包装工艺参数对卷烟小盒密封度的影响
2022-05-06 08:31朱波关欣毕思强郭亮蒙建宝韩帅洪龙先
湖南文理学院学报(自然科学版) 2022年2期
朱波,关欣,毕思强,郭亮,蒙建宝,韩帅,洪龙先
(1.山东中烟工业有限责任公司 青岛卷烟厂,山东 青岛,266000;2.山东中烟工业有限责任公司 青州卷烟厂,山东 青州,262500;3.广西中烟工业有限责任公司 南宁卷烟厂,广西 南宁,530000;4.广东中烟工业有限责任公司 湛江卷烟厂,广东 湛江,524000)
小盒密封性能的好坏直接影响卷烟的质量,良好的密封性不仅可以有效防止卷烟长时间储存时烟支香味的损失,还可以减少外界温湿度对烟支含水率的影响,减小烟支霉变发生的风险,延长卷烟的保存时间[1-3]。闪红光[4]等研究发现卷烟小盒密封度对其水分变化的影响与环境条件有关。刘民昌[5]等分析贮存期间盒装卷烟含水率的影响因素,研究发现外界水分主要通过透明纸自身微孔和搭口处缝隙两种途径进入烟包。因此在生产过程中,提高小盒密封性能,保证小盒密封性能的稳定是不少工业企业关注的重点。以往的卷烟包装密封度检测方法为充气法[6],存在一定的局限性。2018年12月17日发布最新的行业标准,采用负压抽气水浸法对小盒密封度进行测定[7],可以检测不同包装类型的小盒密封度。文鹏[8]等研究发现影响小盒密封性的包装工艺参数主要有烙铁温度、压紧力度及烙铁的传热性能等。在此基础上,通过对青岛卷烟厂3种规格卷烟产品密封性能进行调查分析,研究包装工艺参数对卷烟密封性能的影响,并进行优化改进,为提高我厂小盒密封性能提供参考依据。
1 材料与方法
1.1 材料、仪器与设备
软盒卷烟(泰山1#)、常规硬盒卷烟(泰山2#)及细支卷烟(泰山3#),由山东中烟工业有限责任公司青岛卷烟厂提供。PSTNE100卷烟小盒包装密封度及泄漏点检测仪(合肥众沃仪器技术有限公司),抽气流量200 mL/min,量程0~-5 Kpa。软包卷烟包装机型为GDX1、常规硬盒及细支卷烟包装机型为GDX2。
1.2 方法
1.2.1 样品制备
①在设备运行稳定情况下,对泰山1#软盒卷烟、泰山2#常规硬盒卷烟及泰山3#细支卷烟所有机组进行取样,每机组各取1条卷烟待测。
②首先选取软盒卷烟、常规硬盒卷烟及细支卷烟各1台机组分别进行烙铁温度试验,烙铁温度梯度设置分别为120、130、140、150、160℃;其次进行烙铁间距试验,洛铁间距设置分别为9.5、10、10.5、11、11.5、12 cm;最后进行烙铁平行度试验,烙铁平行度设置分别为平行和不平行。待设备运行稳定后进行取样,每机台每处理取样1条卷烟待测。
③对密封度水平较低的卷烟机组进行包装工艺参数优化,每次优化后待设备运行稳定后取样待测。
1.2.2 测试方法
小盒密封度的测定,按照文献[7]测定样品的小盒密封度。
2 结果与分析
2.1 现状调查与分析
2.1.1 软盒卷烟密封度现状
