浅谈球形储罐非线性凹坑补焊熔池流动数值模拟
2022-04-20 08:52周世杰段瑞苏哲李雪峥
中国设备工程 2022年7期
周世杰,段瑞,苏哲,李雪峥
(1.天津市特种设备监督检验技术研究院;2.国家市场监管重点实验室(特种设备数字孪生共性技术),天津 300060)
1 前言
在球形储罐的定期检验过程中,裂纹往往都不是直线的,会出现各种各样的形貌,如树枝状、放射状等。为避免在消除裂纹时,产生过大的凹坑,常对裂纹进行精细化消除,形成小的凹坑,圆滑过渡后,设备损伤小,不会造成结构不连续,凹坑处峰值应力小,应力集中小。鉴于球形储罐焊接裂纹产生的形貌复杂性、非线性凹坑补焊的困难性,研究球形储罐非线性凹坑补焊的温度梯度、熔池流速,对于实现裂纹精细化消除,优化非线性凹坑补焊很有必要。
目前,研究在用球形储罐非线性凹坑补焊温度场的文章较少,分析焊接路径对熔池影响的研究也较少。天津市特种设备监督检验技术研究院的纪东生分析过非线性裂纹补焊的温度场,但并未将数值模拟应用于球形储罐,并未考虑熔池内部涡流流动状态。
鉴于此,本文针对球形储罐窄而深的非线性凹坑补焊过程,建立正弦修正双椭球体热源模型,定量分析焊接路径对球形储罐非线性凹坑补焊过程温度梯度、熔池流速、熔池顶部表面积的影响。
2 非线性模型与焊接工艺
为尽可能增强数据的说服力,本文将非线性焊接路径复杂化为正弦曲线的形貌,并做了以下假设:球形储罐的容积400m³,名义厚度为16mm,打磨后凹坑宽度3.2mm,深度5.4mm,凹坑路径为一个正弦周期。球形储罐球壳板之间可近似为无限大板,焊接面近似为平面,焊接位置位于下极板平焊位,重力方向位于负Y方向,凹坑起点位于原点处,如图1所示。
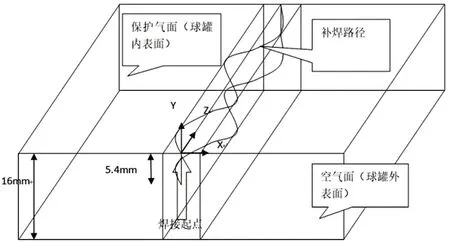
图1 球形储罐凹坑补焊几何模型
研究中考虑到小而深的凹坑,会出现很大的峰值应力,同时,其他球壳板对凹坑存在很大的拘束应力,因此,采用线能量小,热量输出少,热影响区小,温度梯度小的细丝TIG焊接方法进行补焊,工艺参数如表1所示。

表1 TIG补焊工艺参数
3 数学模型
3.1 正弦修正双椭热源模型
模拟过程中的非线性路径是通过焊接热源的水平方向移动和垂直方向摆动实现的,热源方程是双椭球热源函数与正弦函数拟合得到,模型表达式为:
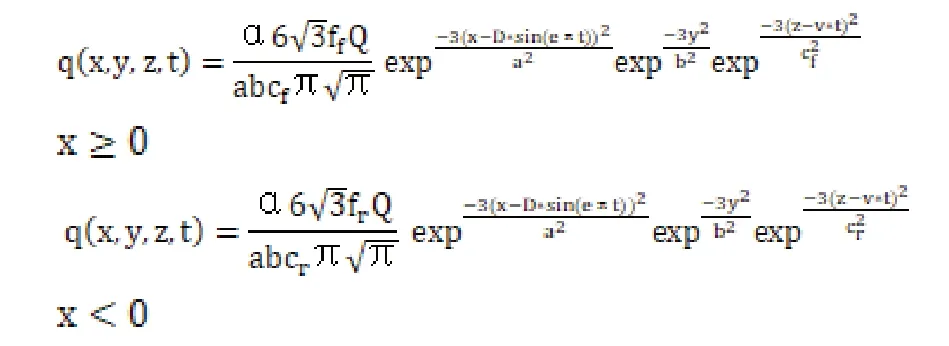
其中,α是有效热量吸收系数;D是热源垂直方向振幅;e是热源垂直摆动频率的1/2;t是热源移动时间,热源模型中熔池形状参数a、b、cf、cr是根据文献[5]中的经验公式算出。
3.2 模拟假设及边界条件
实现熔池流体流动模拟是在以下假设的前提下进行的:(1)熔池内部液体为牛顿、不可压缩流体;(2)熔池内部流体的流动为层流;(3)熔池的表面是平坦的;(4)工件的初始温度是300K。(5)材料密度使用Boussinesq假设。(6)工件各表面对流、辐射热量损失:

(7)在熔池自由表面上表面张力和切应力相平衡:

(8)z方向中心对称面的热和流动边界条件:
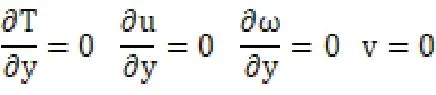
(9)保护气面是混合壁面,气体流量10L/min;空气面是混合壁面;恒温面是恒温壁面,温度为300K;所有面的速度边界条件为静止的边界条件,如图1所示。
4 模拟结果与分析
本研究利用FLUENT的层流模型模拟非线性凹坑补焊过程,定量分析焊接路径对球形储罐非线性凹坑补焊过程温度梯度、熔池流速、熔池顶部表面积的影响,细化区域网格尺寸为0.3×0.3×0.5mm,T表示正弦曲线周期(本文的焊接准稳态周期为2T/4~6T/4)。
4.1 准稳态周期内熔池温度场
图2中显示,焊接开始阶段焊丝瞬时获得较高的热输入,温度迅速升高,直到进入2T/4周期时,焊接过程进入准稳态周期。在准稳态焊接周期内,温度梯度趋于稳定,最小温度梯度为10K,最大温度梯度为30K,总体呈现“减小-增大”的“波浪形”变化趋势,表明补焊过程进入准稳态后,焊接路径变化对温度梯度影响范围10~30K。
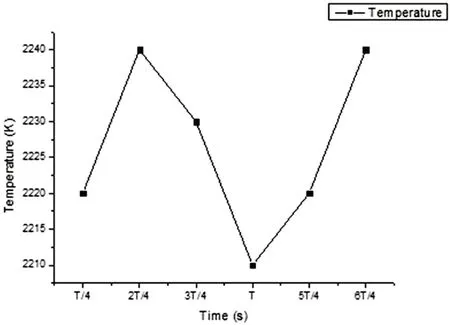
图2 准稳态周期熔池温度场的变化
4.2 准稳态周期内熔池流场
图3中显示,从焊接开始到准稳态熔池流速的变化。焊接开始时,工件瞬时获得较高的线能量,表面金属熔化,熔池开始形成,熔池在较强的驱动力作用下,具有最高的流速达0.354m/s。随焊接过程趋于准稳态,熔池流速降低至0.288m/s,从此点开始熔池进入正弦路径准稳态焊接周期。