
基于WinCC的物料小车控制系统设计与仿真
2022-05-18 08:40梁二文于齐徐博李宏伟
电动工具 2022年2期
梁二文,于齐,徐博,李宏伟
(黑龙江科技大学 电气与控制工程学院,黑龙江 哈尔滨 150022)
0 引言
对于现代制造企业而言,物料和人员如何进行高效和准确运送,成为生产力高低的重要指标和依据,物料小车的智能化、可靠性、时效性、一体化要求成为迫切需要。[1]本文利用西门子S7-1200PLC 软件,结合人机交互界面(HMI)提出了物料小车的控制系统方案,通过博途软件(TIA)进行仿真验证,结果表明控制系统方案高效可行。
1 概述
本控制系统以西门子S7-1200 系列PLC 作为控制器,[2]结合在实际的工业生产和维护过程中遇到的问题,提出了一种便于控制的物料小车控制的系统方案。[3]
该系统分为运行状态监控、数据记录以及用户管理几个模块,实现如下功能:
实际工业生产线的某生产环节,由一台电动小车运送某零件从A 点(操作台最左端)到B 点(操作台最右端):
电动小车的控制方式可在手动和自动之间切换,控制信号集中在触摸屏上,触摸屏实时模拟显示小车的运行状态;[4]
手动控制时,可以控制小车左行、右行、初始化(回到A 点)。小车左行至A 点或右行至B 点时自动停止。
自动控制时,小车自动运行至A 点,暂停一定时间(装车时间,可在触摸屏上自定义)后向右行驶至B 点,暂停一定时间(卸车时间,可在触摸屏上自定义)后向左行驶至A 点,然后循环运行。[5]
PLC 与触摸屏联机如图1 所示。

图1 PLC与触摸屏联机
2 原理分析
2.1 控制系统
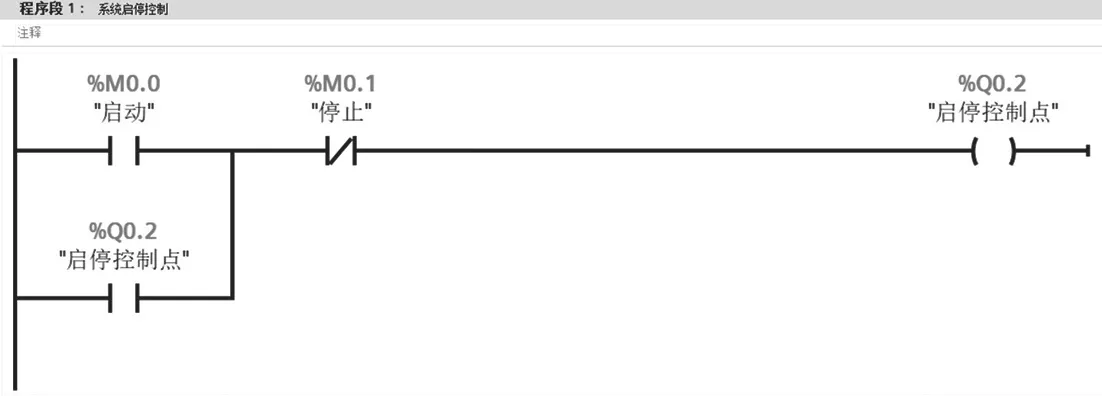
程序段1:系统的“起保停”控制。
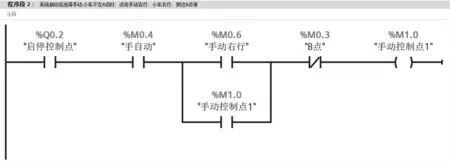
程序段2:系统启动后,选择手动控制,当小车不在B 点时,小车右行,当小车到达B点时,小车停止。
程序段3:系统启动后,若小车不在A 点,选择手动控制,则小车向左行驶,初始化,到达A 点后,小车停止。