通过分析包装工艺参数(表1)可知,6#前后加热器温度与7#相差不大,但左右长边加热器温度远大于7#,可能出现侧面热封过度,导致Bopp薄膜热封不平整,烙铁间距也较大,同时结合泄漏点分布情况,分析6#机台密封度较差的原因,可能与左右长边温度过高和烙铁间距较大有关。8#和9#烙铁间距等于或稍小于7#,但前后出口加热器温度均远低于7#,加热器温度过低,导致前后免角热封不完全,同时8#和9#左右长边加热器温度远高于7#,可能出现侧面热封过度的情况。结合泄漏点分布情况,分析8#和9#密封性能较差的原因,可能与前后出口加热器温度较低,左右长边加热器温度过高有关。

表1 GDX1机型小盒包装工艺参数
2.1.2 硬盒卷烟密封度现状
通过分析包装工艺参数(表2)可知,泰山(2#)硬盒常规牌号12#密封性能最差,但其各区域加热器温度均较高,两者存在矛盾,一方面可能存在烙铁温度过高,Bopp薄膜热封不平整,导致密封性能较差,可适当降低加热器温度;另一方面加热器温度显示不准确或者加热器老化,加热器表面温度不均匀;同时烙铁间距也较大。结合泄露点情况分析12#密封性能较差的原因,与加热器温度不均匀及烙铁间距有关,可通过降低烙铁间距和更换新加热器,改善密封性能。13#密封性能较低,结合各区域泄露情况发现,上下免角折叠重合处出现泄漏点较多,适当提高烙铁温度及降低烙铁间距,增加热封时的压力,分析13#密封性能较差的原因,与前后出口加热器温度及烙铁间距有关。泰山(3#)硬盒细支牌号41#和42#机台密封性能均较差,结合各区域泄露情况发现,存在上下免角折叠重合处热封不平整,透明纸有出角现象,侧面热封泄露速度快,分析41#和42#密封性能差的原因,可能与细支烟上下免角折叠不到位导致出现泄漏点、前后加热器温度较低和前后烙铁间距过大有关。

表2 GDX2机型小盒包装工艺参数
2.2 包装工艺参数对小盒密封度的影响
2.2.1 洛铁温度对密封度的影响
烙铁温度对不同规格小盒密封度影响结果见图1。由图1可知,随着烙铁温度的增加,各规格小盒密封度均呈现逐渐增加趋势,其中软盒包装小盒密封度在试验范围内各温度均小于硬盒和细支规格,主要因为软包上免角处为内衬纸折叠,下免角处为小盒折叠,与硬盒及细支外观相比,较为凹凸不平,导致上下免角热封时Bopp受热不均匀,导致密封性能较差。
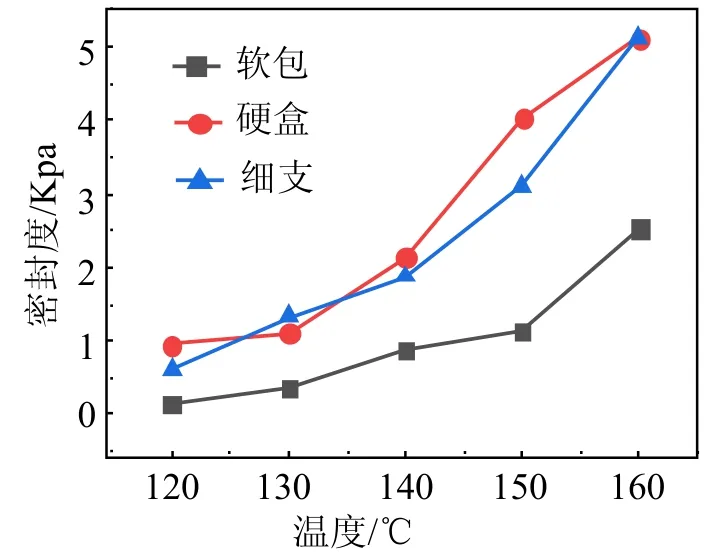
图1 烙铁温度对密封度的影响
2.2.2 洛铁压紧力对密封度的影响
烙铁间距对不同规格小盒密封度影响结果见图2。由图2可知,随着烙铁间距的增大,各规格小盒密封度均呈现逐渐降低的趋势。在试验范围内,软包烙铁间距从9.5~11 cm小盒密封度降低4.29 Kpa;硬盒烙铁间距从10 cm增加到11.5 cm小盒密封度降低3.47 Kpa;细支烙铁间距从10.5 cm增加到12 cm小盒密封度降低4.25 Kpa。由此可见,降低烙铁间距可以提高小盒密封度,但烙铁间距过小,会出现压痕,并且如果烙铁温度较高,会使Bopp薄膜熔化收缩,影响小盒外观质量,在不出现压痕等外观质量的基础上,降低烙铁间距可提高小盒密封度。
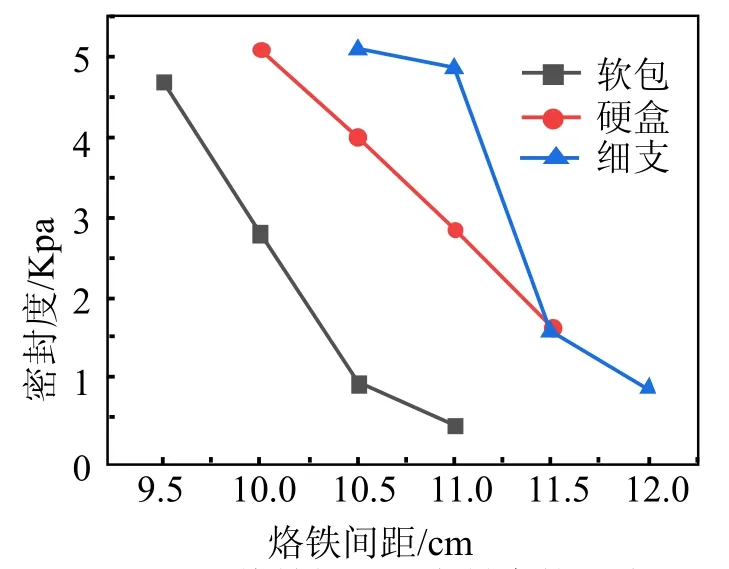
图2 烙铁间距对密封度的影响
2.2.3 洛铁平行度对密封度的影响
