耗;与软磁铁氧体相比,软磁复合材料的磁通密度相对较高,更能满足电子元器件小型化的要求[3]。此外,软磁复合材料还具有三维各向同性和易于机械加工的优点,可以根据应用场合的需求制成相应的形状,如环形、E 型及U 型等。近年来,随着国家大力发展绿色节能材料,具备上述优良特性的软磁复合材料被广泛应用于变压器、互感器、电抗器等电力电子领域。第三代宽禁带半导体的开发推动了电力电子器件的升级以及能源利用效率的提升,也对基于电磁感应效应的磁性电感元件提出了更高的要求,适用于高频下的高饱和、低损耗软磁复合材料成为目前研究的重点。
衡量软磁复合材料性能的参数较多,包括力学性能、磁导率、饱和磁感应强度、高频下的复数磁导率以及磁损耗等,在实际应用中要综合衡量上述性能以选择合适的材料与制备工艺。对磁性粉末进行绝缘包覆可以提高材料电阻率来降低涡流损耗,但非磁性绝缘包覆层的存在会极大地降低材料的磁导率。软磁复合材料在制备过程中需采用较大的压制压力以获得高的压坯密度,为了释放压制成形后材料内部的残余应力和改善力学性能,须进行后续的去应力热处理,但热处理温度又受到绝缘包覆材料耐热特性的限制。因此,如何平衡好磁导率、饱和磁感应强度和磁损耗等各性能就显得尤为重要,绝缘包覆材料的选择、包覆效果的控制和制备工艺参数的优化等方面的研究引起了国内外学者的广泛关注。本文着重从包覆材料的开发、复合材料成形与烧结技术以及热处理工艺三个方面进行阐述,重点分析了包覆材料、成形技术和热处理工艺对软磁复合材料性能的影响,以期为后续研究获得性能优良的软磁复合材料提供支撑。
1 绝缘包覆
软磁复合材料在交流磁场中会产生一定的能量损失,这些能量损失统称为磁芯损耗,磁芯损耗一般包括磁滞损耗、涡流损耗及剩余损耗。在软磁复合材料适用范围内,涡流损耗是其主要的损耗形式,涡流会阻止外加磁场向内磁化软磁材料,磁体内部的磁场相当于外加磁场与涡流产生的磁场之和,从而磁体会产生趋肤效应与损耗。涡流损耗一般分为颗粒间涡流损耗(宏观涡流)和颗粒内涡流损耗(微观涡流)[4],软磁复合材料中的涡流路径如图1 所示[1]。
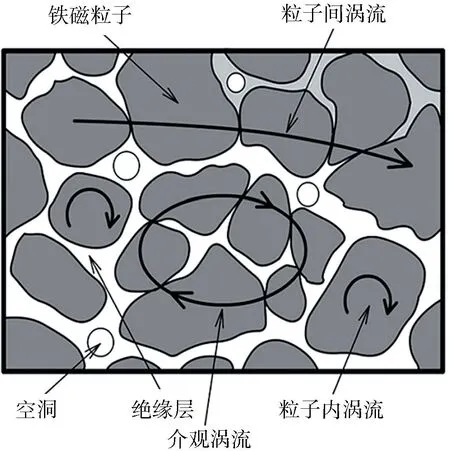
图1 SMCs 涡流路径示意图[1]Fig.1 Schematic eddy currents paths in SMCs[1]
针对涡流损耗的特点,通常采用三种措施来降低磁芯损耗:(1)在磁粉颗粒表面覆盖绝缘包覆层,来阻断颗粒间的直接接触,使材料的电阻率增大以降低涡流损耗;(2)适当加入磁性包覆材料以减少磁稀释现象,提高材料的饱和磁感应强度和磁导率,改善软磁复合材料的磁性能;(3)选择耐高温的绝缘包覆材料,使其在高温热处理下保持稳定不发生分解,从而充分释放压制时产生的内应力,降低磁滞损耗。目前,国内外学者对绝缘包覆的研究主要集中在两个方向:包覆工艺和包覆材料。
1.1 包覆工艺
在对软磁复合材料进行绝缘包覆的过程中,绝缘包覆层的均匀性和厚度与磁体磁性能息息相关。绝缘包覆不完整会导致颗粒之间直接接触,从而无法有效地降低涡流损耗。常用的包覆工艺技术有物理包覆法、溶胶凝胶包覆法、原位生长法和表面改性处理等。
1.1.1 物理包覆法
物理包覆法是通过机械方式把绝缘材料与磁性基体混合均匀,如球磨包覆、机械搅拌等,在整个过程中没有发生化学反应。物理包覆法操作简单,搅拌时间可控,适用于工业生产,但是机械搅拌的过程中难以实现绝缘介质与磁性基体的均匀混合,导致绝缘层的包覆效果差,虽然可以在一定程度降低磁芯损耗,但材料的磁导率也会受到影响。Luo 等[5-6]利用机械搅拌法将Fe3O4和硅树脂包覆在Fe 粉基体上,研究了软磁复合材料的磁性能。结果发现,加入Fe3O4能够在一定程度降低磁稀释效应,但在搅拌过程中Fe3O4易出现大量团聚现象,影响绝缘材料的包覆效果。
