
S 型加减速控制算法在平面打印行业中的研究
2022-05-27 10:27王志刚梁彦伟王军伟
铸造设备与工艺 2022年2期
王志刚,梁彦伟,王军伟
(共享智能装备有限公司,宁夏 银川 750021)
随着国内外平面打印技术的发展,对打印效率、精度及打印质量要求越来越高,如何在保证打印精度及质量的前提下提升打印速度,已经成为平面打印各应用行业越来越重视的问题。加减速控制是数控系统的重要组成部分和关键技术之一,普遍采用S 曲线加减速控制方法可以使速度在加减速阶段避免产生大的冲击,变得更柔和[1-2]。本文系统研究了S 曲线加减速控制原理及算法,并对该算法在平面打印中的应用进行了在线模拟仿真及应用分析,为车头运动参数的设定提供了理论支撑,从而可有效保证车头的平稳运行。
1 平面打印机车头运动系统及运动曲线
1.1 车头运动控制系统结构
平面打印机的车头安装在运动子车上,子车在直线电机的驱动下沿打印扫描方向作往复运动,喷头根据预先处理的图像在相应的位置喷墨。车头运动控制系统如图1 所示,该系统为闭环控制系统,主要包含直线电机及其带动的喷墨车头,通过安装在车头上的磁编码式检测装置对车头的实际位置进行实时检测并反馈给控制系统,通过给定指令与反馈位置进行PID 运算控制,从而对子车进行实时控制[3]。
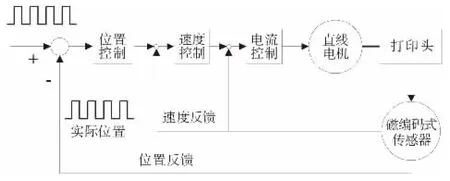
图1 车头运动控制系统图
1.2 车头运动曲线
喷墨车头是平面打印机的关键部件,而喷墨的落点直接关系到打印产品的质量,因此控制喷墨落点就显得至关重要。从喷孔喷射出的墨点在落到承印物之前,水平方向由于惯性作匀速直线运动,垂直方向由于自身重力作自由落体运动,运动轨迹是一条抛物线。参考文献“喷墨打印中墨滴落点的控制与补偿”中提出了一种利用卡尔曼滤波算法对运动速度进行准确预测[4],对喷墨的时刻可以进行更精确的控制,使加、减速区喷墨成为可能,延伸了打印区域,但实际应用还存在诸多难点,在平面打印领域,为了使喷墨落点易控、易调,保证打印的质量及精度,目前仍普遍采用在匀速区进行打印,即需要在进出打印区间的时候预留加、减速缓冲区。图2所示为车头在加速区、匀速区、减速区的理想速度曲线图,但在实际应用中,运行速度不可能绝对平滑,存在速度波动,而且加、减速阶段速度波动更大。

图2 车头理想速度曲线图
在车头运动控制中,为了缩短运动行程并提升打印效率,需要保证在较短的加、减速区间内提升车头速度,通常采用较高的加速度及加加速,但同时在运动路径容易产生过冲,导致运动误差。为了减小轨迹误差,避免加、减速过程中对运动轴产生的冲击、失步、振荡等,使运动部件平稳、准确定位,需要选择合适的加减速运动控制算法,从而保证进给速度平滑过渡[5]。
2 S 曲线算法原理及其控制方法
2.1 S 运动曲线
在工业自动化控制领域,由于受到机械系统有限应力和负荷的限制,要求对作用于机械系统的冲击进行最小化控制,常用加减速控制算法有三角曲线、梯形曲线、指数曲线、抛物线以及S 曲线加减速等算法。三角形曲线又称无速度限制的直线加、减速控制算法,即在整个运动行程内只有加速、减速两个阶段,无匀速运动阶段,整个行程在只有加速、减速中实现,因为有最大运行速度的限制,所以在运动距离较大时不适用;梯形曲线的加减速在转换点改变中是无限的,存在加速度和减速度的跳变,容易造成运动控制系统的不平稳。为此,可设置加速度和减速度限制,速度轮廓曲线是S 型的S 曲线。S 曲线可以有效地降低速度设定值突变对传动设备所造成的冲击,在工业自动化控制领域被广泛应用[5]。
S 曲线是由被控对象在加减速阶段的速度曲线呈S 型得来的。S 运动曲线俗称“冲力消除器”,是优化机械负载转化时间的重要工具,特别是当电机通过机械结构去连接负载的时候,在实际应用中,这代表绝大多数的实际运动控制应用[6]。S 曲线算法由于其加速度和速度曲线的连续性,能够保证电机在运动过程中速度和加速度没有突变,减小冲击,提高运动的平稳性及系统的精度[7],常被应用与精确控制中,如数控系统、医疗器械和机器人系统等。
2.2 S 曲线控制算法
如图3 所示,一个完整的S 运动曲线是由运动中不同的7 个阶段所组成的,包含1 为加加速段、2为匀加速段、3 为减加速段、4 为匀速段、5 为加减速段、6 为匀减速段、7 为减减速段。在理想运动情况下,假设加速度a 与减速度d 有相同的数值,即电机从0 加速到最大值amax所需时间与从最大值amax减到0 的时间相同,这个值称为电动机的特征时间常数tm,tm=vmax/(2amax)或tm=amax/J[5].