图4中准稳态焊接周期的熔池流速趋于稳定,最小流速差0.007m/s,最大流速差0.037m/s,总体呈现出“减小-增大”的“波浪形”变化趋势,表现出与温度场相似的变化趋势,且温度越高,流速越大,整个准稳态过程中熔池流动速率平均值为0.276m/s;表明焊接路径对熔池流速的影响范围0.07~0.037m/s,熔池流速的变化处于cm/s的数量级,熔池流速与温度表现出正相关特性。
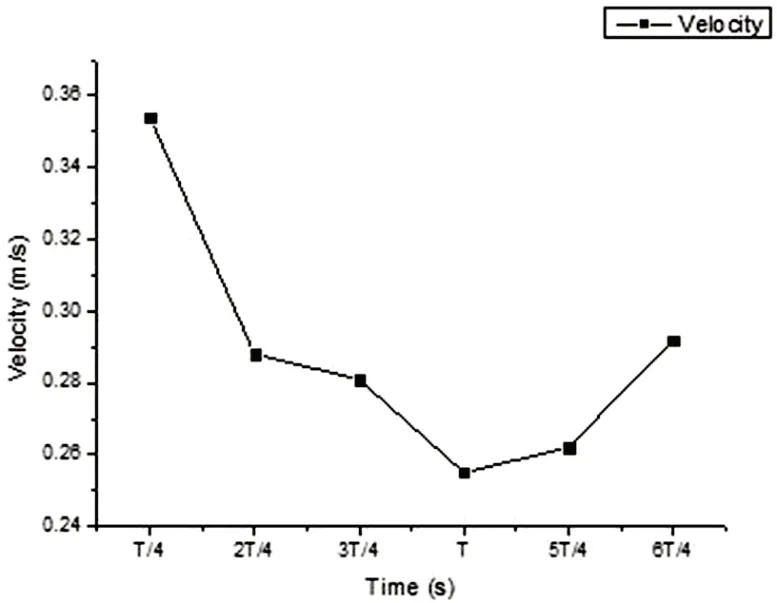
图3 准稳态周期熔池流速的变化
4.3 准稳态周期内熔池顶部表面积
图4中显示,从焊接开始到准稳态容器顶部表面积的变化。进入准稳态后,熔池在温度、流速和表面张力的作用下,会出现不同的形状,造成熔池顶部表面积不同,最大熔池表面积为17.9mm2。焊接过程进入准稳态后,熔池表面积的变化不大,最小表面积差0.4mm2,最大表面积差1.9mm2,总体呈现出“减小-增大”的“波浪形”变化趋势。表明焊接路径对熔池顶部表面积的影响范围0.4~1.9mm2,熔池顶部表面积的变化处于mm2的数量级,熔池顶部表面积与温度表现出正相关性质。
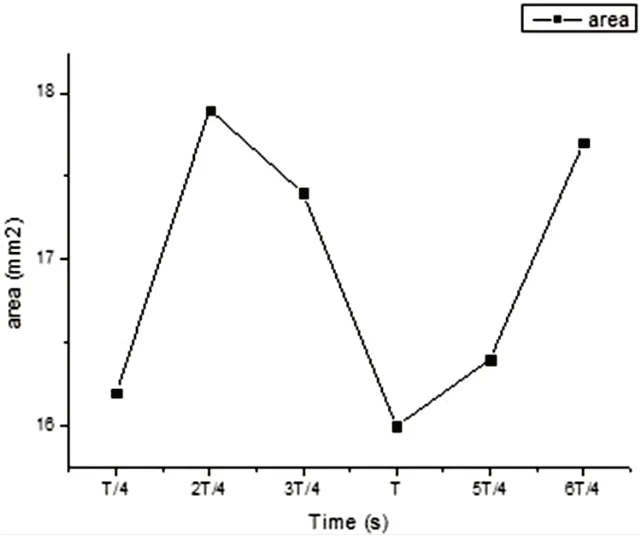
图4 准稳态周期熔池顶部表面积的变化
5 结语
球形储罐非线性凹坑补焊过程进入准稳态后,焊接路径对温度场、流场、熔池表面积有以下影响:(1)焊接路径对温度梯度影响范围10~30K;(2)焊接路径对熔池流速的影响范围0.07~0.037m/s,熔池流速的变化处于cm/s的数量级,熔池流速与温度表现出正相关特性;(3)焊接路径对熔池顶部表面积的影响范围0.4~1.9mm2,熔池顶部表面积的变化处于mm2的数量级,熔池顶部表面积与温度表现出正相关特性。
猜你喜欢
铁道建筑技术(2022年6期)2022-07-13
中国应急管理科学(2022年2期)2022-05-23
哈尔滨轴承(2022年1期)2022-05-23
世界有色金属(2020年7期)2020-07-20
天津大学学报(自然科学与工程技术版)(2020年5期)2020-04-27
现代园艺(2020年7期)2020-04-22
当代化工(2019年11期)2019-02-04
电子制作(2018年23期)2018-12-26
电子制作(2018年18期)2018-11-14