1.1.2 溶胶凝胶包覆法
溶胶凝胶包覆法是在液相中加入软磁基体和化学试剂制成溶胶状态,再经干燥、烧结等制得软磁复合材料,溶胶凝胶包覆法制备的包覆层相对较均匀。曲晓静等[7]利用溶胶凝胶包覆法制备了Fe-6.5Si/MgO软磁复合材料,研究发现,经溶胶凝胶包覆制备的软磁复合材料相对于原始粉末,其电阻率提高了30 倍,这是因为经化学包覆的绝缘介质能够更均匀地分布在基体颗粒表面,更好地隔绝颗粒基体的接触,有效地增大材料的电阻率。此外,Ren 等[8]利用溶胶凝胶包覆法制备了Fe76Si8B10P5/NiZnFe2O4非晶软磁复合材料,在Fe76Si8B10P5颗粒间形成了均匀的厚度约400 nm 的NiZnFe2O4绝缘层,在10 kHz 条件下,有效磁导率达到370,饱和磁化强度为1.46 T。溶胶凝胶包覆虽然在一定程度上能够有效使绝缘层均匀地包覆在基体表面,但工艺周期较长,同时在凝胶中可能会产生微孔等问题,目前不适合大规模量产。
1.1.3 原位生长法
原位生长法作为一种制备复合材料的新方法,是在磁性基体上通过电化学或化学方法接枝、聚合或沉积另一种功能体,利用原位生长可获得均匀的包覆层,且与基体的结合效果好。钟小溪等[9]通过表面氮化氧化技术在FeSiAl 粉末表面原位生成AlN-Al2O3复合绝缘层,绝缘层与粉末基体能够保持良好的界面结合,有利于提高软磁复合材料的机械性能与磁性能。浙江大学严密团队[10]通过H2O 和O2高温下对铁粉进行表面氧化,原位生成了Fe3O4绝缘包覆层,由于Fe3O4具有铁磁性,可以有效地减少磁稀释现象,与传统磷酸盐包覆软磁复合材料相比,磁通密度得到提高,有效磁导率达到90。任劲松等[11]以正硅酸乙酯(TEOS)为硅源,聚乙烯吡咯烷酮(PVP)为偶联剂,研究了FeSiCr/SiO2软磁复合材料的性能后发现,正硅酸乙酯添加量为12 mL时,SiO2包覆致密且均匀,此时电阻率为55.54 Ω·cm,功率损耗降低了78.4%,品质因数达到185.75,但继续添加正硅酸乙酯会导致SiO2包覆层厚度增加,与基体结合效果变差。周帮等[12]制备了绝缘层厚度不同的FeSiBCCr@SiO2非晶态软磁复合材料,研究了正硅酸乙酯的浓度对包覆层结构的影响,如图2 所示。利用正硅酸乙酯在基体表面原位生长出SiO2绝缘包覆层,正硅酸乙酯浓度为0.1 mL/g 时,SiO2包覆层均匀致密,当浓度为0.5 和1 mL/g 时,基体表面开始出现聚集体。研究结果表明,0.1 mL/g 浓度时,包覆层厚度仅为225.3 nm,样品的磁性能最佳,有效磁导率稳定在52,在200 kHz 时磁损耗仅为3.0 W/kg。
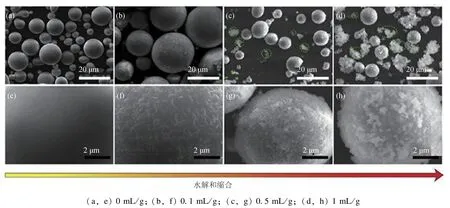
图2 不同TEOS 浓度下磁性粉末的形貌图[12]Fig.2 Morphology evolution of the magnetic powders with the increase of TEOS concentration[12]
1.1.4 表面改性法