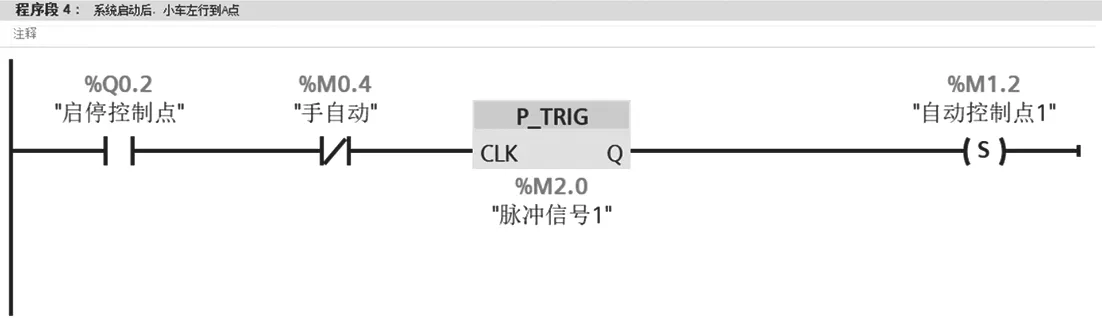
程序段4:系统启动后,选择自动运行方式,小车自动向左运行到A 点,即到达自动控制点1。
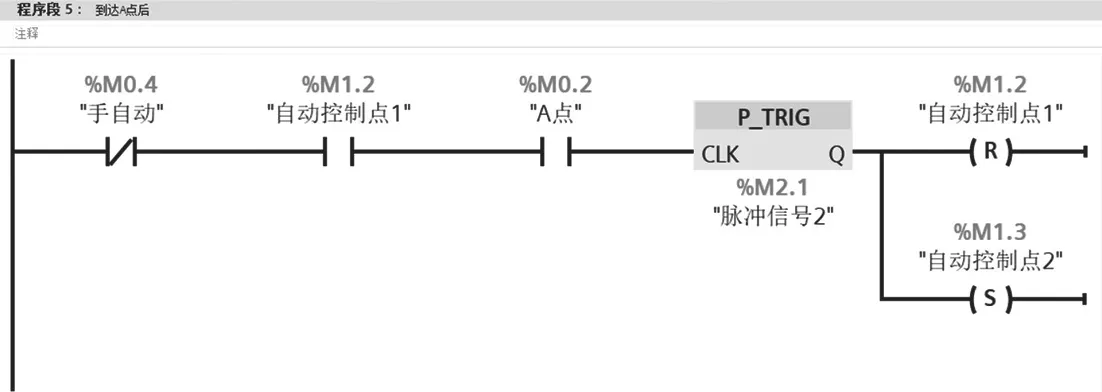
程序段5:在自动运行状态下,小车运行至A 点,自动控制点1、自动控制点2 发生相应动作,为在A 点计时(装车时间)做准备。
程序段6:小车运行至A 点,自动计时,时间的给定由用户在人机交互界面输入,通过数据块中的“A 时间设定”变量进入接通延时定时器,实现计时功能。

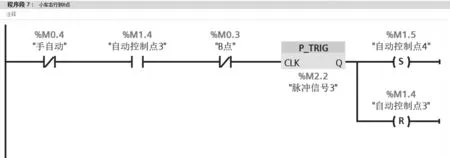
程序段7:系统启动后,选择自动运行方式,小车自动向右运行至B 点。
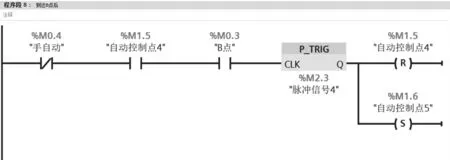
程序段8:在自动运行状态下,小车运行至B 点,自动控制点4、自动控制点5 发生相应动作,为在B 点计时(装车时间)做准备。
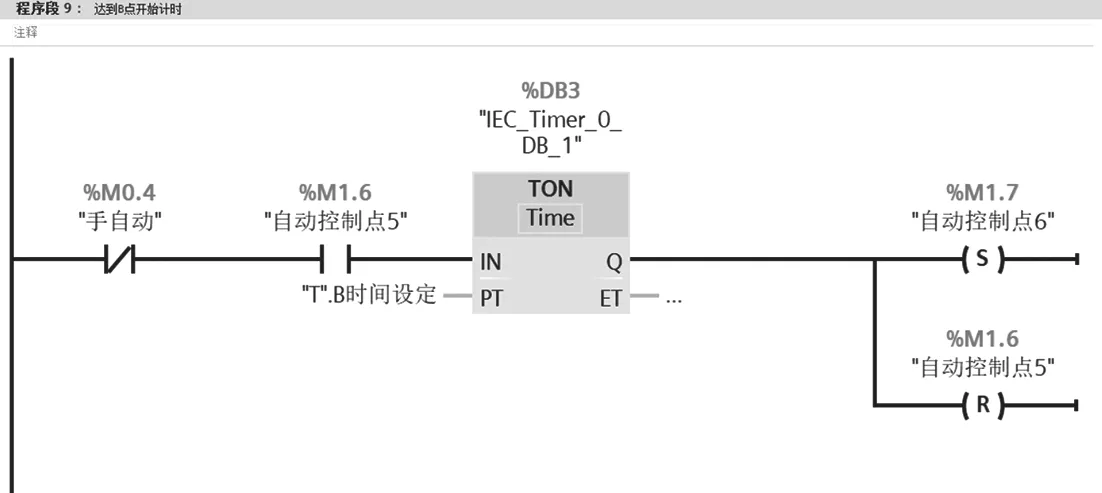
程序段9:小车运行至B 点,自动计时,时间的给定由用户在人机交互界面输入,通过数据块中的“B 时间设定”变量进入接通延时定时器,实现计时功能。[6]
程序段10:计时结束,小车自动左行回到A 点。

