基于图像识别的生丝动态纤度检测技术
2022-05-12 08:42任强胜段春稳李琼秀张北波
纺织科技进展 2022年4期
李 帆,任强胜,段春稳,李琼秀,张北波,黎 钢
(1.四川省丝绸工程技术研究中心,四川 成都 610031;2.现代茧丝绸制造技术资源四川省科技资源共享服务平台,四川 成都 610031;3.四川省丝绸科学研究院有限公司,四川 成都 610031)
生丝纤度是指生丝纤维的粗细程度,是作为衡量生丝品质的重要指标,是丝织绸厂选用原料的首要条件,生丝条干纤度不匀,会影响织物的质量,降低其使用价值。自动缫丝机的纤度控制机构由纤度感知器、探索添绪机构和给茧机组成,其纤度控制机构最重要的是采用以摩擦力作为被控制量的隔距式感知器[1]。纤度感知器对丝条粗细的感知并不是真正测量其直径,它的感知原理是感知丝条对感知器上的2块玻璃片之间所产生的移动摩擦力的变化来判断纤度的粗细变化,由于在这个过程中有一个数值转换的因素,因此缫丝汤温、车间温湿度、蚕茧生熟状态、缫丝速及设备完好状况等因素均会对感知器产生影响,从而使其发出的信号与真正的纤度粗细有差异。在目前的生产管理中通常采用以下两种方式来控制,一是通过人工对缫丝绪下茧粒数进行测定、统计和分析来判断生丝纤度质量是否符合要求,这种人工判断的方式效率低、准确性差。二是缫丝生产结束后对生丝进行抽样检测,按当前生丝企业的抽样现状,需要在24 h之后才能将生丝总体的纤度质量状况测试完成,同时抽样的生丝只占总量的0.01%左右,代表性差,质量问题具有较高的不可追溯性。因此研究开发适用于复杂缫丝生产环境下湿态生丝纤度的动态检测技术,以自动化、数字化的手段代替人工检测、数据处理,提高湿态生丝纤度检测数据处理的准确性,达到快速准确检测生丝纤度值的效果。
1 检测系统设计
1.1 系统构成
该系统改变现有生丝纤度检测方式,运用视频图像采集技术、计算机动态检测方法,对卷绕中的生丝直径进行在线检测,得到湿态生丝直径的检测数据,通过针对生丝湿态检测所开发的应用软件,实现生丝纤度在线动态检测。
整个检测系统包括:检测装置模块、图像处理模块、可视化显示模块3部分组成。生丝动态检测有图像获取、图像处理和可视化输出3个过程,其原理如图1所示。
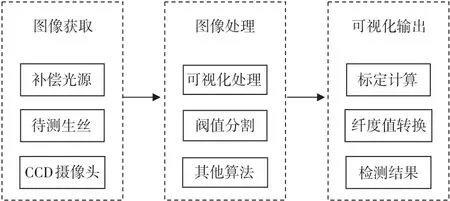
图1 系统检测原理图
检测装置模块,由安装在纤度控制机构上的检测装置和计算机组成,主要包括CCD 高清摄像头、LED补充光源、图像采集卡、丝条定位导轮等。
图像处理模块,是图像识别生丝纤度检测的核心部件之一,主要负责将CCD 高清摄像头所拍摄的图片进行特征分析,图像数字化处理。根据检测纤度的要求,采用合适的图像处理算法得出生丝线径尺寸,实现在线实时检测生丝纤度值。
可视化显示模块,通过开发应用软件实现图像化显示。对采集到的图像和处理结果进行可视化显示,同时可对整个系统进行参数设置、检测数据存储及分析,实现人机交互。
1.2 检测装置
1.2.1 检测装置要求
(1)本检测装置主要通过分析单位长度生丝粗细变化程度,即丝条直径的变化,从而计算出生丝纤度值。
(2)采用CCD 成像技术要保证丝条成像良好;生丝透明度和折射性不影响成像效果;当丝条在运动过程中通过CCD 摄像头连续拍照,计算出丝条的直径。
(3)由于生丝外径很小,以生丝规格20/22 D 为例,一般为65μm 左右,要求CCD 摄像头应具备微距摄像功能。
1.2.2 检测装置设计
湿态生丝纤度检测装置主要由生丝纤度控制机构和视频图像采集装置组成,如图2所示。现有生丝纤度控制机构主要由小、络绞杆、切断防止杆、切断防止杆鼓轮、接绪翼等组成。

