
半潜式平台钢悬链立管提拉系统拉力测试方案与拉力调节控制的应用
2022-04-09 19:59李杰梁宪超唐勇徐亚玲毕华奇
机电工程技术 2022年2期
关键词:绞车
李杰 梁宪超 唐勇 徐亚玲 毕华奇












摘要:半潜式生产储油平台的SCR提拉系统主要用于提升天然气外输立管、生产立管、MEG立管等共计12根立管。整个系统按方位划分为南模块和北模块,其中南模块主要设备为1台主绞车和2台转向绞车,北模块主要设备为1台链式千斤顶。通过分析比较动、静载两种拉力测试方案,发现相比动载测试方案,静载测试方案风险系数小,且可操作性高,因此确定采用在船体上焊接吊点的静载拉力测试方案。为了保证拉力测试时拉力值不会超出吊耳的极限强度并且拉力值始终处于可控状态,南模块通过调节液压油入口处减压阀的方式严格控制油压,从而控制绞车的输出拉力;而北模块通过调节HPU系统的PSV控制油压,以控制链式千斤顶的输出拉力。通过南北模块拉力实测值和目标值的对比结果发现,南模块和北模块的提拉能力均满足正常荷载要求,并且南模块张力卡环和绞车的load cell相对误差值都小于50-/0,表明拉力值准确度满足要求。北模块拉力值在达到正常荷载的要求后,15 min内数值略微下降,但不超过1%。SCR提拉系统拉力测试按照既定载荷目标值圆满完成,不但充分证明了采用静载拉力测试方案的合理性,而且对保障立管回接有极其深远的意义。
关键词:钢悬链式立管;SCR提拉系统;鏈式千斤顶;绞车;静载拉力测试
中图分类号:TH123
文献标志码:A
文章编号:1009-9492 ( 2022)02-0182-07
0 引言
随着海洋石油行业采油水域深度的不断增加与采油水域的不断延伸,半潜式生产储油平台逐渐脱颖而出,因其集生产、储油、卸油为一体,逐渐成为一种快速、有效、经济的开发海上油气资源不可替代的开发装置。由于开采水域深度大于1 500 m,海管的应力要求极大,故需要利用钢悬链式立管替代常规的平台立管。如今,钢悬链式立管( Steel Catenary Riser,SCR)的优越性逐渐展现出来,成为深水油气资源开发的首选生产立管[1]。与常规的动态软管相比,钢悬链立管可适应的尺寸更大,更有利于深水油气田生产,但其强度和疲劳挑战也更为严峻。钢悬链立管对水深、浮体运动性能均有近乎苛刻的要求[2]。因此,如何有效地设计并利用提拉系统,配合大型吊装船将SCR与浮式生产平台平稳的进行固定联接成为了SCR立管安装的重要节点。
本文通过分析比较动、静载两种拉力测试方案,确定采用静载拉力测试方案以验证提拉系统的最大工作能力。同时为验证立管提拉期间的动态载荷控制能力,设计并验证了拉力调节控制方案。通过此次SCR提拉系统拉力测试的实践,充分证明了采用静载拉力测试方案的合理性,并且对保障立管回接有极其深远的意义,也为后续SCR系统的研究与设计提供了一定的参考。
1 SCR提拉系统概述
1.1 SCR提拉系统的作用及意义
SCR提拉系统是指用来进行立管提升的临时模块,其具有临时性和可移除性。立管回接的基本安装概念是使用重型吊装船(HIV)吊取立管并将其移至半潜式平台的提拉系统[3]。然后平台上的提拉系统将提升立管并将其放置在井口回接位置。
