
自动控制苇编机研究与开发
2022-04-26 04:41保定职业技术学院机电工程系高韶坤艾建军
河北农机 2022年4期
保定职业技术学院机电工程系 高韶坤 艾建军
引言
目前苇编多采用人工方式或简单机械加工,生产效率较低,且质量水平参差不齐,为了提高苇帘的编织效率和质量,方便苇农操作,根据相关苇帘编织工艺要求和农业机械设计标准设计了一款自动控制苇编机,并对其进行了试验研究[1]。
1 自动控制苇编机结构与工作原理
1.1 整机结构
该机器共有三套机械装置和一套控制系统组成:送料机构、编织机构、卷帘装置以及PLC控制部分。在CAXA实体设计环境中对自动控制苇编机进行三维建模,如图1所示。送料机构采用传送带传送芦苇秆,编织机构将苇帘编好后由卷帘机构通过旋转运动进行收集。机器的工作过程通过控制面板实现人机交互,根据实际加工情况在面板设置苇帘厚度,控制系统据此计算电机转速并驱动电机,人机交互更加方便,提高了设备的自动化程度[2]。
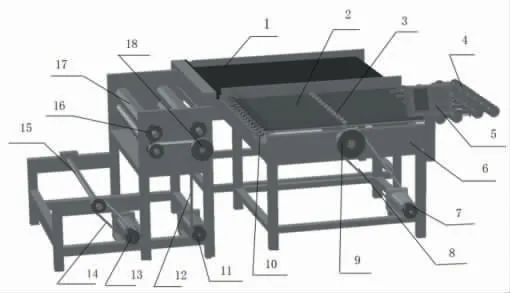
图1 自动控制苇编机总体结构示意图
1.2 工作原理
采用双线旋转的编织方法,原理见图2。两根编织线从旋转器的出线孔1伸出,然后被2、6两个分线孔分开,与前面锁扣形成一个封闭的编织环,芦苇秆穿过编织环,旋转器旋转180°,便编织好了一根芦苇秆,重复动作以此类推,编织好的芦苇受到卷帘装置的拉力向前运动,苇帘编织持续进行。
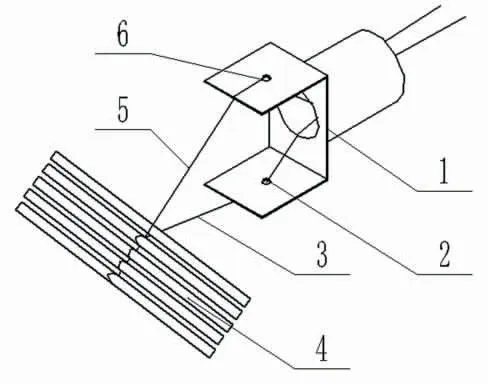
图2 双线旋转编织原理
1.3 关键部件
旋转轴组件作为编织机构的关键,结构如图3所示,由旋转器,旋转线轴,线轴三部分通过螺纹连接组成,旋转线轴两端通过螺纹链接分别与旋转器和线轴连接在一起。
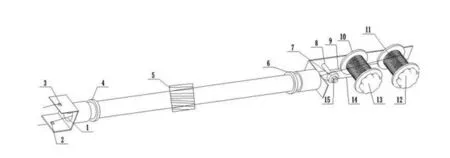
图3 旋转轴组件
2 传动系统设计
2.1 编织机器传动系统设计
传动系统主要为旋转轴旋转提供动力,并根据工作需要调节旋转轴的转速,如图4所示。为了保证编织机工作的稳定性,编织机传动系统的第一级传动采用带传动,电动机通过窄V带将动力传递给将6个蜗杆串联在一起的蜗杆轴,再通过蜗轮蜗杆传动将运动传递到6个旋转轴。旋转轴的开启与调速由PLC控制电机变频调速实现[3]。
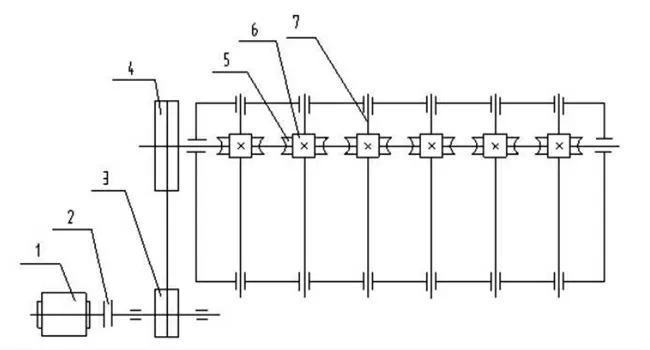
图4 编织机传动系统图
2.2 卷帘拉帘部分传动系统设计
编织需要一个向前的力,才能持续进行编织,而编好的苇帘也需要卷起,所以编织机配有拉帘卷帘装置。卷帘传动采用一级带传动,拉帘部分传动系统设计如图5所示。