在进行有机包覆或有机-无机复合包覆时,一般需要对磁粉进行表面改性处理,使磁粉和有机包覆剂之间建立连接的桥梁,以达到理想的包覆效果。常用的表面改性剂为硅烷偶联剂,偶联剂是具有两性官能团的有机分子,亲水的基团可以与基体(吸附水分结合形成-OH 基团)脱水固化形成牢固的共价键;而亲油的有机长链能与有机高分子反应生成化学键,通过桥接作用,使二者之间产生良好的界面结合,从而改善基体与有机包覆材料的相容性。叶国维等[13]研究了磷酸处理和钛酸酯偶联剂表面处理对环氧树脂包覆Fe-Cr-Si-B-C 非晶磁粉芯性能的影响。研究表明,相比磷酸处理,通过钛酸酯偶联剂改性后磁粉芯的磁导率提高了25%,磁损耗降低了33%。Guan 等[14]采用KH550 偶联剂对Fe-Si-Al 粉末表面改性,通过观察微观结构和高频下有效磁导率稳定性的分析表明,改性后的粉末基体表面均匀包覆界面结合良好的氧化硅绝缘层。Fan 等[15]研究了(3-氨基丙基)三乙氧基硅烷(APTES)表面改性对经磷化处理后环氧树脂包覆的铁基软磁复合材料(SMCs)电磁性能的影响,结果表明,初始磁导率在APTES 浓度为质量分数0.8%时达到最大值,磁损耗也得到了明显的降低。改性前后的软磁材料抗拉强度如图3 所示,相对未经APTES 改性的羰基铁粉材料,改性后的羰基铁粉材料抗拉强度明显提高,且随着环氧树脂含量的增加,改性后材料的抗拉强度由170 N 增加到220 N,随后保持稳定。出现这种现象是因为APTES 可以改善羰基铁粉与环氧树脂的相容性,提高了羰基铁粉与环氧树脂的混合均匀性,从而达到改善软磁复合材料电磁性能的目的。
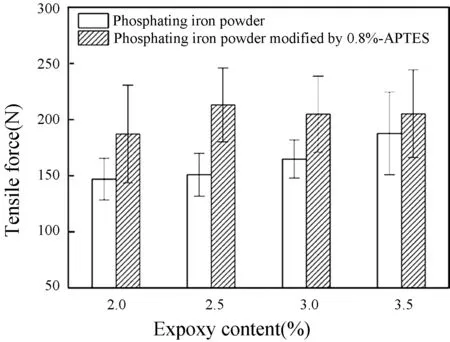
图3 未经改性和经0.8%APTES 表面改性磷化磁环的抗拉强度示意图[15]Fig.3 Tensile strength dependence on the epoxy resin content for the phosphatized iron powders without and after 0.8%APTES surface modification[15]
1.2 包覆材料
绝缘包覆的作用是通过隔绝颗粒间的直接接触来提高材料的电阻率,从而减小材料在交流磁场中的涡流损耗,然而,由于在颗粒之间存在非磁性绝缘层,会降低复合材料的饱和磁感应强度和磁导率。因此,为了获得较高的磁导率,在保证包覆均匀的前提下,绝缘包覆材料含量应尽可能低。目前对包覆材料的研究主要集中在有机包覆物、无机包覆物以及无机-有机复合包覆物等方面。
1.2.1 有机包覆材料
有机包覆是最早使用的一种包覆方式,其应用相对比较成熟,常见的有机包覆材料一般为热固性树脂,如环氧树脂、酚醛树脂等[16]。有机包覆工艺是将有机包覆材料溶于有机溶剂后加入磁性粉末,搅拌均匀,然后烘干。磁粉芯在压制成型时内部会产生应力,导致矫顽力增大,材料的磁滞损耗增大,内应力采用高温热处理来消除,铁粉磁粉芯内应力完全释放需要加热到570~775 ℃[17]。传统的有机包覆材料如环氧树脂[18]、酚醛树脂[19]等在300 ℃以上会发生分解,导致内应力无法完全释放。Streckova 等[20]通过SiO2改性酚醛树脂来包覆铁粉制备软磁复合材料,研究发现,经改性后的酚醛树脂完全分解温度比未改性的提高70℃,但仍不足以有效地消除压制时产生的内应力。有实验表明,磁性粉末即使包覆聚酰亚胺和聚苯并咪唑等高温聚合物,其热处理温度仍不能超过400 ℃[21],高温热处理会使包覆层受热分解,造成复合材料组织内部产生大量的空隙,破坏绝缘层的包覆效果,不能很好地起到降低涡流损耗的作用。
由于有机包覆物不耐高温这一特性,使得该种绝缘包覆材料的应用受到一定的限制,目前针对有机包覆的研究主要集中在开发耐高温的新型有机包覆材料。作者所在团队研究发现,硅酮树脂耐热温度可达580℃,硅酮树脂包覆的软磁复合材料具有高的电阻率,在宽的频率范围内具有良好的频率特性[22-23]。此外,还通过化学气相沉积方法在铁粉表面成功包覆了parylene C 膜,其厚度约为300 nm,这种parylene C 膜具有良好的自润滑和绝缘作用[24-25]。在800 MPa 时,相比环氧树脂包覆的复合材料,parylene C 膜包覆的材料压制密度提高了17.02%。