烙铁平行度对不同规格小盒密封度影响结果见图3。由图3可知,烙铁平行度对小盒密封度的影响较大。烙铁不平行,软包密封度降低1.3 Kpa,硬盒密封度降低2.82 Kpa,细支密封度降低1.73 Kpa。小盒在烙烫过程中,前后免角受力不一致,导致烙铁间距小的部位密封效果较好,烙铁间距大的部位密封效果较差。
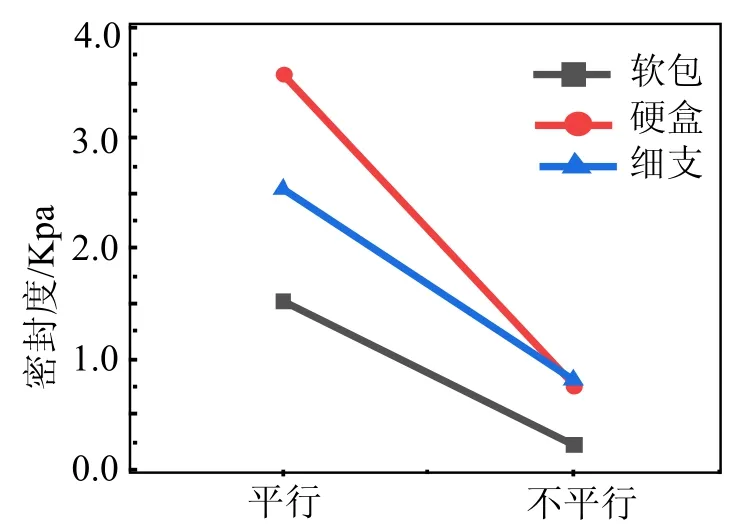
图3 烙铁平行度对密封度的影响
2.3 包装工艺参数优化改进
通过对烙铁温度、烙铁间距及烙铁平行度的研究,针对密封度水平较低的包装机台进行优化提升。以GDX1-6#机台为实例进行优化改进,具体见表3。

表3 GDX1-6#小盒包装密封度优化改进
由表3可知,GDX1-6#机台小盒密封性能较低,原烙铁温度前后出口分别为145℃、左右长边分别为150℃、烙铁间距为10.5 cm、车速350包/min。影响密封度水平因素包括烙铁间距、烙铁温度、烙铁平行度及车速(熨烫时间),在不影响产量的情况下,通过调整烙铁温度、烙铁间距及平行度等来优化密封度。通过现场检验发现烙铁平行度较好,在保证车速一定的情况下,首先降低左右长边温度,密封度有所提高,但水平仍很低;接着降低烙铁间距,密封性能提高,调整方向准确;在此基础上,提高前后烙铁温度,密封性能改善显著;进一步降低烙铁间距和提高烙铁温度,发现密封性能有所降低,前后免角Bopp薄膜出现熔化现象,调整加工强度,降低前后、左右烙铁温度,稍提高烙铁间距,密封性能显著提升。通过密封度优化改进,GDX1-6#密封度由0.26 Kpa提升到4.29 Kpa,密封度标偏为0.23%,整体密封度稳定性较好。
3 结论
通过小盒密封度和泄漏点的调查,结果发现:(1)分析不同规格机组间的密封度差异原因,其中影响密封度的包装参数主要包括洛铁温度、洛铁间距、烙铁平行情况及上下免角折叠好坏有关。(2)对不同规格卷烟进行包装参数试验,发现随着烙铁温度的增加,各规格小盒密封度均呈现逐渐增加趋势,其中软盒包装小盒密封度在试验范围内各温度均小于硬盒和细支规格;随着烙铁间距的增大,各规格小盒密封度均呈现逐渐降低的趋势;烙铁平行度对小盒密封度的影响较大,烙铁不平行,导致前后免角受力不一致,烙铁间距小的部位密封效果较好,烙铁间距大的部位,密封效果较差。(3)对GDX1-6#包装机台进行参数优化,在满足外观质量的基础上通过调整烙铁温度和烙铁间距,GDX1-6#小盒密封度由优化前0.26 Kpa提升到4.29 Kpa,密封性能显著提高。
猜你喜欢
物流技术与应用(2022年5期)2022-06-17
日用电器(2021年6期)2021-07-19
消费导刊(2021年19期)2021-03-08
节能技术(2021年6期)2021-02-25
消费导刊(2021年1期)2021-01-29
北京汽车(2019年2期)2019-05-16
汽车电器(2018年1期)2018-06-05
财会通讯(2014年2期)2014-12-03
知识窗(2010年7期)2010-05-14
职场(2009年11期)2009-11-11