程序段11:系统启动,选择手动控制,小车左行至A 点。
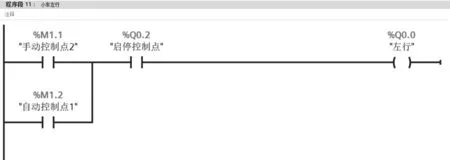
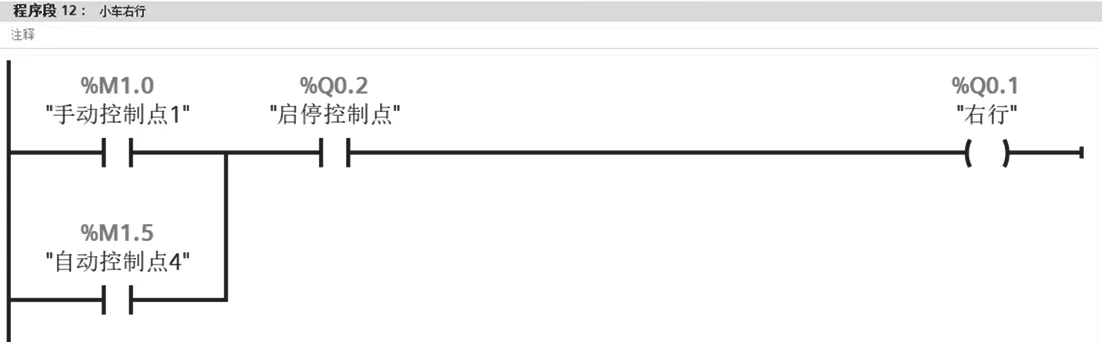
程序段12:系统启动,选择手动控制,小车右行至B 点。
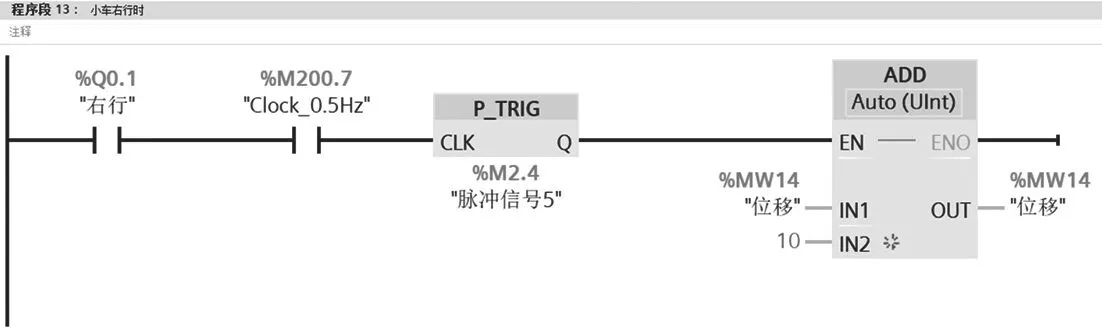
程序段13:小车右行时,采用移位方法,0 位表示A 点,100 位表示B 点,在小车右行时,每次移动10 位。[7]
程序段14:小车左行时,采用移位方法,0 位表示A 点,100 位表示B 点,在小车左行时,每次移动10 位。