1.2.2 无机包覆材料
无机包覆物具有耐高温的特性,可以有效地弥补有机包覆材料耐热性能的不足,为充分降低来自压制时产生的内应力对材料软磁性能的影响,国内外学者们开始把研究聚焦于无机包覆物。以磷酸盐[26]、MgO[27-28]、Al2O3[30]等为代表的无机材料用于绝缘包覆,常见无机包覆材料、工艺和性能如表1所示,这些无机材料具有良好的耐高温性能,在高温[29]和SiO2下保持稳定的同时,可以有效减少内应力对软磁性能的影响,同时无机包覆能够提高软磁复合材料的电阻率,减小涡流损耗。
表1 无机包覆材料制备工艺及性能[31-36]Tab.1 Inorganic coating preparation process and performance[31-36]
但是无机物由于自身的脆性较大,导致材料无法通过压制获得致密程度高的复合材料,因此,如何获得致密程度高的软磁复合材料成为亟待解决的问题。Taghvaei 等[37]研究了基于 V2O5绝缘包覆的[(Fe0.7Co0.3)71.2B24Y4.8]96Nb4软磁复合材料的制备、表征和磁性能。研究发现,V2O5玻璃状颗粒在固结时保持了其优异的热塑成形性能,在很大程度上可以解决无法获得压坯高密度的问题。烧结形成的软磁复合材料相对密度较高(98.5%~99%),同时可以获得较低的矫顽力(79~100 A/m),在1 kHz 时得到的有效磁导率(425~475)要高于其他软磁复合材料,涡流损耗在一定程度上也得到了降低。
上述无机包覆材料大多数是非磁性的,加入无机包覆剂的同时会引入非磁性相,导致磁性相所占比例下降,降低了软磁复合材料的磁导率与饱和磁感应强度。因此,近年来采用NiZn、MnZn 软磁铁氧体作为绝缘包覆材料受到研究者的关注。Streckova 等[38]研究了磁性铁氧体Ni0.2Zn0.8Fe2O4包覆坡莫合金软磁复合材料的磁性能,研究结果显示,制备的软磁材料具有相对较高的电阻率,复数磁导率实部值高达52,在1 MHz 左右的高频下工作具有较好的稳定性。图4 给出了P-PFRB-0.8F(坡莫合金-硼改性酚醛树脂-0.8 铁氧体)样品的SEM 图像以及AFM 图像,坡莫合金颗粒被厚约3 μm 的镍锌铁氧体包覆层隔开,AFM 图像显示具有铁磁性的包覆层可以有效地疏通材料中的磁化通路,从而提升材料的磁导率。
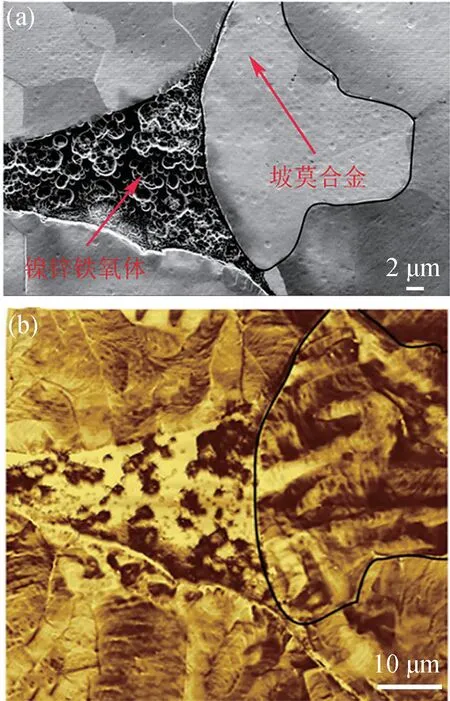
图4 (a) P-PFRB-0.8F 样品经Ar 离子和FIB抛光后的SEM 图像;(b)晶粒取向不同的P-PFRB-0.8F 样品AFM 图像[38]Fig.4 (a) SEM image of P-PFRB-0.8F sample after Ar ions and FIB polishing;(b) AFM image of P-PFRB-0.8F sample with misaligned orientation of grains[38]
1.2.3 无机-有机复合包覆材料
有机-无机复合包覆材料不仅能提供高的电阻率,还具有良好的粘结性和热稳定性[39],从而可以提供足够的机械强度,同时还能通过高温退火来释放压制时产生的内应力,以达到改善软磁复合材料磁性能、减少损耗的目的。Zhang 等[40]通过将一种高填充度的纳米氧化铝/环氧树脂复合材料制备成有机-无机绝缘包覆材料,用于包覆FeSiBPNbCr 非晶磁粉(AMPCs)。图5 是绝缘包覆前后非晶磁粉的形貌对比图,其中0%,30%,50%为复合包覆材料中氧化铝的质量分数。该研究揭示了不同含量涂层的FeSiBPNbCr 非晶态粉末表面形貌的演变规律,氧化铝/环氧纳米复合包覆层随氧化铝含量增加而变得薄而均匀,以50%氧化铝填充环氧树脂作为包覆层,软磁复合材料的磁损耗降低了40%,品质因数提高了13%。