安装完初始立管后,提拉系统将从平台上移除,这将有利于船舶靠泊平台中部位置,从而进行吊装物资等相关作业[4]。根据平台的实际尺寸及设备布置,在平台的南侧和北侧各自确定了一个区域,如图1-3所示,该区域允许用HLV安装、移除临时结构。并且如果未来需要立管维护,系统完全可重新安装。
1.2 SCR提拉系统设备组成及立管组成
1.2.1 立管组成
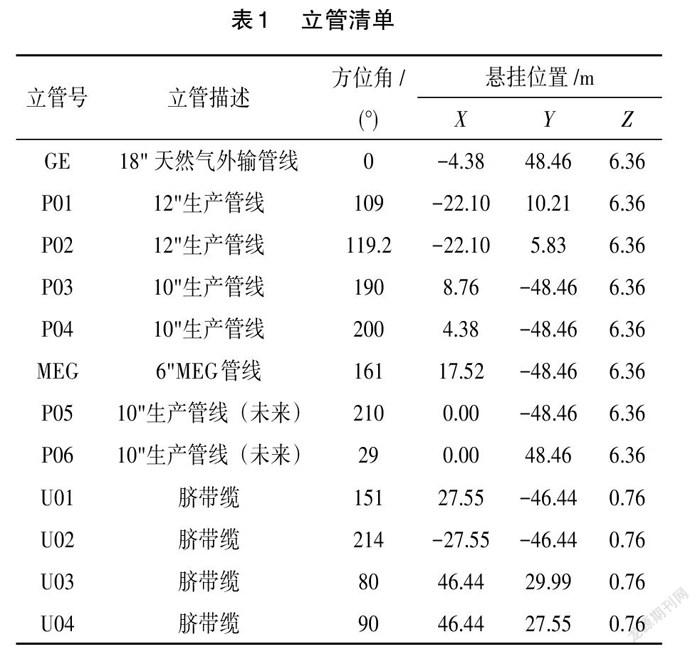
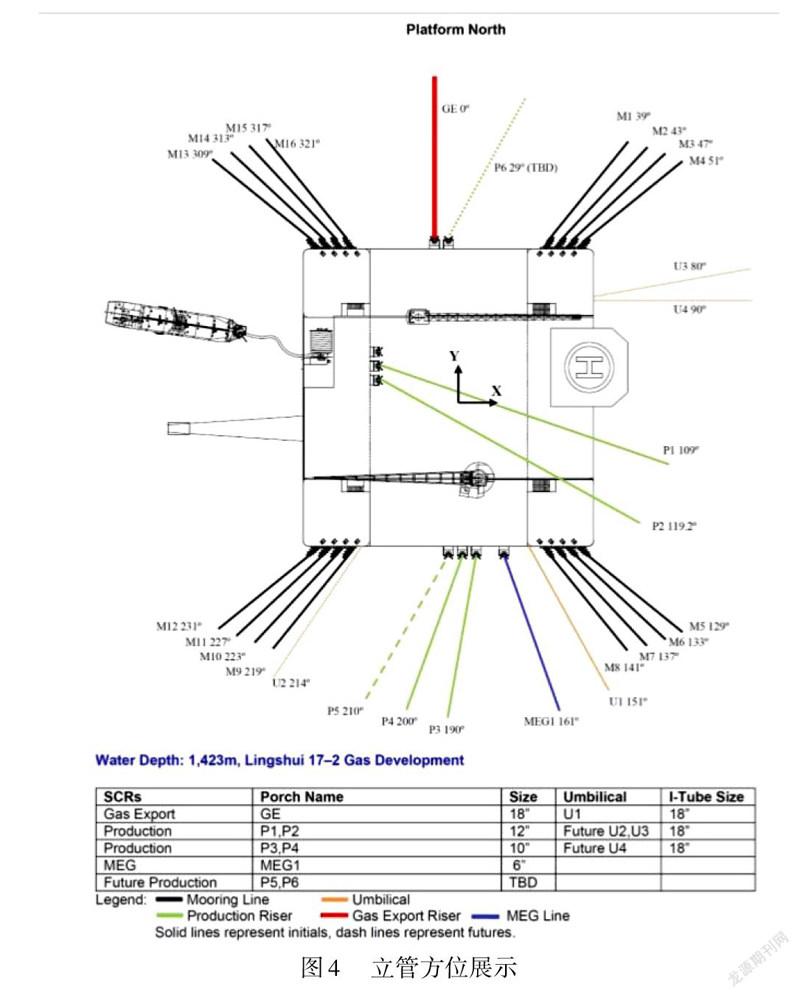
深海一号能源站上立管主要包括1根18”天然气外输立管、2根12”生产立管、2根10”生产立管、1根6”MEC管线、1根18”的脐带缆套管管线,以及未来的2根10”生产立管和3根18”的脐带缆套管管线。具体立管清单如表1所示。
所有的立管中,18”天然气立管是最重的负荷,具有最大的溢流立管重量。并且根据图4所示的立管实际方位,可以确定目前的设计T况为:(1) 18"CE立管拉人的首选方法是通过北侧模块的链式千斤顶(CHAIN JACK的提拉能力远大于绞车);(2)生产立管和MEC立管拉人的首选方法是通过南侧模块的主绞车;(3)在上面两种情况下,都需要用到转向辅助绞车。通过为每个位置布置滑轮改变立管的位置,并施加横向载荷可以将立管移动到位。因此在南模块安装有两个转向绞车,并配套对应的滑轮系统。
1.2.2 提拉系统设备组成
根据模块划分及功能需求,提拉系统主要包括平台北侧的链式千斤顶、平台南侧的主绞车和转向绞车、液压动力单元、设备现场控制台以及配套的滑轮系统,如图5-7所示。主要设备清单如表2所示。
2 拉力测试方案
2.1 SCR提拉模块及设备安装情况
根据项目规划和整体大合拢方案,有以下因素影响设备的安装就位工作:根据评估的大合拢期间的吊装方案,南部和北部的两个临时模块其中一个与泰山吊的吊梁存在干涉,故方案确定为在船体和上部模块大合拢后再安装临时提拉模块。所以,北部的链式千斤顶和南部的提升绞车只能在大合拢之后进行联调工作。
2.2 动、静载方案比选
为了保证南北侧模块的提升能力满足立管提升的要求,必须选择合适的负载进行拉力测试[5-6]。常见的负载试验方式主要有两种,分别是动载试验和静载试验。动载试验主要指采用称重水带或配重块进行负载测试,而静载试验主要是指采用固定吊点进行静态的负载测试。由此在设计初期,主要考虑了两种方案。
(1)方案一
利用设备下方的悬空区域,采用称重水袋的方式进行提拉系统的负载试验。当然此方案存在以下风险:水袋在悬挂时易发生重心偏移,有可能导致晃荡带来的碰撞;索具、水袋的悬挂需要满足需求的大型吊装工具比如吊车。并且此方案存在难点,框架尺寸方面,北部临时模块框架为10 500 mm (E-W)×11 500 mm (N-S)×13 100 mm (Vert);南部临时模块框架为18 050 mm(E-W) x12 300 mm (N-S)×13 100 mm (Vert)。而单个30t称重水袋展开长度能有8m,受悬挂点和框架尺寸大小的影响,无法使用大量的称重水袋,从而无法达到提升系统的工作载荷。