图5 拉帘传动系统图
2.3 电机转速计算
拉帘卷帘装置提供向前的力,使编织持续进行,拉帘示意图见图6,由两根橡胶卷棍通过摩擦力拉动苇帘前进。常见芦苇秆长1~2.5m,直径3~10mm。制作苇帘时选取长1.5m,直径5mm左右的苇秆,设定编织机的工作效率为V=120~180m/h。按照编织原理,选取功率为1.1KW的步进电机,根据苇秆直径计算电机转速。
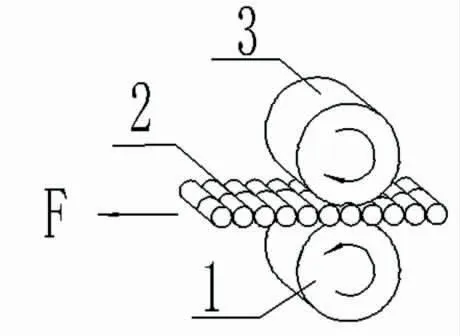
图6 拉帘示意图

μ——摩擦系数(取μ=0.8);N——压紧力(N);
卷帘速度kV=dn蜗杆K

d——苇秆直径(cm);n蜗杆——蜗杆转速(r/min);k---间隙系数(取k=1.1~1.2)。
蜗杆的转速
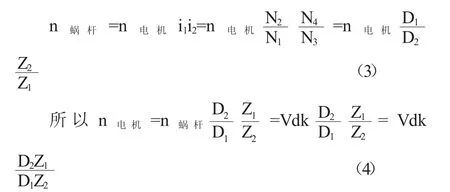
n电机——电机转速(r/min)
i1——带传动传动比
i2——蜗轮蜗杆传动比
N2——大带轮转速(r/min)
N1——小带轮转速(r/min)
N4——蜗杆转速(r/min)
N3——蜗轮转速(r/min)
D1——小带轮直径(cm)
D2——大带轮直径(cm)
Z1——蜗杆头数
Z2——蜗轮齿数
可见电机的转速与苇秆直径有关,将实际编织用的苇秆直径带入公式,即可得出相应的电机转速。
3 PLC控制系统设计
控制电机变频调速系统由Siemens S7-200 PLC、FR-D740-0.75K变频器、三菱GT1000系列触摸屏、电机及电机测速系统等构成。可以提高调速系统的实用性和灵活性,操作简便、直观[4]。对PLC的I/O端子进行分配,分配如表1所示。

