
基于PLC技术的自动化生产线控制系统设计
2022-05-18 08:05王文魁
科技创新导报 2022年1期

摘要:随着现代工业技術的发展,自动化控制技术普遍应用于矿业等领域。在近些年产业转型压力的影响下,使用自动化生产线是企业生产的必然趋势。制造业总提高生产效率是企业发展的核心竞争力。自动化生产线由送料加工输送与分拣等单元组成,各单元有控制工作的PLC,信号经PLC处理后发出执行原件动作指令,用PPI通信协议完成各单元通信,设计完成PLC控制的软硬件自动化生产线。
关键词:PLC技术 自动化生产线 控制系统设计 工业生产
Design of Automatic Production Line Control System Based on PLC Technology
WANG Wenkui
Abstract: With the development of modern industrial technology, automatic control technology is widely used in mining and other fields. Under the pressure of industrial transformation in recent years, the use of automatic production lines to reduce labor costs is an inevitable trend of enterprise production. Improving the production efficiency of manufacturing industry is the core competitiveness of enterprise development. The automatic production line is composed of feeding, processing, conveying and sorting units. Each unit has a PLC to control the work. After the signal is processed by the PLC, it sends out the action instruction to execute the original. Taking the conveying unit as the main station, the communication of each unit is completed with PPI communication protocol, and the software and hardware automatic production line controlled by PLC is designed.
Key words:PLC technology; Automatic production line; Control system design;Industrial production
中华人民共和国成立后,我国制造业迅速发展,由于微电子技术、控制技术飞速发展,计算机技术广泛应用为机械制造领域带来新技术,计算机技术发展促进工业自动化技术的进步,自动化技术影响了其他诸多领域。当代社会经济发展与科技进步有重大联系,自动化控制技术取得良好经济效益。自动化生产线要求机械加工装置自动完成对产品加工,人们通过自动化生产线完成产品检测,采用液压系统等将各部分动作联系。自动化生产线要求提高产品质量效率,保证操作人员安全,系统应用增加加工件参数设收集管理,生产过程数据存储。自动化生产线是基于计算机驱动技术等综合技术,按照生产需要对构造集成实现设备最优化。
1 PLC控制技术
科技的迅速发展为人们带来了便利,人们也对产品质量要求与日俱增。许多企业需要在材料分拣方面进行加工作业,传统生产模式的人工作业局限性制约了企业经济发展,对传统行业发展模式改造非常迫切[1]。随着自动化水平的提高,企业开始使用自动化设备代替人力。现代科技的更新推动了PLC技术的发展,PLC在复杂作业中占据核心地位,目前PLC运用于运动控制等方向。