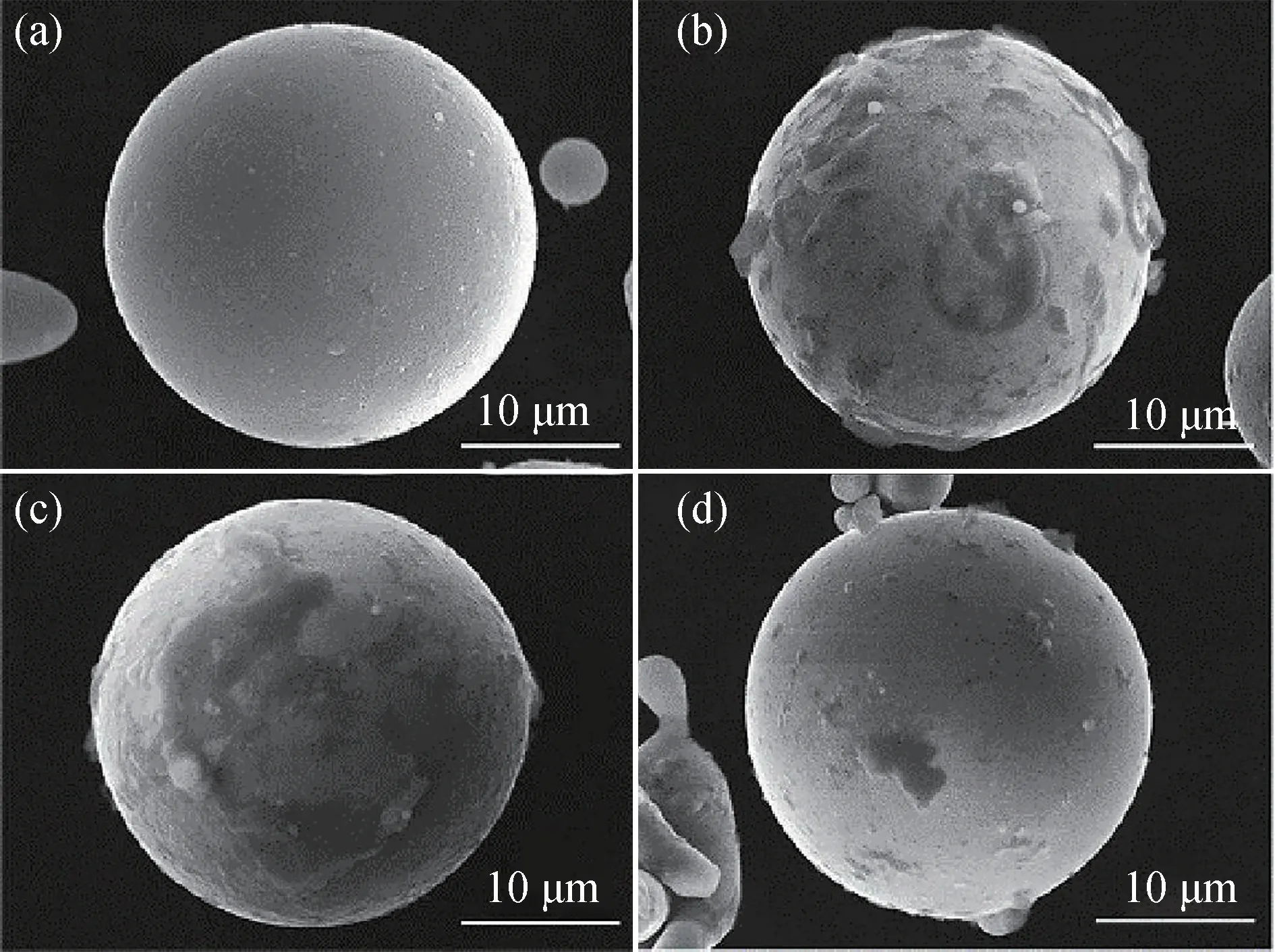
图5 (a)原始水雾化FeSiBPNbCr 非晶粉末与氧化铝含量分别为(b) 0%,(c) 30%和(d) 50%包覆后的SEM 图[41]Fig.5 (a) SEM micrograph taken from the water-atomized FeSiBPNbCr amorphous powders and the contents of Al2O3 are (b) 0%,(c) 30%,(d) 50%[41]
Lauda 等[41]研究发现单一锌锰铁氧体包覆FeSi 软磁复合材料时,内部过大的空隙率会导致材料的有效磁导率降低,利用有机物与磁性铁氧体结合作为包覆材料可以有效解决孔隙率大的问题。Füzer 等[42-44]利用硼改性酚醛树脂和Ni0.3Zn0.7Fe2O4铁氧体纤维结构复合涂层包覆FeSi 粉末来制备软磁复合材料,图6 给出了FeSi 磁粉和成型后块体试样剖面的形貌图,从中可以看到FeSi 基体表面覆盖有少量的镍锌铁氧体纤维。研究结果发现,制备出的软磁复合材料孔隙率低,机械硬度和弯曲强度高,与单一的有机包覆或无机包覆相比,具有较高的磁导率实部值和良好的频率稳定性。

图6 (a) FeSi/PFRB/0.24 铁氧体SEM 图;(b) FeSi/PFRB/0.24 铁氧体截面SEM 图[42]Fig.6 SEM images of (a) FeSi/PFRB/0.24 ferrite and(b) cross-section of FeSi/PFRB/0.24 ferrite with detail of coating[42]
有机物包覆的热稳定性和机械强度差的特点,限制了其在软磁复合材料绝缘包覆中的应用,开发新型耐高温的有机材料是解决这个问题的关键所在;无机包覆虽然在一定程度弥补有机包覆无法进行有效热处理的不足,但无机绝缘材料脆性相对较大,绝缘层压制时易破裂导致包覆不完全;有机-无机复合包覆兼具两者的优势,将会成为未来研究的重点,但有机-无机复合包覆在使用的过程中,需要注意非磁性包覆物的添加量,过多的非磁性绝缘材料的加入会降低材料的饱和磁感应强度。随着电子器件向高密度、高集成、高频和小型化的方向发展,其内部积聚的热量也随之增加,器件的失效率随着热量的不断积聚而直线上升。电子器件的发热问题是直接影响其可靠性的关键所在,因此,降低高频损耗发热成为软磁复合材料应用中需要关注的问题。例如,可以利用热导率高、热膨胀系数小、绝缘性能优异的AlN 作为绝缘包覆材料,通过对包覆工艺的优化,来满足提高材料电阻率和传导材料内部热量的双重要求。
2 复合材料成形与烧结
绝缘包覆后的粉末颗粒在高压力下被压制成高密度材料,成形工艺作为软磁复合材料制备过程中的一项核心技术,对材料的性能有重要影响。近年来,新型成形技术和快速烧结技术被用来制备软磁复合材料,其中快速烧结包括放电等离子烧结和微波烧结。
2.1 成形技术
成形技术包括冷压、温压和热压成形,冷压成形是在常温下将粉末压制成形的一种技术,冷压成形应用比较广泛,其中成形压力对材料的磁性能会产生重要的影响。研究表明[45],制备FeSiAl 磁粉芯时,随着压制压力的增大,材料的磁导率会增大,但进一步增大压力,颗粒间间隙会随之减小,但磁导率增大趋势会相对变缓,此外,磁损耗也会随着压力的增大而减小,但当压力值超过一定值后,磁损耗反而会增加,这是由于过大的压力导致包覆层破坏。通过冷压成形制得的材料的密度相对较低,但生产效率较高,对模具的耐热性不作要求,其操作简单,适合于大规模的量产。