图2 湿态生丝纤度检测装置示意图
视频图像采集装置安装在现有自动缫丝生丝纤度控制机构上,主要由丝条上定位轮、背板、WIFI信号发射模块、CCD 摄像头、LED 光源、丝条下定位轮等组成。
视频图像采集装置通过底板固定孔采用螺栓安装固定在生丝纤度控制机构的络绞杆上,将丝条从切断防止杆鼓轮处经过该装置卷绕到小上。如图3 所示,丝条上下定位轮有V 型槽,防止丝条在小的卷绕牵引过程中出现左右摆动。在上下定位轮之间设置有背板,在生丝的一侧布置有黑色哑光背板,易于突出生丝轮廓,提高图像识别精度。CCD 摄像头采用微距摄像头,通过4颗调节螺栓可以调节摄像头与丝条之间的距离,一般保持2~3 c m 的距离。摄像头外围设有LED 环形光源,保证丝条有足够的光照度。CCD 摄像头采集的视频图像通过WIFI信号发射模块无线发送到图像采集卡中,实现实时采集的图像传输到工控中,供计算机进行图像处理。

图3 视频图像采集装置示意图
1.2.3 检测原理
湿态生丝纤度检测系统主要由视频图像采集装置和图像处理系统构成。视频图像采集装置主要负责视频图像的采集,图像处理系统主要负责视频图像处理和可视化输出。湿态生丝动态检测原理如图4所示。
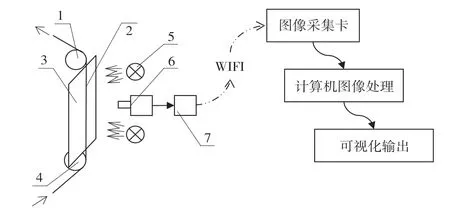
图4 检测系统原理图
2 在线检测图像处理算法
图像处理是图像理解和识别的前提,图像处理所使用的算法选择将直接影响到检测精度。其原则是排除或弱化图像中的干扰、噪声,将原始图像编程适用于计算机进行特征提取的形式,突出待测物体的特征[2]。在本系统中是实现生丝与背景的完全分离,得到清醒的生丝主干,为后期的生丝直径提取做好前期准备工作。图5是一张由系统采集的生丝图片,该图片大小为87.7 kb。其特点是整理质量较好,噪声较小。但是生丝的边缘附着部分毛刺,需要将生丝进行分离,本系统采用的图像处理流程为:图像预处理、阈值分割、生丝直径计算。

图5 生丝图
2.1 图像预处理
图像预处理主要是将生丝与背景进行分离,分离的精度决定了最终计算机分享过程的成功与否。通过CCD 摄像头作为图像采集工具,图像含有彩色信息。为了提高图像处理效率,需要对拍摄设备所采集到的图像在处理之前进行图像灰度化。灰度图是指是含有亮度信息,不含彩色信息的图像。通常灰度图只有一个通道,它有256个灰度等级,255代表全白,0表示全黑。生丝图像识别检测都是基于灰度图像来进行处理。
由于采用黑色作为背光板,光源采用白色进行补光。得到的原始图像中目标(生丝)与背景图像灰度值差别较大,系统噪声较小。通过Matlab 2014 绘制直方图,存在着明显的峰值特征,可使用阈值分割进行图像处理,如图6所示。
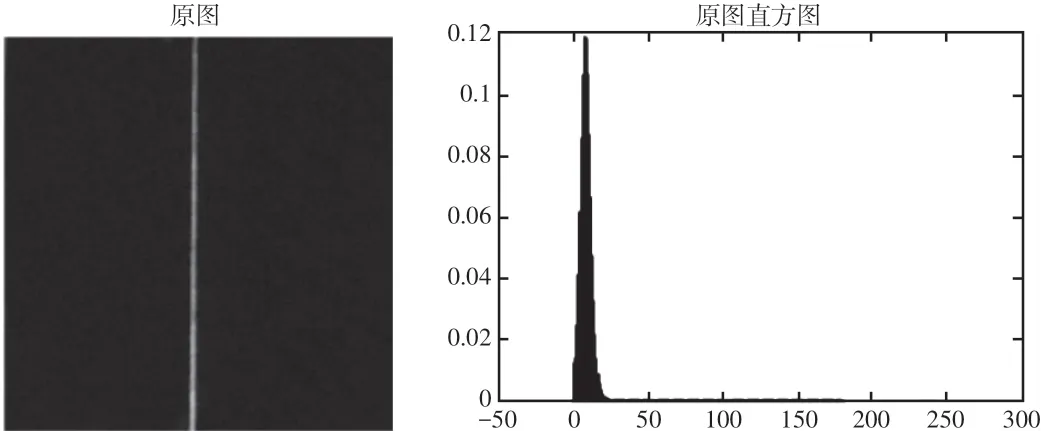
图6 原始图像直方图
2.2 阈值分割
阈值分割是一种基本的图像分割方法,基于区域的图像分割技术,原理是把图像像素点分为若干类。它特别适用于目标和背景占据不同灰度级范围的图像[3]。将图6灰度直方图对应于图像f(x,y),该图像的暗色背景上有一些明亮的目标,因此目标和背景像素的灰度级分为两种主要模态。通过选取一个合适的灰度值,即一个阀值T来分割这两种模态。用于确定图像中每个像素点应该属于目标区域还是属于背景区域,从而产生对应的二值图像。如果条件f(x,y)>T的任何(x,y),则作为目标点,而其他点则作为背景点。阀值处理后的(二值)图像g(x,y)可用公式(1)进行表示。