1969年美国首次研发用于汽车自动化加工生产线的PLC,最初PLC为小规模集成电路,仅能在生产线部分系统代替继电器。目前,PLC的CPU多采用32位微型计算机处理器,PLC中具有不同编程语言包括语句高级语言,PLC可完成复杂的系统控制功能[2],其发展方向是进行多种处理器系统者使用PLC,用于单机控制小型PLC,充分发挥质优价廉等优点,方便在电器柜中安装,为后期维护工作提供方便。大型PPLC具有很好的存储处理能力,可完成复杂的控制系统控制要求。PLC控制系统设计包括软硬件部分,需要分析生产机械工艺流程,了解生产机械生产工艺,对各工位动作分析,作为PLC控制系统设计的首要步骤。
PLC在当前科技中非常成熟,主要组成基本组件包括电源模块、数据存储区等,根据不同型号可自由搭配不同扩展模块实现功能。PLC将输入端子信号扫描将输入状态存放至寄存器,CPU逐条进行运行完成语句。存储器用于PLC程序,按存储类型分为存放用户编写程序与存放系统程序[3]。存放运算数据可进行读写操作,为具有掉电保护功能需配备电池防止用户程序丢失。I/O模块用于接收外部信号,如常见伺服电机编码器等信号,输出模块用于接收CPU处理信号。
2 自动化控制系统总体设计
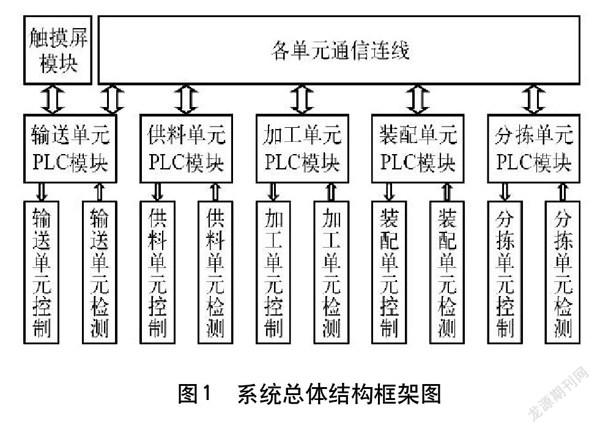
自动化生产线基于流水线发展,要求机械加工装置完成预定工艺过程,要求装卸工件等自动进行[4]。自动工作机械电气一体化系统为自动生产线,通常包括送料装配与分拣等单元,将供料单元料仓工件送往加工单元物料台,完成装配后成品送往分拣单元分拣输出。本文设计控制系统以西门子S7-200 PLC为核心,对送料加工输送等单元进行控制。模块化组态灵活,硬件开发周期短。
自动线控制系统以输送单元PLC为控制核心,包括电气接口、通信接口等,各单元检查机构将检测信号传送给单元PLC,输送单元PLC将信息传递给触摸屏显示。自动化生产线系统模拟企业工件加工生产线流程,模型包括运输加工等基本单元。供料单元机械部分包括工件装料管等,控制部分包括PLC等[5]。供料单元控制系统采用PLC型号为三菱FX2N-32MR型,地址范围为X0-X17,PLC上电后确认系统准备完成。供料单元运行过程供料控制,供料不断循环进行,收到停止指令系统回到初始状态停止。缺料报警推出运行状态后需加入足够工件重新启动系统。子程序工作状态包括运行/停止状态等,设计保证扫描周期调用子程序实现系统工作状态显示。
输送单元机械结构包括拖链装置等部分,控制器由PLC模块等部件组成,输送单元所需I/O点包括指示灯模块信号等,选用三菱FX1N-48MT型PLC。输送单元控制过程包括机械手到工作单元物流台取件定位控制;系统程序包括复位过程、处理急停等阶段。复位子程序检查机械手是否在原点位置。系统运行中扫描周期调用急停处理子程序,急停复位后机械手未运行输送继续,机械手运回到原点输送继续。加工单元由直流减速电机、加工电机及不同电磁阀门等部件组成。传感器在气动控制回路中安装,通过双闭環控制系统将工件按不同性质选择转速,系统运行中通过光电传感器检测,让电磁离合器吸合,加工刀具工作完成后电机停止。分类仓储单元机械部分包括传带驱动机构、接线端口等。控制部分包括平PLC模块等,采用三菱FX2N-32MR型PLC,单元工作是分拣控制,系统运行中复位高速计数器驱动电机启动运转,工件属性可根据传感器动作判断,各部件协作完成分拣工作。
3 基于PLC的自动化生产线软硬件设计
自动生产线控制系统硬件包括传感器、网络通信系统等。PLC结构工作原理相同,主要包括主机电源、扩展器接口等。PLC具有抗干扰能力强,使用方便,功能性强等优点。编程采用继电器控制线路为基础的梯形图原因,传感器是生产线中的检测元件,按规律转变为电信号导出。生产线中执行部件包括伺服驱动等,主要控制工件速度运动方向等。通信系统将工件各单元连接形成整体,提高设备控制能力,实现分散控制工作要求。