(2)方案二
由于南、北部的模块区域下方为悬空区域,可选择制作满足负载试验所需的调试用工装,将临时工装焊接至南、北部下方的过道上部空间,利用绞车和链式千斤顶的钢丝绳或钢链及其对应的索具,对临时工装进行牵引,以验证提拉系统的负载能力[7-8]。此方案的风险有工装应力计算偏差、焊接后应力承载力下降、过道的结构被拉伸变形等,并且此方案存在以下难点:过道上部结构属于浮体结构,可能并没有合适的地方焊接临时工装。临时工装的承载力可能也无法满足提升绞车的最大安全载荷,只能进行工作负荷的牵引试验。
综合考虑,由于方案二的可操作性较高,并且风险系数比方案一低,确定选择方案二为最终拉力测试方案,在船体porch旁增加临时吊耳进行拉力测试。
2.3 静载拉力测试关键点
为尽量降低静载拉力测试的风险,需严格进行以下准备工作:
(1)评估合适的吊耳焊接位置;
(2)进行准确的吊耳应力计算;
(3)吊耳焊接后进行严格的无损检测;
(4)保证吊耳的拉力承载能力留有一定余量;
(5)确保高强缆、索具以及张力卡環检验合格,无任何损坏。
3 拉力调节控制研究
3.1 拉力调节中的液压控制
SCR提拉系统的拉力测试方案选用立管的正常工作载荷作为测试值,如图8所示,链式千斤顶的最大测试拉力值为531 mT.主绞车的最大拉力测试值为330 mT。鉴于南北侧的吊耳都有其强度极限(南侧两吊耳共400 mT、北侧两吊耳共600 mT),因此务必确保拉力值稳步上升至测试值并且不会突然激增[9]。由于液压油的压力与设备输出拉力直接关联,因此在南北侧模块分别控制其液压系统压力,从而达到限制拉力的效果。
3.1.1 南侧主绞车的液压控制
如图9所示,南侧模块上液压油进口处安装有减压阀,可通过专属工具稳定调节减压阀的设定值。并且在减压阀旁配有取压口,可安装移动式压力表,随时观察系统的液压油压力,从而准确、可控地对压力进行调节。
3.1.2北侧链式千斤顶的液压控制
在北侧链式千斤顶的液压动力系统内配有PSV,通过调节HPU的液压控制系统的输出压力,以调节链式千斤顶的人口液压油压力,从而可以调节链式千斤顶设备的输出拉力。如图10所示,此PSV的调节方法如下:松开调节旋钮的固定螺帽,一边观察压力表的示数,一边使用六角扳手对调节旋钮进行缓慢调节,调节到所需的压力值后,将固定螺帽恢复拧紧状态。
3.2 拉力测试程序
3.2.1 南侧主绞车拉力测试程序
在进行正式拉力测试前需做如下准备工作:
(1)确认拉力测试选择的porch旁的pad eye的尺寸和安装情况与设计图纸一致;
(2)检查pad eye、滑轮组等结构物的焊接无损检验报告;
(3)确认卡环与吊耳、卡环与高强缆的连接,满足载荷试验的要求;
(4)确认主绞车的钢丝绳已完成南侧/西侧Load test前的滑轮穿绳工作;
(5)启动主绞车,将钢丝绳下放至测试吊耳附近,按照索具配扣图进行卡环与吊耳的连接;