温压成形技术是一种集加热处理与压制一体化的技术,相比冷压成形工艺,通过温压成形能够提高材料的致密度和磁导率[46],其致密化的机理是由于压制前期粉末内颗粒重排和压制后期塑性变形能力提高[47]。研究发现,采用400℃温压成形制备的Fe78Si9B13非晶磁粉芯有效磁导率达到最大值33.9(100 kHz),磁损耗达到最小值82.52 W/kg(100 kHz)[48]。叶倡华等[49]通过温压成形制备FeSiAl 磁粉芯时发现,当添加质量分数1.3%的润滑剂时,磁粉芯密度达到最大值5.74 g/cm3,有效磁导率达到137.9(100 kHz)。选择温压成形技术时,温度和润滑剂含量对材料磁性能的影响较为重要,温压成形技术制备的材料具有高密度且密度分布均匀,制得生坯强度高,力学性能佳,但所需成本较高,同时需对粉体颗粒C、O、N 等元素含量进行严格控制。
热压成形技术相对于冷压、温压成形技术,所需压力较小,胡超等[50]通过热压成形技术制备了Fe-Si-B-Cu-Nb 非晶软磁复合材料,结果发现,与冷压、温压成形相比,其磁粉芯密度和饱和磁感应强度相对较高,分别为6.8 g/cm3和1.34 T。出现这种现象是因为饱和磁感应强度与磁粉芯材料、密度关联密切[51]。热压成形技术能够降低材料的成形压力,缩短烧结时间,但是对模具要求较高,需要模具具有耐高温性,同时,生产效率较低,成品表面粗糙,不利于规模化生产。
2.2 快速烧结技术
放电等离子烧结(Spark Plasma Sintering,简称SPS)是在进行压制的过程中进行烧结的一种全新技术,放电等离子烧结具有快速、低温、高度致密化的优点[52],它可以利用其局域瞬时放电特性,固结表面绝缘处理的铁基磁性粉末,制备全致密的大尺寸微胞结构软磁复合材料。赵占奎等[53]通过放电等离子烧结制备了Fe/Ni0.5Zn0.5Fe2O4(MnO2)块体样品,并研究了氧化剂MnO2对软磁复合材料磁性能和电阻率的影响。实验表明,当MnO2添加量为质量分数0.5%时,制得样品的电阻率与饱和磁化强度分别提高了33.7%和6.9%。这是因为放电等离子烧结对界面氧化还原反应有促进作用,同时MnO2的添加使得界面Fe2+浓度降低,Fe3+浓度升高,这使得软磁复合材料的电阻率得以提升。虽然添加氧化剂(如MnO2)能在一定程度上提高材料的电阻率,但受SPS 放电条件下界面原子扩散的影响,制得复合材料的电阻率还有待进一步提高。
微波烧结[54]是利用微波加热对材料进行致密化的一种技术,通过极性电磁场与物质内的基本单元耦合产生损耗实现微波能向内能转化,能够有效地改善材料微观结构及均匀性,提高材料的性能。Bures 等[55]通过与传统烧结方式对比,研究了微波烧结对FeSi 软磁材料性能的影响规律。结果表明,由微波烧结得到的软磁复合材料在较短时间内可以达到比较理想的致密度。图7 为两种烧结方式下材料的SEM 形貌图,从图中可以看出,微波烧结可以使材料的致密度更高,经微波烧结后的FeSi/Mn0.8Zn0.2Fe2O4样品的磁导率实部数值为38,矫顽力为424 A/m,磁损耗为57 W/kg。微波烧结具有高效的节能性能,能够提高材料的致密度,在快速升温的条件下提高软磁复合材料的磁性能,但是微波烧结技术所需设备复杂,成本较高,目前仅在实验室条件下使用。
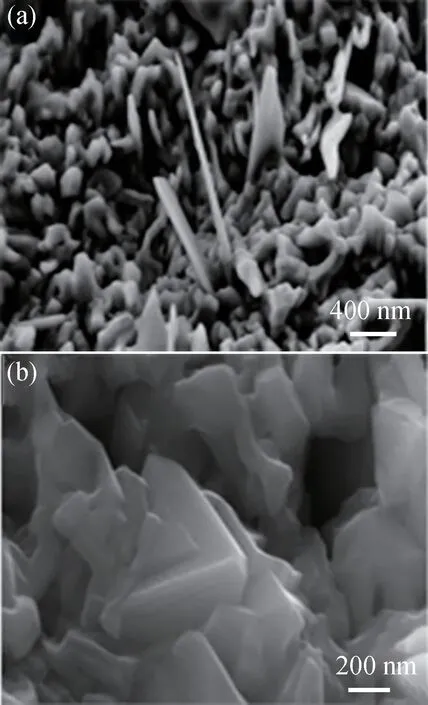