表1 PLC的I/O分配表
电机运行工作时序部分梯形图程序如图7所示。
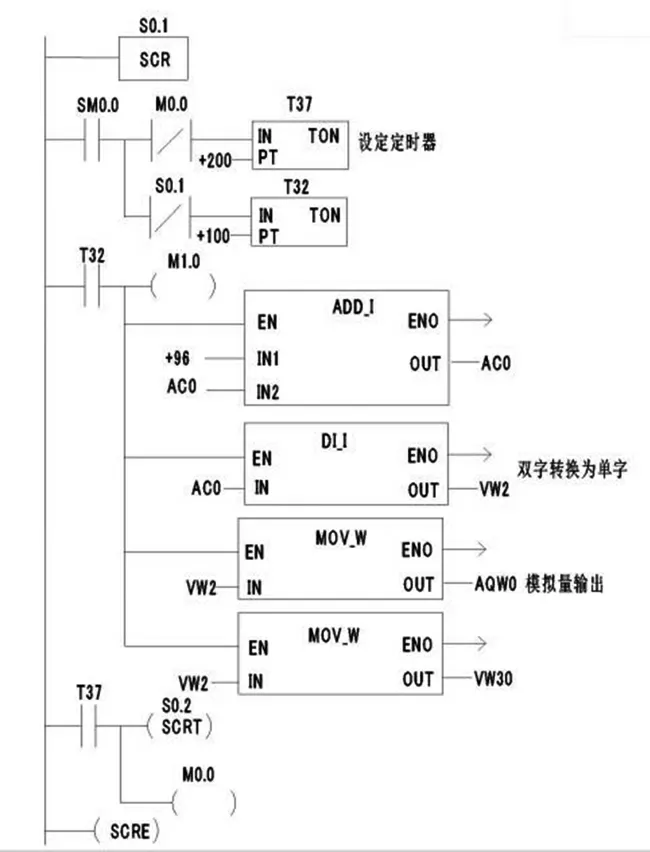
图7 电机变频调速控制系统部分梯形图
4 试验情况及效果
苇帘编织装置和卷帘装置是苇编机的主要工作部件,编织效果和卷帘速度是整机的工作性能的重要指标。为此,通过对自动控制苇编机的性能试验,研究机器运动参数对苇编机作业的影响,并分析实验结果[5]。
4.1 试验目的
农业机械装备研发的重要一环是通过生产作业验证机械的工作性能。本研究针对自动控制苇编机的设计和结构性能参数,对影响编织效果和编织厚度的重要因素进行实验,对编织的松紧度和厚度进行检验,为后续优化样机提供参数依据[6]。
4.2 编织试验
以不同直径的苇秆进行编织试验,编织绳用鱼网线,主要测定编织效果和编织速度,试验数据见表2。

表2 试验测试数据
试验数据主要分析两个方面:
(1)芦苇帘的编织要求紧密,不能松散,编织绳要紧紧地勒住芦苇秆,不能从一头用手轻松拽出苇秆,经线要均匀,经过试验,编织的苇帘不跳线、不跑偏、厚薄均匀,质量良好。
(2)编织速度快,生产效率高,能根据芦苇秆直径和送料的速度调节电机转速。分别选用了平均直径为3mm,5mm,8mm的苇秆和厚度为20mm的稻草做了四次编织试验,相应的电机转速分别调节为1300r/min,1000r/min,700r/min,300r/min,编 织 速 度 为120m/h,150m/h,170m/h,165m/h,符合设计预期,不仅满足了使用要求,还提高了生产效率。
5 结论
既能生产厚度3~8mm的装饰用苇帘,也能生产厚度20mm的大棚用保温草帘,该机采用独特的传动机构,配套动力1.1kW电机,正常工作每小时可生产130~180m苇帘(根据苇帘的厚薄),长短可以任意调节,具有结构简单、不跳线、不跑偏、不伸长和厚薄均匀等特点。可以提高以芦苇为原料的草编业的工作效率,提高芦苇的利用率,保证芦苇编织产品的质量。
猜你喜欢
中国造纸(2022年8期)2022-11-24
汽车实用技术(2022年20期)2022-11-02
青少年科技博览(中学版)(2022年1期)2022-03-28
一重技术(2021年5期)2022-01-18
汽车工艺师(2021年7期)2021-07-30
科技与创新(2020年7期)2020-04-26
电子制作(2018年10期)2018-08-04
校园英语·中旬(2016年4期)2016-05-14
中国新技术新产品(2015年24期)2015-07-19
对联(2013年22期)2013-11-14