(6)连接张力卡环,确认其处于正常T作状态;
(7)选择适合载荷测试的低速模式。
完成上面的所有准备下作后,开始正式的拉力测试程序如下:
(1)以50 mT负载对应的液压油压力,调节设定液压系统减压阀,缓慢提升主绞车直至稳定,并确认张力卡环上显示的载荷值和主绞车设备上的拉力显示值接近(误差值+5%范围内);
(2)缓慢放下主绞车,卸去负载。并按照100 mT-150 mT-200 mT-250mT-300 mT重复上述步骤,每个负载步骤稳定后停止1 min,并确认系统各设备T作正常;
(3)负载为100mT时,手动关闭所有液压马达,利用手动泵,测试南部主绞车的应急释放功能;
(4)以330 mT的负载,调节设定液压系统减压阀,缓慢提升主绞车直至稳定,并确认张力卡环上显示的载荷值和主绞车设备上的拉力显示值接近(误差值+5%范围以内),确认系统各设备工作正常;
(5)当载荷值达到330 mT时,持续10 min,并每隔5 min记录测试数据;
(6)缓慢地提放主绞车,直至载荷显示为0,拆除相应地卡环与钢丝绳;
(7)确认试验后南部模块与上模的连接螺栓无明显变形、损伤,并对南部模块的主要受力结构进行无损检验。
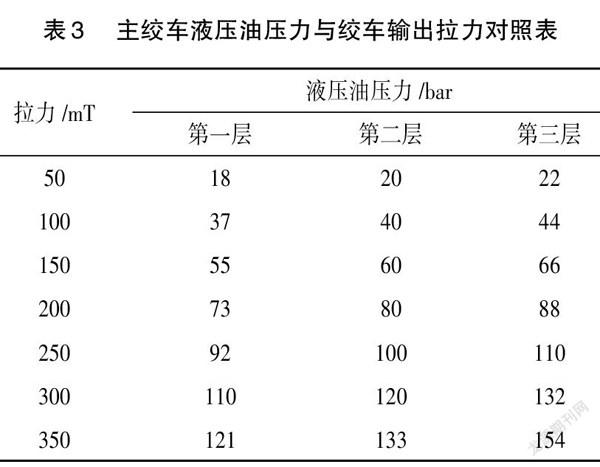
主绞车液压油压力与绞车输出拉力对照表如表3所示。
3.2.2 北侧链式千斤顶拉力测试程序
同样,北侧在进行正式的拉力测试前也要进行相应的准备工作如下:
(1)确认拉力测试选择的porch旁的pad eye的尺寸和安装情况,与设计图纸一致;
(2)检查焊接检验报告和NDT报告;
(3)确认锚机的HPU系统的PSV设定已采用适用于Load test方案的调节方案;
(4)确认卡环与吊耳、卡环与钢丝绳的连接,满足载荷试验的要求;
(5)确认链式千斤顶的锚链已完成北侧Load test的锚链安装工作;
(6)确认北侧模块锚链已完成北侧Load test前的滑轮穿绳工作;
(7)启动链式千斤顶,将锚链缓慢下放至测试吊耳附近,按照索具配扣图进行卡环与吊耳的连接;
(7)连接张力卡环,确认其处于正常工作状态;
(8)选择适合载荷测试的手动模式。
北侧模块的链式千斤顶拉力值的设定方法与南侧有所不同,因为Rocker的角度变化会使得设备输出拉力有所不同。根据锚链、高强缆以及吊耳的布置图,可以预估出531mT的拉力输出时,Rocker所在的角度为23°。根据图11所示的锚机液压油的压力与Rocker angle的曲线图,得出将HPU的PSV设定值设置为170 bar,可以确保输出拉力不大于5 400 kN(约540 mT)。
此外,可根据Rocker所在的角度,分别估算出100 mT、200 mT、300 mT、400 mT、500 mT的液压系统输出压力。并且由于角度会影响设备的输出拉力,因此在鏈式千斤顶提拉时,需密切关注锚链何时开始收紧、收紧时Rocker arm的角度。
确定了不同拉力值与液压值的对应数值后,就可以执行北侧模块的正式测试程序如下:
(1)将液压油压力设定为100 mT的负载对应压力,缓慢提升链式千斤顶直至稳定,并确认张力卡环上显示的载荷值;