标注为1的像素对应于目标(白色),而标注为2的像素对应于背景。通常在图像处理中采用迭代法阀值算法的全局阈值处理算法,该算法能基于图像数据来自动选择阀值。该算法先假定一个阈值,然后计算在该阈值下的目标和背景的中心值,当目标和背景中心值的平均值和假定的阈值相同时,则迭代中止,并以此值为阈值进行二值化。其过程为:
(1)选择灰度图的平均值作为初始阈值T0;
(2)使用T分割图像,会产生两组像素,由所有灰度值大于T的像素组成G1,由所有灰度值小于等于T的像素组成G2;
(3)分别计算区域G1和G2中像素的平均灰度值m1和m2;
(4)得到新的阈值:

(5)比较T和T0,若相等,则返回T,即为迭代阈值;否则T0=T,重复(1)~(4)。
生丝图像通过迭代法阀值算法直方图存在明显的峰谷,可将目标和背景很好地分割开来,效果如图7(b)和(c)所示。生丝的主干信息得到了很好的保留,图像失真较少,降低了后续处理难度。

图7 阀值分割
2.3 生丝纤度检测
通过前期对生丝的阀值分割处理后,生丝主体具有了平滑的轮廓,可根据所获取的目标区域完成对生丝纤度的检测。生丝丝条在缫制过程中产生的大中型疵点(如图8所示)因为部分出现特别膨大,会影响最终计算丝条直径的准确率,因此要对含有这种类型疵点的生丝图片剔除掉,不进入生丝直径的提取和计算。其中生丝直径的提取是计算生丝粗细程度的前提和基础,但将影响生丝直径的糙疵剔除也是关键环节。

图8 丝条大中型疵点示意图
2.4 生丝直径的提取
对生丝直径的计算不需要运用检测精度求得实际的直径尺寸,而采用统计目标在图像中所占用的像素个数。实际的检测精度需要通过标定来确定,即需要求取像素的当量值[4]。通过标定的比例关系计算得出实际尺寸值,这样就得到了每个像素所对应的实际距离,并可据此计算出生丝单位点的直径。该检测方式可实现丝条连续、不间断检测其直径,提高生丝纤度检测精度。也可通过减少所采集视频信号的画面帧率,实现间断性检测。采用方法:
(1)如图7(b)对生丝目标区域按从左到右、从上到下的顺序进行逐行扫描;
(2)记录下生丝目标区域的每行初始像素列坐标L1和尾部像素列坐标L2;
(3)计算直径:

(4)重复步骤2和步骤3,得到图像中每一行的直径值;
(5)对所采集的图像逐张顺序,重复以上步骤,对整段丝长进行记录并加以保存。
2.5 生丝纤度值的转换
由于生丝纤维不同于其他类纤维,生丝的纤度值是将在一定长度内的粗细变化作为质量好坏的标准,因此要将待测生丝丝条的直径转换成生产管理人员常用的纤度值,便于判断和计算生丝纤度质量的平均纤度、纤度偏差及纤度最大偏差等指标。生丝直径与纤度值的关系如下:

式中:D表示生丝直径;S为生丝纤度值;K 为常数:干态生丝为12.3、湿态生丝为14.47[5]。
在湿态生丝的状态下受生产企业的原料、工艺及设备状况等因素影响,K 值是有差别的,因此需要不同企业根据自身实际情况进行修正。
3 结束语
基于图像识别的生丝纤度实时检测系统,主要对系统的硬件搭建并达到软硬件的兼容,实现对湿态生丝运动状态下的图像有效采集和识别,通过图像处理方法提取出生丝丝条直径数据,然后转换为制丝生产现场管理和生丝质量评判的纤度值。研究表明生丝动态纤度检测技术的应用将解决传统生丝纤度质量管理和检测方式存在效率低、时效性差及自动化程度不高的弊端。随着检测系统技术的完善和提高,还可应用于自动缫丝纤度控制系统,将进一步提升制丝生丝产品的纤度质量水平,提高丝织成品的经济价值和使用价值。
猜你喜欢
兵器装备工程学报(2022年8期)2022-09-13
农业工程学报(2022年7期)2022-07-09
现代电子技术(2022年11期)2022-06-14
电脑知识与技术(2022年9期)2022-05-10
电脑知识与技术(2022年9期)2022-05-10
计算技术与自动化(2022年1期)2022-04-15
建材发展导向(2021年19期)2021-12-06
现代计算机(2021年10期)2021-05-28
集装箱化(2021年1期)2021-04-12
现代计算机(2021年3期)2021-03-24