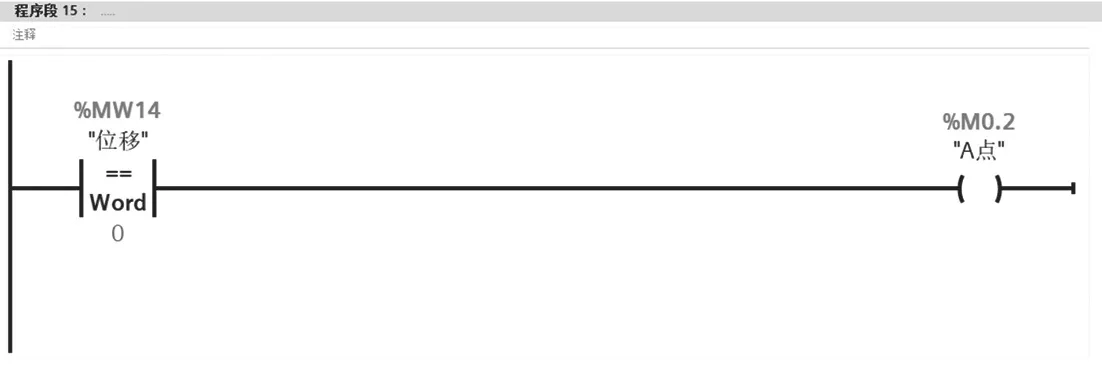
程序段15:判断,当小车的位移到达0 时,表示小车运行到A 点。
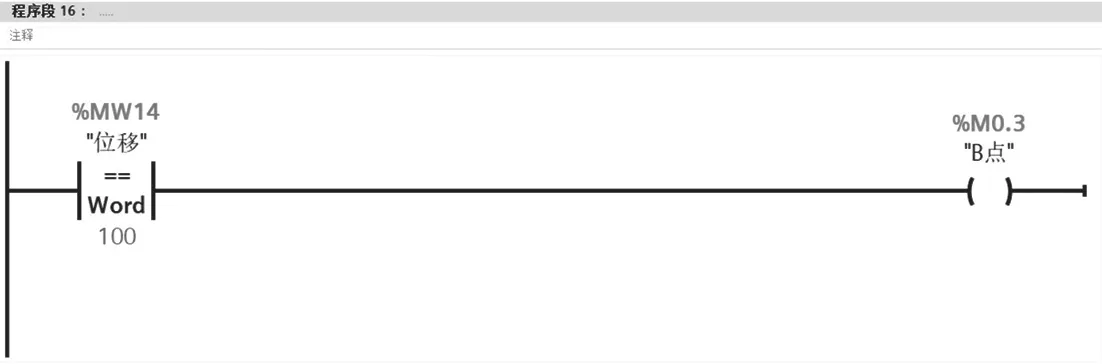
程序段16:判断,当小车的位移到达100时,表示小车运行到B 点。
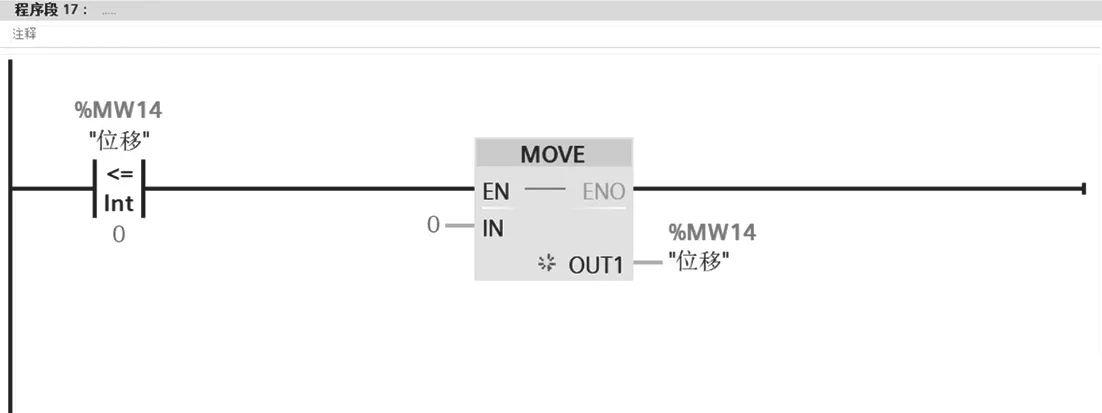
程序段17:当小车的位移≤0,表示小车已到达A 点,不再向左移动。
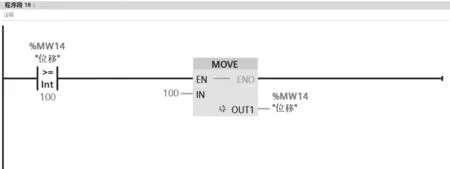
程序段18:当小车的位移≥100,表示小车已到达B 点,不再向左移动。
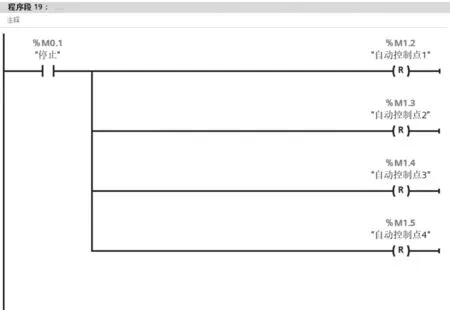
程序段19:按下停止按钮,系统停止运行。
3 仿真测试
3.1 触摸屏
系统起始界面如图1 所示,系统管理界面如图2 所示。

