
浅谈焊装外观焊点控制策略
2022-05-13 02:26许腾飞薛清君刘智红赵赛
时代汽车 2022年10期
关键词:结构优化
许腾飞 薛清君 刘智红 赵赛













摘 要:针对车身上的外观焊点,归纳出从设计角度和制造角度所应采取的控制策略,并对控制策略进行系统性的介绍,进而为提升整车外观焊点质量提供参考。
关键词:外观焊点 结构优化 电镀锌 工艺规划 制件匹配 电极组合
Abstract:Aiming at the appearance solder joints on the vehicle body, this paper summarizes the control strategies that should be adopted from the perspective of design and manufacturing, and systematically introduces the control strategies, so as to provide reference for improving the appearance solder joint quality of the whole vehicle.
Key words:appearance solder joint, structural optimization, electro galvanization, process planning, part matching, electrode combination
1 引言
随着中国汽车的崛起,整车精致感知质量越来越被顾客所重视,而整车外观焊点质量是直接可以被顾客目视感知到的外观质量,直接影响顾客的视觉满意度,基于以上原因,各大车企纷纷投入大量的人力、物力资源对外观焊点进行管控,以期提升整車精致感知水平。
2 产品设计
产品设计时,在满足产品性能、防腐等要求的前提下,还需要从结构、连接方法、材质等方面减少或降低外观焊点的数量及缺陷,进而降低整车外观焊点的制造难度系数。
2.1 减少外观焊点数量
SE工程师在接收到白车身数据后,首先结合总装内外饰数据,识别整车外观焊点数量及位置,形成《XX车型外观焊点清单》,并反馈研发部门进行分析,确认是否可减少外观焊点数量;
2.2 外观焊点遮蔽
a)移动焊点位置或加大覆盖件尺寸
识别距内饰件较近的的外观焊点,确认是否可将外观焊点移动至门饰板、胶条、门锁等内饰件下面或加大内饰件尺寸,进而对外观焊点进行遮蔽,如图1示例。
b)产品结构更改
无法移动焊点位置或加大内饰件尺寸遮蔽的,需考虑是否可以对产品结构进行更改,将外观焊点位置从外露面变更至非外露区域,进而减少整体外观焊点数量,如图2示例;
2.3 连接方式变更
针对无法减少,也无法遮蔽的外观焊点,可以从连接方式进行分析,确认是否可由点焊变更为ARPLAS、激光填丝焊或CMT Braze+等焊接工艺,例:侧围流水槽部位由点焊变更为CMT Braze+焊,整车外观焊点数量减少24个,如图3示例;
2.4 材质分析
为提升整车防腐性能,整车镀锌板应用越来越广,随之而来的是直接影响外观焊点质量的焊点堆锌问题,如图4示例;
为有效解决堆锌问题,建议从产品设计阶段充分分析是否可由热镀锌板更换为电镀锌板,由于镀锌层厚度不一致,电镀锌板材可有效规避堆锌问题,但需结合防腐等性能要求,如图5示例;
2.5 焊点排布优化
a)焊点位置弧面应大于等于R400mm,如图6示例;
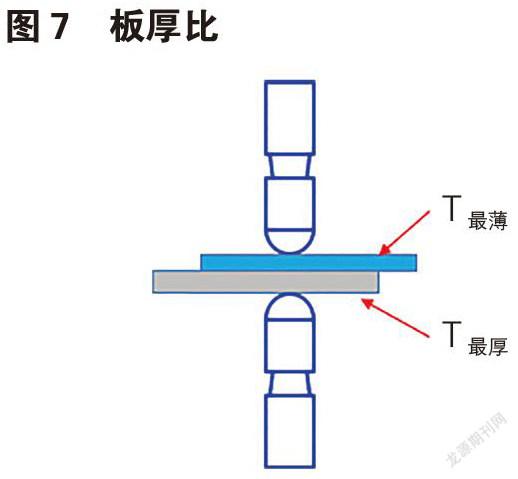
b)优先采用两层焊,板厚比一般不超过2:1,最大不超过2.5:1,如图7示例;
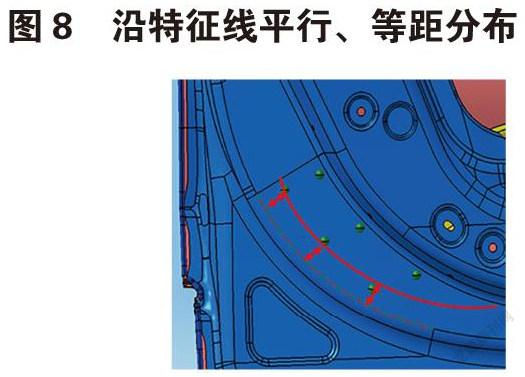
c)焊点位置沿特征线平行、等距分布、在焊接法兰的中心,涉及同一个制件左右侧均有外观焊点的,需沿轴线对称、等距分布,如图8示例;
3 制造管控
从设计角度无法规避的外观焊点,必须从制造角度进行管控,从而达到整车外观焊点要求,主要从以下几方面开展:
3.1 工艺规划