图7 (a)传统烧结的FeSi/Mn0.8Zn0.2Fe2O4(800 ℃,60 min);(b)微波烧结FeSi/Mn0.8Zn0.2Fe2O4(800 ℃,15 min)[55]Fig.7 (a)Conventional sintered FeSi/Mn0.8Zn0.2Fe2O4(800 ℃,60 min),(b) Microwave sintered FeSi/Mn0.8Zn0.2Fe2O4(800 ℃,15 min)[55]
传统的冷压成形技术对塑性变形好的纯铁粉末较为适宜,但非晶和纳米晶磁粉芯的粉末具有粒径小、硬度高的特点,不易模压成型,难以获得高的压坯密度。随着成形技术的进步,粉末注射成形技术、放电等离子烧结技术、微波烧结技术、激光烧结技术等开始在软磁复合材料制备中使用,但是这些制备技术成本较高限制了其大规模的应用。另外,软磁复合材料的结构大多为核壳结构,成形时如何控制绝缘层的完整性和均匀性,如何确保材料具有最小的孔隙率和高的压制密度且不破坏绝缘包覆层,如何调控复合材料的微观结构(粉末基体/包覆层界面结构、孔洞间隙的分布等)以优化软磁性能,这些方面的问题还有待进一步研究。
3 热处理工艺
软磁复合材料压制成形后,由于内应力增大,会产生钉扎点,磁畴运动受阻,磁导率降低,同时矫顽力增大,导致磁滞损耗增加。而通过热处理可以有效地消除内应力,同时还能提高材料的机械性能。一般而言,软磁复合材料的磁性能与热处理温度、时间和气氛等有关,其中热处理温度的作用最明显,随着热处理温度的升高,内应力释放就会越完全,磁导率也就越大[56],但是过高的温度会破坏绝缘层,使得涡流损耗的程度加剧[57],品质因数也随之降低。常用的热处理包括常规热处理、磁场热处理。
3.1 常规热处理
热处理可以释放软磁复合材料压制产生的内应力,减少畸变和位错密度,因此可以增大磁导率,降低磁损耗[58]。Yao 等[59]通过溶胶-凝胶方式制备了FeNiMo@Al2O3软磁复合材料,研究了不同的热处理温度对材料磁性能的影响。研究表明,样品的磁导率在10~500 kHz 的频率范围内非常稳定,随热处理温度的增加,损耗先减小后增大,在1100 ℃时达到最小值,在该温度下磁导率和磁损耗分别为87.61 和321.78 mW/cm3(50 kHz,100 mT)。Li 等[60]研究了热处理时间对磷化处理的雾化铁粉软磁复合材料磁性能的影响。结果表明,加热到500 ℃保温30 min 后,有效磁导率为350,在频率为1 kHz、磁化场强度为1 T 条件下磁损耗仅为145 W/kg,继续增加热处理时间,磁导率增长不显著,说明延长热处理时间对提高磁导率效果不明显。作者所在团队[61]研究了热处理温度对Fe-SiO2软磁复合材料磁性能的影响,不同热处理温度下磁导率实部和磁损耗随频率变化情况如图8 所示,从图中可以看出,经500 ℃热处理后,相比未处理的样品,磁导率实部提高了37.5%,其值在测试频率范围内稳定在110 以上,而磁损耗在700 ℃热处理后明显增大。综上分析,在进行热处理时温度不宜过高,对于一般包覆材料,如SiO2、磷酸盐等,热处理温度最高不宜超过700 ℃,这是因为高温下会破坏绝缘包覆层,降低软磁复合材料的综合性能。在进行常规去应力热处理的过程中,针对不同的材料需要选择合适的温度,以优化材料的磁性能。
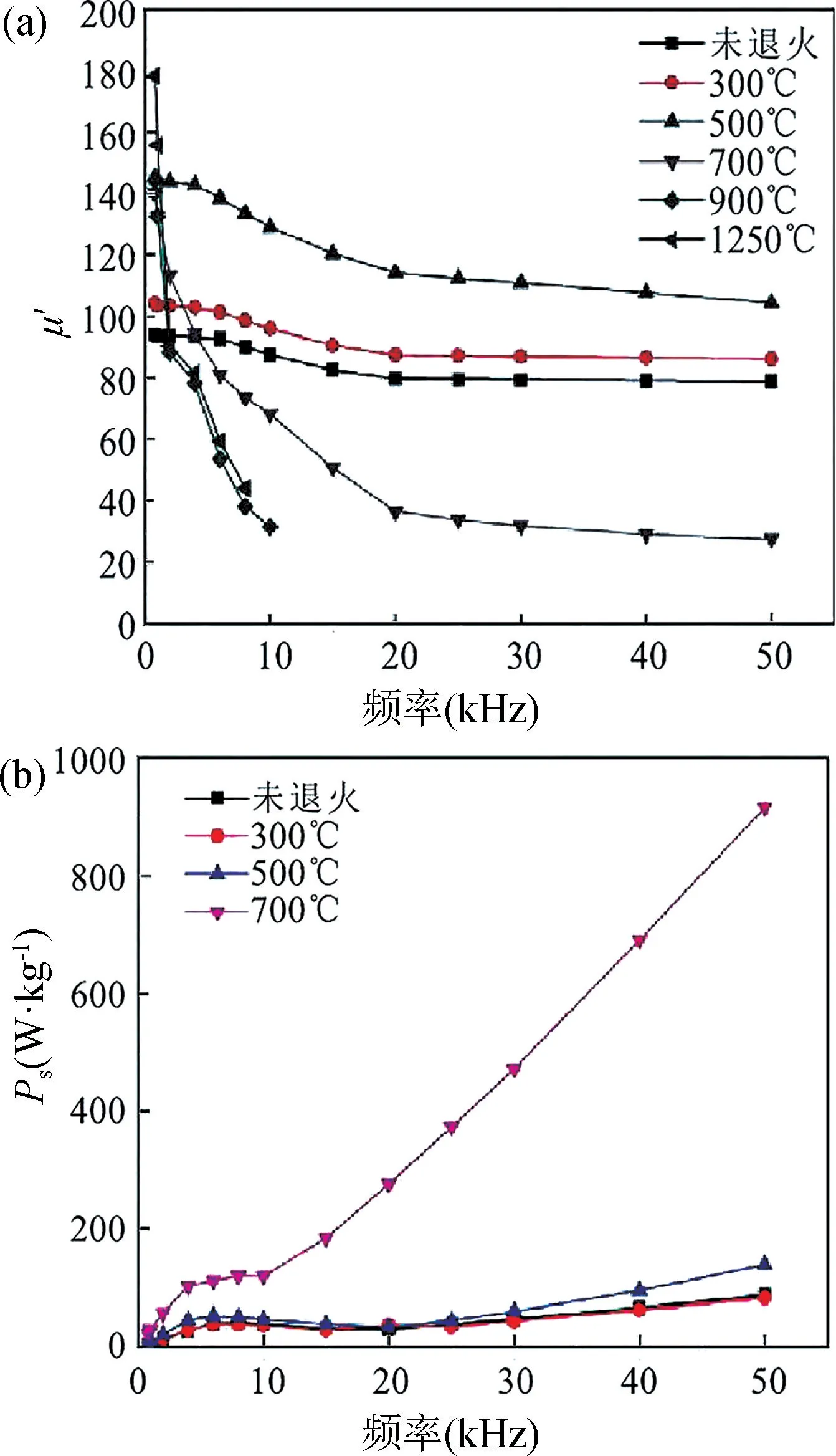
图8 热处理温度对SMCs 样品磁导率实部值(a)和损耗(b)的影响[61]Fig.8 The effect of heat treatment temperature on the(a) real value of permeability and (b) loss of SMCs samples[61]
3.2 磁场热处理