图1 系统起始界面

图2 系统管理界面
系统开始运行后,在自动控制状态下,从A 点向右运行,如图3 所示。
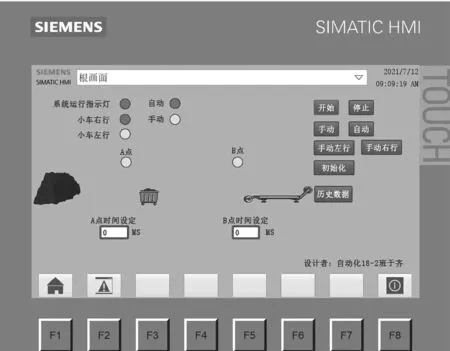
图3 自动状态A点向右运行
小车运行到达B 点后,按照设定的时间开始进行装载计时,如图4 所示。

图4 到达B点装载计时
小车在手动状态下,向左运行至A 点,如图5 所示。小车在手动状态下,向右运行至B 点。如图6 所示。

图5 手动状态向左运行至A点
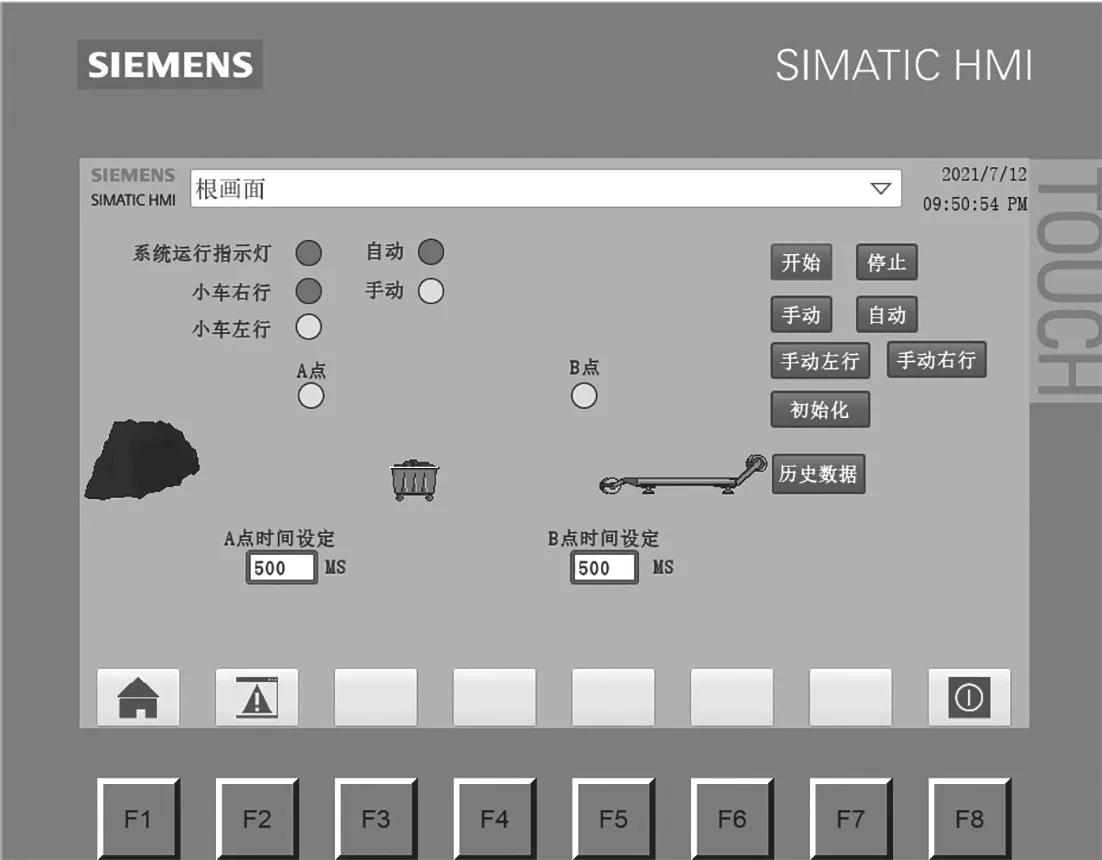
图6 手动状态向右运行至B点