(2)缓慢提放链式千斤顶的锚链,卸去负载。并按照100 mT-200 mT-300 mT-400 mT-500 mT重复上述步骤,并确认系统各设备工作正常;
(3)将液压油压力设定为531 mT的负载对应压力,缓慢提升链式千斤顶直至稳定,确认张力卡环上显示的载荷值,与531 mT误差范围值+10%;
(4)当载荷值达到53lmT+10%时,持续10 min,并每隔5 min记录测试数据;
(5)缓慢地提放链式千斤顶,直至载荷显示为0,拆除相应地卡环与钢丝绳;
(6)确认试验后北部模块与上模的连接螺栓无明显变形、损伤,并对北部模块的受力主结构(包含RockerPawl)进行无损检验。
4 测试结果分析
4.1 南侧主绞车拉力测试结果分析
南侧主绞车拉力测试结果的准确性与拉力值测量显示装置的准确度息息相关,因此采用张力卡环与绞车白带的load cel对比互校的方式进行最终拉力值的判定分析[10-11]。其中与索具连接的张力卡环为经过标定的450 mT张力计,具有无线数据远传功能如图12所示。主绞车的load cell安装在主绞车下方的Fairlead上,同样具有数据远传功能,可直接在操作台旁的显示屏幕上进行读取拉力数值,如图13所示。
如图14所示,按照拉力测试程序依次对既定目标拉力值进行测试读取,可以看出张力卡环读取值和绞车load cell读取值都非常贴近于目标值,说明液压油压力控制到位,并且绞车拉伸操作平稳。另外,统计不同拉力目标值下的张力卡环和绞车load cell的相对误差值如图15所示,发现相对误差均处于5%误差线以下,充分说明了两者皆有较高的准确度,保证拉力测试结果的合理性。
4.2 北侧链式千斤顶拉力测试结果分析
北侧模块的链式千斤顶拉力指示方式与南侧模块绞车有些不同,由于链式千斤顶的load cell位于止链器上,要获取稳定拉力值需要钢链坐在止链器上,而拉力测试时受力点是pawl上,此时止链器是打开状态,因此止链器的load cell在测试中无法应用。所以在链式千斤顶的拉力测试过程中提供拉力值指示的只有经过标定的700 mT张力卡环。由于没有可以对比的数值,因此在拉力测试中,调节液压动力单元PSV的人员和观察张力卡环远程指示值的人员要保持流畅及时的通讯,防止拉力值超出预定值太多[12-13]。
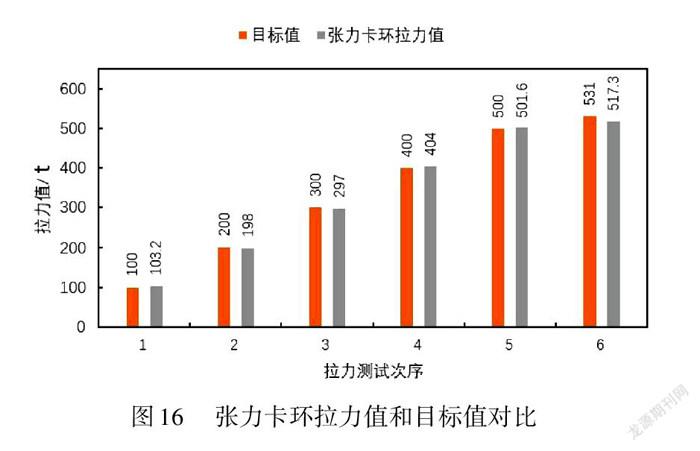
按照拉力测试程序统计后的张力卡环拉力值如图16所示,可以看出所有数值都与既定目标拉力值偏差较小,说明执行过程良好,液压油压力和设备输出拉力始终处于可控状态。另外,当张力卡环拉力值达到设备要求的正常荷载值后,停止加力,并开始计时,每3 min记录一次数据,如图17所示,以此测试分析设备的拉力保持性能。可以看出,整个过程中拉力值是轻微减小的,最终在15 min的时候拉力值降低了不到1%,说明拉力保持效果良好。5结束语