磁场热处理可以提高材料的磁有序度,从而提高材料的磁导率,降低矫顽力。磁场热处理可以细分为纵向、横向以及旋转磁场处理。三种磁场热处理方式都能有效地降低矫顽力,其中,横向、纵向磁场热处理能够诱导磁性材料的磁各向异性,横向磁场热处理可以使某些软磁材料(如非晶软磁材料)的磁导率在一定磁场强度和频率范围内保持稳定,同时可以降低矫顽力和磁损耗,纵向磁场热处理能够得到高的最大磁导率和矩形比的材料;旋转磁场热处理则抑制感生各向异性的产生,与横向磁场处理相比,可以获得较高的相对磁导率[62]。Dong 等[63-64]研究了不同温度横向磁场热处理、纵向磁场热处理对Fe78Si9B13非晶粉末磁粉芯磁性能的影响。结果表明,在横向磁场强度为0.5 T、热处理温度为400 ℃条件下,当频率为100 kHz 时磁导率最高为85,与常规热处理相比,软磁复合材料的磁导率提高了5%左右,磁损耗降低了10%左右。这是由于材料磁畴结构的变化导致的,之后随温度升高磁导率会下降,出现这种现象的原因可能是温度的升高导致材料产生新的相,从而影响到磁性能。在纵向磁场强度为2388 A/m、热处理温度为400 ℃时,磁粉芯的有效磁导率为66,磁损耗比常规热处理时低,其值范围为90~180 W/kg(50 mT,100 kHz)。周国华等[65]在进行磁场热处理时发现磁场强度会对软磁复合材料磁性能造成一定的影响,矫顽力以及磁滞损耗随热处理磁场强度先减小后增大,在磁场强度为100 mT 时均达到最小值,这是因为磁场热处理使得畴壁方向和磁场方向一致,增大磁场强度导致磁畴结构趋于简单化,剩余磁感应强度降低,但是进一步增大磁场强度会改变磁畴分布,造成磁致伸缩系数增大。因此在对磁性材料进行磁场热处理时,需要选择合适的工艺参数,这样可以使材料获得较低的矫顽力和较大的磁导率。与常规热处理相比,经磁场热处理后的材料脆性较低,对于横向磁场热处理与纵向磁场热处理,可以根据对材料性能要求的不同进行合理选择。
4 结束语
随着信息通讯行业的飞速发展以及电子元器件趋向微型化与高频化,对软磁复合材料提出高频、高磁导率和低损耗的要求。本文分别从绝缘包覆、成形技术与烧结和热处理三个方面介绍了软磁材料发展情况以及改善性能的方法,绝缘包覆将重点围绕降低材料的磁损耗方面展开,侧重于开发耐高温、高电阻率的包覆材料,新型成形技术的引入,能够有效提高材料的致密性,提升材料的磁感应强度,而选取合适的热处理方式不仅能够消除内应力带来的影响,还能改善材料的磁导率与绝缘性能。基于此,对软磁复合材料今后的研究热点作了以下几个方面的预测:(1)开发新型耐高温的绝缘包覆材料及包覆技术,尽量降低颗粒团聚现象的出现,选择合适的包覆剂含量,以有效地提高材料的电阻率,降低涡流损耗;(2)开发成形和烧结新工艺,提升软磁复合材料致密化程度,平衡好电阻率、机械强度和磁性能之间的关系;(3)鉴于软磁复合材料的结构复杂,微观结构对软磁性能影响具有多样性和复杂性,对微观结构、磁性能和制备工艺参数之间相互关系的研究还需进一步深入,通过建立和不断完善理论模型,指导新型复合材料及工艺的开发,缩短研发周期。
猜你喜欢
矿冶(2022年2期)2022-04-19
防爆电机(2021年3期)2021-07-21
课程教育研究(2021年23期)2021-04-13
商品与质量(2020年43期)2020-11-27
发明与创新·小学生(2019年11期)2019-08-11
军事文摘·科学少年(2017年4期)2017-06-20
科教导刊(2015年35期)2016-01-14
中学科技(2015年6期)2015-08-08
科技与创新(2015年3期)2015-03-31
中国舰船研究(2014年6期)2014-05-14