小车在自动运行状态下,向左运行,运行至A 点,机械手开始装车,实现部分功能,如图7 所示。在自动运行状态下,小车向右运行,到达B 点后,开始卸车,如图8 所示。触摸屏可以记录小车的动作历史数据,如图9 所示。
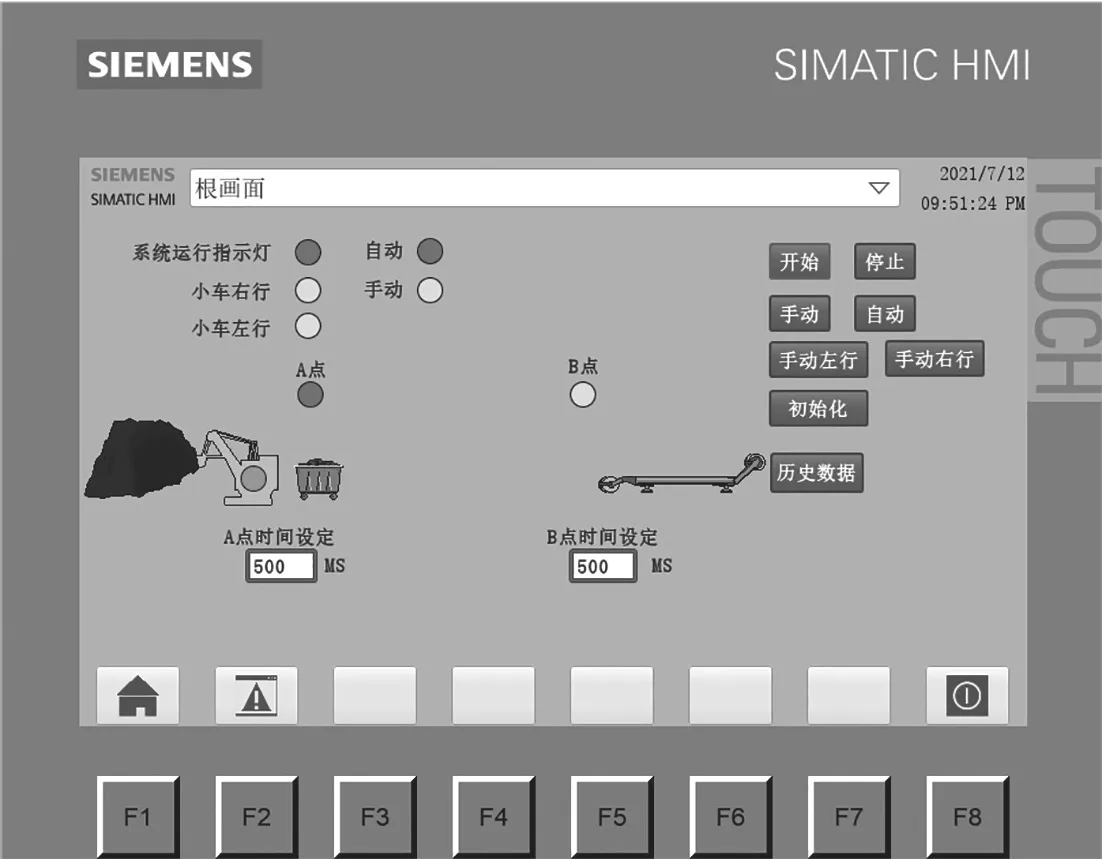
图7 机械手装车
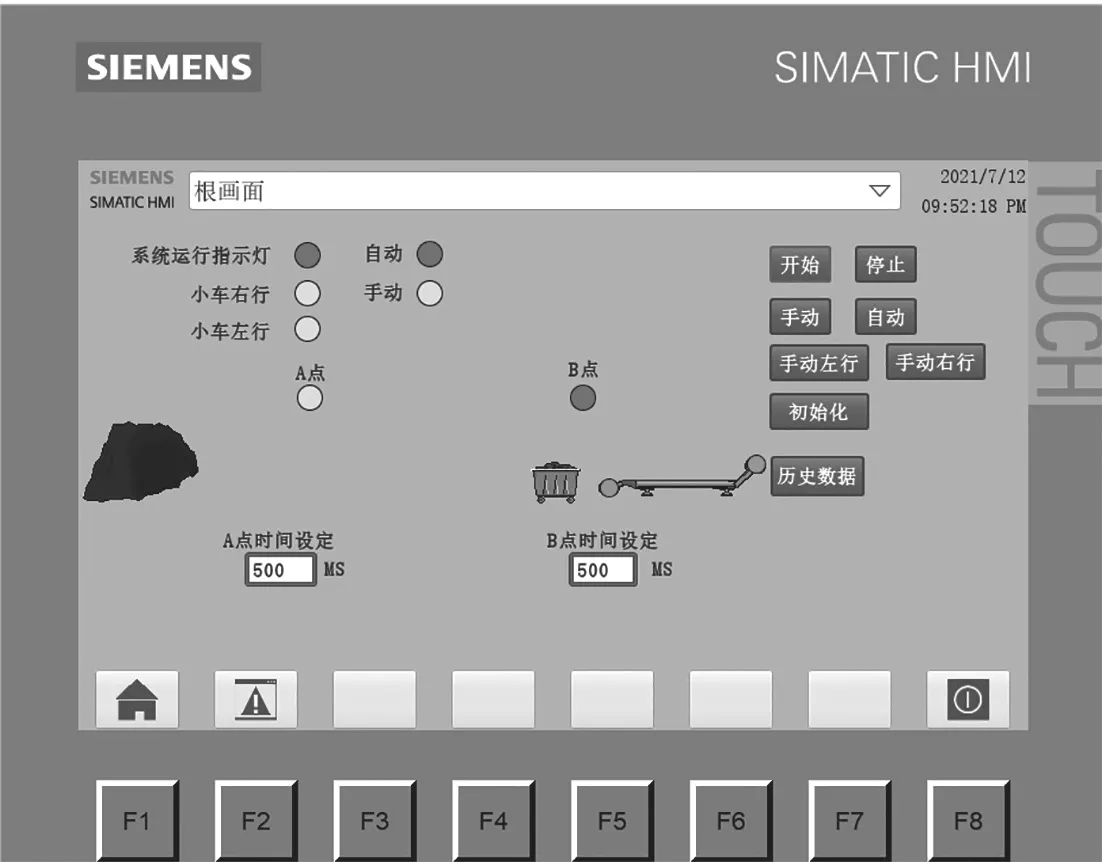
图8 自动运行状态卸车
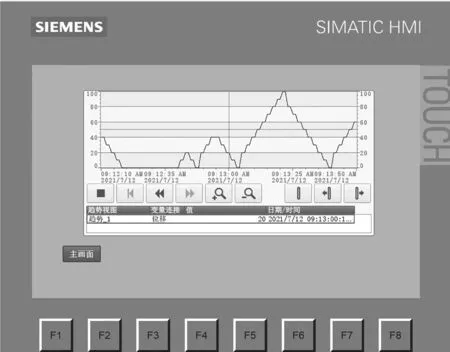
图9 历史数据
3.2 参数设置
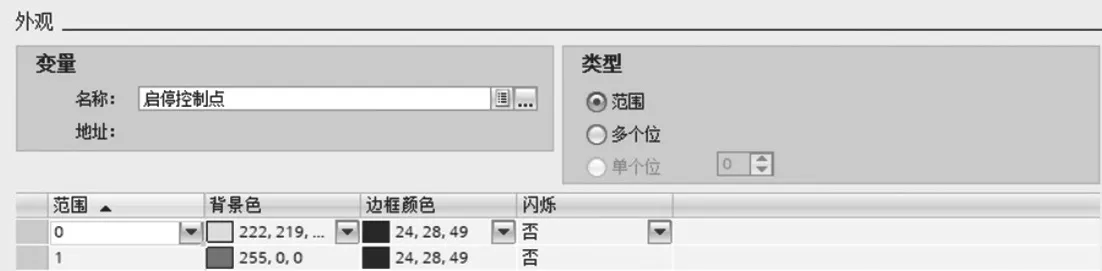
1)系统运行指示灯
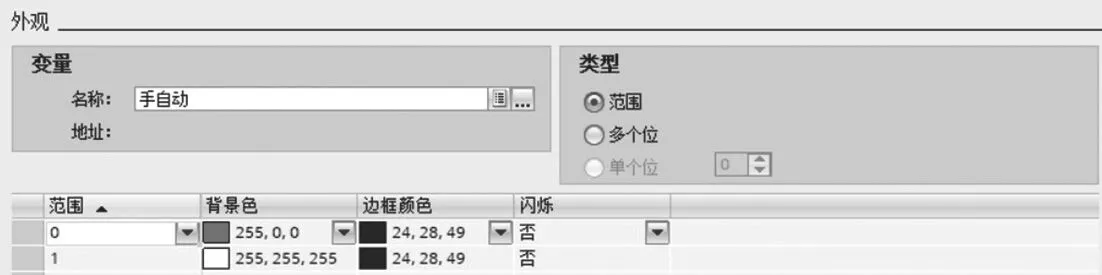
2)自动运行模式