图3 理想S 曲线
根据假设条件,有t1=t3=t5=t7=tm=vmax/(2amax).加加速度变化率的数值在加加速和加减速、减加速、减减速段的值是相同的,仅符号不同[5],则加加速段1 和减减速段7,匀加速段2 和匀减速段6,减加速段3 和加减速段5 对称。本文主要研究1~3 段的算法,其他段可类推,1~3 段运动参数具体计算见表1.

表1 不同时间段的运动参数计算公式
2.3 S 曲线加减速控制方法
在S 曲线控制算法中,最大速度vmax、最大加速度amax和加加速度J 决定着运动曲线的形式。最大速度vmax反映了系统的最大运行能力,最大加速度amax反映了系统的最大加减速能力,加加速度J 反映了系统的柔性。加加速度J 是S 曲线控制算法中冲击控制因子,通过调整J 可以有效避免冲击,J 的值越小,表示电动机的柔性越大,加减速时间长;J 的值越大,则冲击越大,加减速时间短,通过对加速和减速过程中的J 的控制,S 曲线可以有效控制加速和减速过程中作用于控制对象上的冲击,广泛应用于工业自动化控制领域[5]。
在实际S 曲线加减速控制中当vmax<amax2/J,则S曲线不包括图3 所示的阶段2 匀加速阶段和阶段6匀减速阶段,变成5 段S 曲线,即当加速度a 未达到最大加速度amax,就开始进行阶段3 的减加速运动。
3 车头S 曲线仿真及结果分析
如图4,在打印机的车头运动过程中对车头的运动速度进行曲线监控并选取整个加速至匀速阶段进行分析,图中设定速度vmax=720 mm/s 时的7 段S 曲线,该曲线整体趋势和理论曲线一致,其中t0~t1为加加速段、t1~t2为匀加速段、t2~t3为减加速段,在t0点s=210 mm,v=0 mm/s,在t3点s=349.96 mm,v=719.708 mm/s,即在车头从静止加速到最大速度720 mm/s 所需的移动行程约为140 mm 左右。该7段S 曲线控制算法可以使车头加减速运动时平滑过渡,系统具有较高的柔性,减小了运动过程中的冲击,可使打印过程中喷墨的落点平稳、准确,不会出现由于运动抖动造成的喷墨落点偏差,则有效保证了喷墨线条整齐,从而保证了平面打印的表面质量。

图4 vmax=720 mm/s 时的S 曲线
4 结论
本文针对平面打印机的车头运动控制进行了分析,并对S 曲线的算法理论及控制方法进行了计算、分析。利用该方法对车头实际运动曲线进行了仿真,通过实验分析:
1)在高速运动下采用S 曲线加减速控制克服了传统加减速度突变、不平稳的缺点,提高了平面打印机车头运动的平稳性;
2)S 型曲线加速度变化是连续的,速度过渡平滑,可以有效减弱对系统的冲击和振动;
3)通过对S 型曲线的分析、应用研究,明确了S 加减速控制算法的数学模型,为基于S 曲线控制算法下的运动参数调试提供了理论支撑。
猜你喜欢
文萃报·周五版(2021年11期)2021-06-23
幼儿智力世界(2020年2期)2020-10-26
中国工人(2019年4期)2019-09-10
中国测试(2018年9期)2018-05-14
科技视界(2016年2期)2016-03-30
电子产品世界(2016年3期)2016-03-29
印刷技术·数字印艺(2015年12期)2016-02-18
印刷技术·数字印艺(2015年2期)2015-05-15
印刷技术·数字印艺(2014年10期)2014-12-26
青年文摘·上半月(1994年6期)1994-01-01
