
基于倍福CX 控制器的管材上料系统设计
2022-05-11 07:03桑伟峰
锻压装备与制造技术 2022年2期
桑伟峰
(江苏金方圆数控机床有限公司,江苏 扬州 225127)
随着激光切管机应用的快速兴起,市场对管材上料机的需求日益增加。基于倍福控制器开发了一套管材自动上料系统,通过管材上料机可以对管材进行筛选分离,确保每次只有一根管材输送至待加工区域。这样大大减少了人力,提高了生产效率,满足了工业自动化生产要求。
1 管材上料机结构
如图1、图2 所示,管材上料机包括捆料机构、送料机构、限高机构、测宽机构、送料夹钳以及托料机构组成。捆料机构作为储料装置,用于存放待加工管材,送料链条起到输送分离管材的作用,限高及测宽机构为了过滤不满足上料宽度高度条件的管材,托料装置以及送料夹钳则是为了将管材输送至主机卡盘位置。通过对各个机构动作的控制和监控,可以保证上料机构的正常运行,避免造成危险。
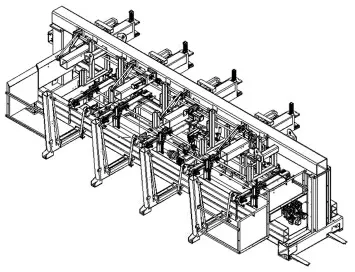
图1 管材上料机轴测图

图2 管材上料机结构示意图
2 管材上料电气系统
如图3 所示,控制器采用倍福CX5020 嵌入式PC,该控制器具有丰富的接口资源,其以太网接口用于连接操作面板和驱动器,DVI 接口用于连接显示器或者触摸屏,USB 口可以用于鼠标键盘以及U 盘等外围部件连接。

图3 倍福CX5020 控制器
总线耦合器用于连接EtherCAT 与EtherCAT 端子模块,一个站点由一个总线耦合器、任意多个EtherCAT 端子模块和一个总线末端端子模块组成,该耦合器将来自以太网的传递报文转换成E-bus 或者K-bus 信号[1]。采用倍福EL1809、EL2809 以及EL3104IO 端子模块对上料机里的电气元件及外围设备进行实时控制。如表1 所示。

表1 管材上料机控制系统IO 分配表
3 运动控制系统搭建
这里采用倍福公司运动控制软件TwinCAT NC PTP,TwinCAT 是基于Windows 操作系统的自动化控制软件,而NC PTP 即点对点的运动控制,如图4 所示。通过倍福系统的实时核可以构建机床的实时控制系统[2]。将控制程序中的变量链接到Twin-CAT System Manager 中的IO、伺服驱动等,可以对其外围部件进行监控和控制。TwinCAT PLC 支持IEC61131-3 标准中规定的IL、LD、FBD、SFC 和ST五种语言,并且支持导入多种运动控制库,可以直接调用功能库中的功能块,这样可以减少重复编程的工作量,而且便于工程技术人员编写调试[3]。如图5所示。
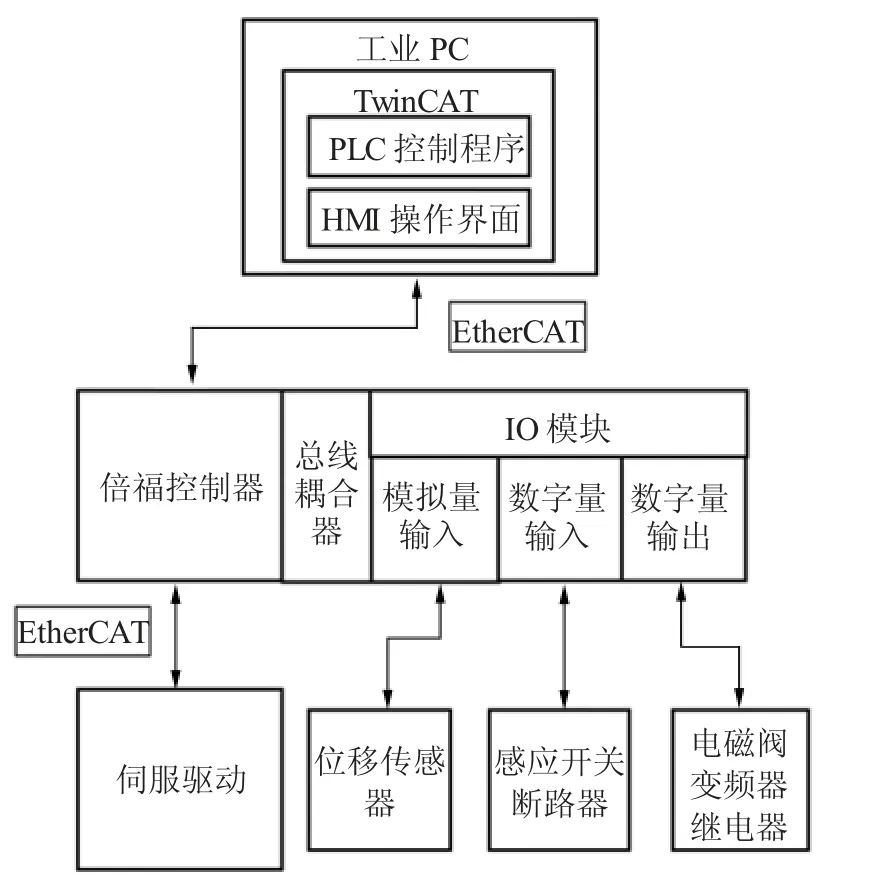
图4 电气系统总体构成

图5 控制系统资源列表
4 HMI 上料控制界面
TwinCAT2 自带可视化Visualization 功能,可以按照其可视化编辑器提供的各类控件对上料机界面开发,在联机模式下这些图形元素便会随对应控制程序的变量值变化[4],在实际应用里,减少开发人员HMI 界面开发难度,而且方便了操作人员的使用。如图6 所示。

图6 HMI 人机界面
5 结语
笔者采用软PLC控制器结合工业现场总线EtherCAT 以及搭载HMI 人机界面的显示器开发出了一套满足工业自动化需求的管材上料系统。通过对倍福控制器的研究,深入理解其设计思想,并将其成功应用到管材上料机构中,实现了对管材上料的自动控制,解决了实际工程应用中的一大难题。
猜你喜欢
建材发展导向(2022年12期)2022-08-19
建材发展导向(2022年3期)2022-04-19
建材发展导向(2022年5期)2022-04-18
建材发展导向(2022年4期)2022-03-16
汽车零部件(2021年4期)2021-04-29
电子乐园·下旬刊(2021年3期)2021-02-08
科技创新与应用(2019年25期)2019-09-24
电子技术与软件工程(2017年19期)2017-11-09
通信产业报(2017年6期)2017-03-27
通信产业报(2017年3期)2017-03-24