在工艺规划时,应将外观焊点尽量全部分布在工装上进行焊接,进而保证制件定位稳定,如图9示例;
3.2 制件匹配
a)搭接间隙
涉及外观焊点位置,一般为外观件和加强板焊接,加强板板材厚,强度高,如两制件存在搭接间隙或间隙变化,将会造成外观焊点扭曲及焊点状态的不稳定性,故需对外观焊点位置的搭接间隙进行重点管控,一般要求搭接间隙≤0.2mm,如图10示例;
b)焊接顺序
为避免焊接顺序造成的制件间隙变化,进而带来的外观焊点影响,建议同一工位焊点优先焊接外观焊点,然后在焊接其它普通焊点。
3.3 焊接调试
a)垂直度
在焊点调试过程中,由机器人焊接的外观焊点需使用垂直笔比对焊钳与焊接面的垂直度,保证焊钳与焊接面垂直,如图11示例;
对于由人工焊接的外观焊点,需增加焊钳导向,保证焊钳与焊接面的垂直度和焊点位置的一致性,如图12示例;
b)对中度
调试过程中需对焊钳的上下电极对中度进行确认,要求对中度≤0.5mm,建议制作专门的卡板进行比对;
c)修磨频次
设置合理的电极修磨频次,一般行业内常用的锥形电极帽建议修磨频次设定为40点小修一次,200点大修一次,具体可依据现场实际情况进行调整,进而保证焊点大小基本一致;
d)修磨效果
调试阶段必须对电极整个生命周期内的修磨效果进行确认,保证修磨后电极端面平整,无倾斜,花纹等问题,如图14示例;
e)参数调试
通过对预压时间、焊接电流、焊接时间、电极压力及脉冲次数等参数进行调试,在满足焊点强度指标的基础上,重点对压痕深度进行调试,保证同一区域内所有外观焊点压痕深度目视无明显差异。
3.4 电极选取
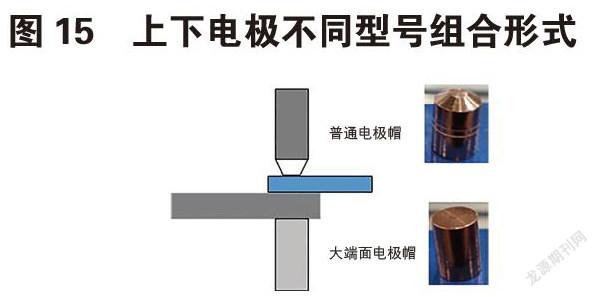
外观焊点一般采用B型或F型上下电极相同型号的组合,但对于一些外观焊点比较集中的部位,同样可以采用上下电极不同型号的组合形式,即非外观面采用普通电极帽,外观面采用大端面电极帽,如图15示例;
采用上下电极不同型号的焊接效果,如图16示例
采用上下电极不同型号的组合形式虽然可以极大的改善外观焊点质量,但由于受焊接空间及产品型面的关系,通用性较差,所以采用前需充分考虑应用场景,避免设备的浪费。
3.5 返修工位设定
当产品设计和工艺管控所有措施实施后,仍无法满足整车外观焊点要求时,需设置专门的返修工位,对外观焊点进行返修,进而达到外观焊点的质量要求,保证车辆的正常交付。
4 结语
产品设计人员在进行外观焊点的设计时,要充分考虑到各种性能要求,在满足性能要求的前提下,尽可能的从产品结构、连接方式,材质及焊点的分布区域、对称性、流畅性、随形等因素提升外观焊点的可制造性。
工艺设计人员结合同步工程人员,对产品外观焊点进行充分识别,无法从设计避免的,需要从工艺方面进行优化管控,确保外观焊点的基地生产可行性和产品质量。
本文根据外观焊点的特性及相关影响因素,归纳了控制外观焊点的主要因素,对外观焊点的设计及制造管控有一定的借鉴意义。
参考文献:
[1]钟志达.汽车车门周边点焊新工艺[J].汽车工艺与材料,2000(02):5-7.
[2]黄天茂,韦业忠,陈实,刘丽芳.机器人电阻焊火花飞溅降低及控制 [J].时代汽车,2018(03):45-46+69.
作者简介
许腾飞:(1985.10—),男,专科,汉族,河北保定人。
赵 赛:(1987.03—),男,本科,汉族,河北保定人。
刘智红:(1989.09—),女,本科,汉族,江西南昌人,助理工程师。
薛清君:(1990.01—),男,本科,汉族,河南信阳人,助理工程师。
猜你喜欢
现代商贸工业(2016年5期)2016-12-26
商业经济(2016年3期)2016-12-23
电子技术与软件工程(2016年20期)2016-12-21
价值工程(2016年32期)2016-12-20
中国高新技术企业(2016年30期)2016-12-20
旅游世界·旅游发展研究(2016年3期)2016-12-12
科技视界(2016年18期)2016-11-03
中国市场(2016年33期)2016-10-18
中国市场(2016年33期)2016-10-18
商业经济研究(2016年14期)2016-09-14