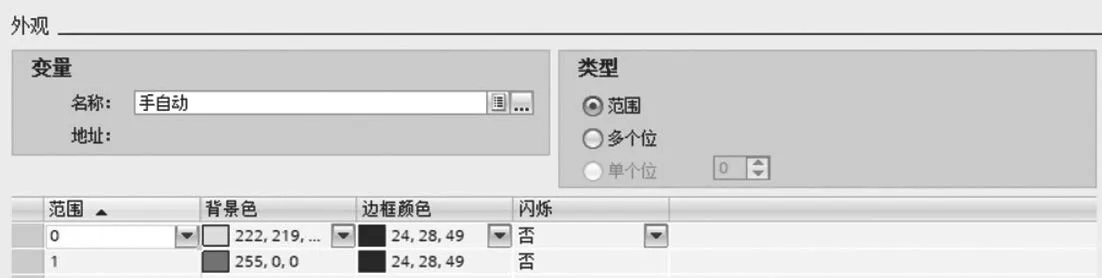
3)手动运行模式
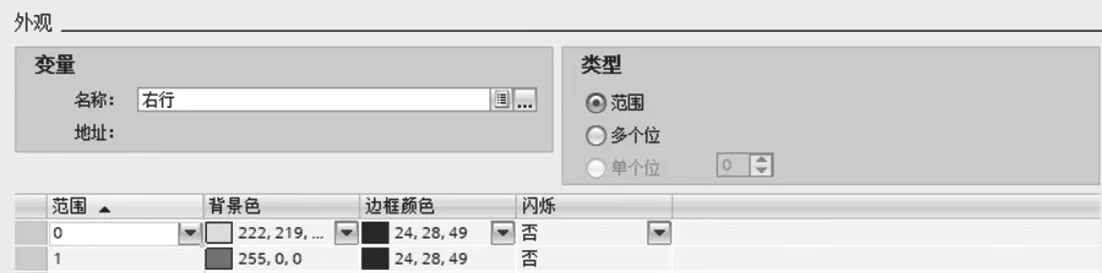
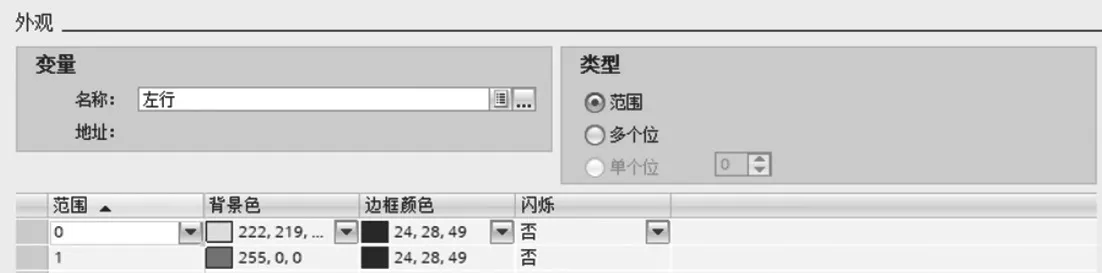
4)小车右行
5)小车左行
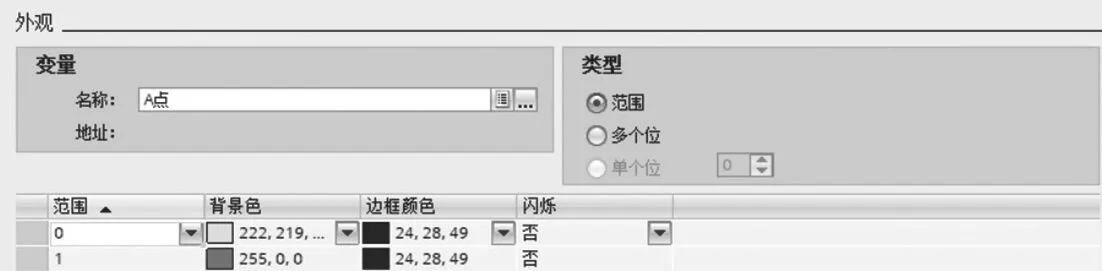
6)标志点A 点
7)标志点B 点

8)开始按钮

9)停止按钮

10)手动左行按钮

11)手动右行按钮

12)初始化按钮

4 结语
对于物料小车稳定而可靠的控制是PLC 自动控制系统正常工作的必要条件,对于整个控制系统,数据采集和过程监控显得十分重要,数据记录便于维修人员及时的检查。本文从系统的状态监控、数据记录和用户管理几个方面对物料小车系统进行设计。通过仿真结果可知,该系统可以对物料小车实现准确控制,具有高效稳定、便于操作等优点。
猜你喜欢
车迷(2022年1期)2022-03-29
建材发展导向(2022年1期)2022-03-08
作文·初中版(2020年9期)2020-10-12
中国化妆品(2020年9期)2020-10-09
知识就是力量(2018年7期)2018-07-11
学校教育研究(2017年17期)2017-10-27
时尚北京(2017年2期)2017-02-28
世界汽车(2016年8期)2016-09-28
世界汽车(2016年8期)2016-09-28
世界汽车(2016年8期)2016-09-28