自动线控制系统硬件设计包括输送单元模块、加工与分拣单元模块等。触摸屏模块包括上位机与触摸屏。输送单元是自动线重要的工作单元。PLC为各单元通信站,选用西门子S7-200-226 DC/DC型PLC。输入信号包括开关等主令信号,输出信号包括电磁铁控制信号、驱动方向信号等。供料单元是自动化生产线起始单元,输出信号包括2个电磁铁。供料单元PLC选用S7-200-224CN。加工单元包括加工工件移动到加工区域冲压气缸正下方,把加工工件重新送回物料台。加工单元PLC选用S7-200-224AC/DC/RLY。分拣单元是自动线最末端,输入信号包括传感器6点主令信号急停,输出信号包括3个磁铁。PLC选用S7-200-224XP。
系统软件采用模块化设计方法,包括各单元PLC控制通信模块、触摸屏组态模块可方便开发各种现场采集数据处理,各单元PLC控制模块包括系统初始化、数据转换,最后给出控制系统输出量。触摸屏组态模块各单元控制模块按采样周期对单元状态采样,对单元工作过程自动控制,实现触摸屏与各单元控制模块数据传输。上位机用组态软件完成设计,具体包括创建工程、画面制作。单元控制模块包括供料加工与分拣单元控制程序。输送单元是系统组织者,实现工作站工艺任务,包括机械手装置抓取,系统中途停车复位到原点操作;装配单元控制程序功能包括完成落料、指示灯控制。供料单元控制程序完成供料控制功能;分拣单元控制程序功能完成对高速计数器控制。数据通信模块程序处理触摸屏主令信号,产生系统控制信号。
PLC自动化生产线制作完成后需要进行机械设备安装与调试。对设备零部件检查后对零部件进行分类,各加工工位分别组装,保证机构安装安全。根据一体机生产工艺特点按照合理工序将分开组装部分组装,各工位传送机构要安装松紧合适,符合零部件组装误差。电气控制系统中的电气部分包括开关电源、伺服马达电气元件等安装在固定导轨,电气元件安装注意避免频繁安装,电器控制柜内环境湿度不得过高[6]。
PLC系统主电路采用380V工业交流电源,PLC接线系统接线注意PLC主机接地,远离易产生噪声电气部分;电线通过压线端子将系统用到电气设备连接,布线注意不能将电流直接连接到直流输入端子。PLC运行模拟器中模拟,将程序输入到生产设备,根据一体机设备运转情况反映控制系统编程,发现程序问题及时修改。KV5000 PLC控制系统程序调试将编写程序输送到控制器,对PLC通电根据功能指示灯状态判断系统运行,对检测机进行电气部分连接,通过开关按钮对设备进行控制。
4 结语
随着现代科技的高速发展,自动化生产线大量使用,要求各种机械加工装置自动完成预定工序,要求自动化设备装卸工件,包装计数等方面根据设计程序自动完成。自动化生产线是机电一体化设备,综合应用软件控制技术,传动接口技术等。PLC具有精度高、复杂逻辑运算能力等特点,自动化生产线系统应用PLC具有稳定性高等优点,应用PLC控制生产过程结构简单,更换软件可调整工作步骤,PLC自带通信协议组成网络,实现生产线联机工作。通过对生产线各单元工作流程分析满足工业需求。
参考文献
[1] 张凌志.基于PLC的PCBA板检测与分拣生产线控制系统设计[D].青岛:青岛大学,2020.
[2] 商学晏.食用菌分选包装生产线控制系统设计[D].银川:宁夏大学,2020.
[3] 张学燕.基于PLC的负极片自动化生产线控制系统设计[J].南方农机,2019,50(12):152.
[4] 吕志华.基于PLC的自动化生产线控制系统设计[J].电子技术与软件工程,2019(7):120.
[5] 陈凤华.基于S7-1200 PLC的工件装配自动化生产线控制系统设计[J].韶关学院学报,2019,40(3):35-39.
[6] 徐侠.基于PLC的自动化生产线控制系统设计探析[J]. 建筑工程技术与设计,2021(29):1725-1726.
中图分类号:p45.1 3DOI:10.16660/j.cnki.1674-098x.2112-5640-9959作者简介:王文魁(1973—),男,本科,副教授,研究方向为自动化。
猜你喜欢
石油沥青(2021年2期)2021-07-21
电子测试(2018年9期)2018-06-26
中国高新技术企业(2016年30期)2016-12-20
新教育时代·教师版(2016年27期)2016-12-06
物联网技术(2015年5期)2015-07-18
河南科技(2014年8期)2014-02-27
江苏卫生事业管理(2013年6期)2013-03-11