SCR提拉系统是半潜式生产平台非常关键的系统,其决定着半潜式生产储油平台的生产工艺管线能否顺利完成回接并投入生产。该系统需充分利用液压系统、动力传导系统以及大型吊装船舶进行配合,并需充分考虑拉力调节的方式。本文对不同的SCR提拉系统拉力测试方案进行了阐述和对比,并在该半潜式平台的实际建造和调试的过程中,验证静态拉力测试方案是成功的,同时也为后续的深水半潜式平台SCR系统提拉系统的设计提供一定的参考。
参考文献:
[1]李艳,李欣,罗勇,等.深水钢悬链立管(SCR)的设计与研究进展[J].中国海洋平台,2013,28(2):7-13.
[2]朱海山,李达.陵水17-2气田”深海一号”能源站总体设计及关键技术研究[J].中国海上油气,2021,33(3).
[3]李华,梁稷,张雪琴,等.海上平台立管安装新方法[J].油气储运,2018.37(9):1066-1071.
[4]刘振东.浮式海洋平台柔性构件动力分析[D].哈尔滨:哈尔滨工程大学。2017.
[5]刘恕平,张栋,基于WORKBENCH对海洋平台海管立管保护架的应力分析[J].石油和化工设备,2016,19(10):22-24.
[6]郭超.参数激励下海洋立管的动力特性研究[D].兰州:兰州理工大学。2014.
[7]李大全,柯吕雄,深水立管支撑结构与海上安装新技术探讨[J].工业建筑,2013,43(S1):768-771.
[8] Nguyen Tan C.AI-Safran Eissa. Marine riser failure analysis foroffshore conventional drilling and managed pressure drilling op-erations[J]. Joumal of Petroleum Science and Engineering,2021(199).
[9] Srinivasan Chandrasekaran,S Hari. Murugaiyan Amirthalingam.Wire arc additive manufacturing of functionally graded materialfor marine risers[J]. Materials Science& Engineering A,2020,792(C).
[10]王龙庭,吴耀男,畅元江,等.浅海大口径海洋立管安装及受力分析[J].中国海洋平台,2019,34(6):94-98.
[11]王友义,基于ABAQUS的海洋立管强度分析[J].化工设计通讯,2016,42(5):148.
[12]吴天龙.海洋立管相互碰撞问题研究[D].兰州:兰州理工大学。2014.
[13]刘碧涛.内孤立波与深海立管相互作用数值模拟研究[D].上海:上海交通大学,2011.
猜你喜欢
山东工业技术(2017年22期)2017-11-20
科技创新与应用(2017年33期)2017-11-16
科技资讯(2017年6期)2017-04-26
科技与企业(2015年18期)2015-10-21
物联网技术(2014年10期)2014-10-30
中小企业管理与科技·下旬刊(2009年7期)2009-09-18
