
论中厚板表面片状开裂原因及控制策略
2022-06-06 06:23苏波
中国金属通报 2022年4期
苏 波
随着技术的进步以及工业的发展,我国钢材市场越来越规范。尤其是生产工艺的提升,使市场上钢材的种类越来越齐全,各种不同型号、不同用途的钢材层出不穷。在各种类型的钢材中,中厚板是一种非常常见的钢铁材料之一。它以其自身优良的性能、良好的韧性、较高的强度、以及理想的可焊接性,在我国许多领域被广泛采用。但与此同时,作为一种带状板材,在中厚板各种不同用途的加工好在再生产过程中,也具备了一些其它板材具有的质量通病。
对中厚板在我国工业应用情况的调查分析发现,中厚板表面裂纹属于一种常见现象。其具体表现形式有很多,比如角部横裂、微裂纹、纵裂等等,而且随着此现象发生频率不断提高,已经引起了相关人员的重视。经研究发现,在中厚板轧制过程中,如果出现片状开裂现象,则钢板将被判定为报废产品,而且此缺陷与中厚板轧制厚度有直接关系,轧制厚度越薄,发现难度越高,增加了质检人员的工作难度。为解决此现象,研究人员借助光学显微镜、扫面电镜等设备展开了具体研究,总结了中厚板表面片状开裂原因,并结合研究结果制定了具体解决方案,以提高工作质量,控制项目成本。
1 中厚板片状开裂的外貌特征和有关因素分析
1.1 中厚板表面裂纹的分类
中厚板作为一种的常见的带状板材,厚度一般为4.5mm ~10mm,宽度尺寸一般在1800mmmm ~2500mm 之间,而长度尺寸通常大于6M。通常维持在6000mm ~12000mm 之间,有的甚至长度远大于12000mm。因此,其表面质量对其自身强度等各种性能的影响,要远大于一般钢材。在中厚板的各种表面质量通病中,其表面裂纹是其中危害程度较大的一种。
若表面裂纹较浅,同时分布范围较小,并处于中厚板边部等对其质量影响不大的区域。则将钢板轻微打磨、处理后,并不影响中厚板按生产规格的正常使用;若中厚板表面裂纹较深,且分布范围广泛,则对中厚板打磨、处理后,必须对钢板规格进行降级,然后才能重新利用。甚至严重者还可能造成钢材直接报废。
对中厚板表面裂纹的成因进行研究分析可以发现,造成中厚板表面裂纹产生的原因是多种多样,但同时又很难进行量化来直接分类。因此,对中厚板表面裂纹的种类,通常是按照其表面裂纹的外貌特征和分布位置来进行划分。一般可分为横裂、纵裂、边部裂纹、微裂纹、和星状裂纹等。不同种类和分布区域的裂纹,其对钢板质量的危害程度并不相同。
1.2 中厚板片状开裂的外貌特征
本文所讨论的片状开裂,也属于中厚板表面裂纹的一种。对钢板所发生裂纹的实际情况进行分析发现,其中普钢、低合金发生裂纹情况较多。但是此情况与钢种类型没有直接联系,而且具有较高的随机性。对裂纹类型、形状、尺寸、分布特征进行分析发现,中厚板所出现裂纹属于带状裂纹,出现在中厚板1/4 到1/3 位置,长度方向并不固定。具体形态会受到中厚板轧制厚度影响,厚度越薄,片状区域范围越广,裂纹程度也越浅,如图1 所示。除此之外,还可能呈现为微裂纹形式,在实际工作中,工作人员无法做出准确判断的原因在于他们的判断会受到外界因素的干扰,比如大型夹杂物、夹渣等等。

图1 中厚板开裂情况示意图
1.3 中厚板表面开裂的有关因素分析
1.3.1 钢种合金元素的影响
根据钢材的化学成分及其自身的特征可知,钢材本身的各种性能,与其组织结构内的各种元素及其含量的大小,具有直接性的关系。尤其都是对于中厚板来说,其自身的力学性能和各种工艺性能的优劣,都与其化学成分中的C 元素的含量息息相关。而根据生产工艺,及中厚板自身性能的要求,在中厚板轧制过程中,其内碳元素的含量一般都是维持在0.09%~0.18%之间。而在这个区间之内,受C 元素含量的影响,钢板对表面裂纹的产生较为敏感。再加上一些微合金钢中通常都需要加入微量的Nb(铌)元素。而Nb(铌)元素的加入,虽然能够大幅度的改善钢板本身的机械性能,但也使中厚板表面开裂的几率大大增加,中厚板较多的出现表面裂纹现象。
1.3.2 钢坯成品厚度的影响
在中厚板轧制过程中,其表面裂纹的出现,除了与其自身的化学成分有关系外,还与其轧制钢坯的厚度具有直接影响。研究表明,当钢坯成品的厚度在小于20mm 时,其表面出现的裂纹指数为0.32;当钢坯成品的厚度在大于20mm,而小于40mm时,中厚板表面裂纹指数为2.98。是小于20mm 时的9.3 倍,并且随着中厚板厚度的增加,其表面裂纹指数也随之呈线性增大的趋势;当钢坯成品的厚度在大于40mm 时,其表面出现的裂纹指数为11.25,是小于20mm 时的35.1 倍,并且随着钢坯成品厚度的增加,裂纹指数呈线性增加的关系。由此可以看出,中厚板表面产生裂纹的几率,与轧制钢坯成品的厚度,即钢坯的轧制压缩比具有很大的关系。
2 裂纹形成原因分析
2.1 化学成分
实验表明,中厚板中的化学成分根据其含量主要分为三种,即基础元素、常存元素以及各种微量元素。其中基础元素为Fe和C 元素;常存元素包括Si、N、S、Mn 等;微量元素包括Nb和Ti 等。在本文中,笔者以中厚板中的A32 钢种为例,通过对钢板本身的化学元素进行具体分析。根据不同元素对中厚板性能的影响,研究中厚板表面出现的片状裂纹产生的可能的原因。下表1 为所选择A32 中厚板内部化学成分内控目标值。

表1 中厚板化学成分
2.2 宏观特征分析
通过统计A32 中厚板轧制过程中产生表面裂纹的概率,然后与其它钢种的中厚板进行对比分析,由此可知,通常情况下,出现裂纹情况的中厚板的厚度在10mm ~100mm 之间,且钢板厚度越厚,表面产生裂纹的几率也随之增大,同时裂纹形成的深度也随之加深。此外,还有一些如Q345EN、316LN、718/304L 等含铌中碳合金钢,轧制过程中也会经常产生表面开裂现象。当这些类型的中厚板表面出现裂纹缺陷时,裂纹缺陷出现点位多处于钢板两侧,与钢板边缘拥有100mm ~300mm之间左右的距离。同时这些裂纹主要存在两种形状,分别是“W”型或“M”型。所出现裂纹连续性较低,而且非常杂乱,没有规律,非常小。
2.3 微观特征分析
为了了解中厚板产生片状裂纹原因,以典型裂纹为研究对象,在其中切取小部分进行实验。对所获得实验材料横断面进行研磨处理,分析裂纹源,使用光学显微镜、扫描电镜与透射电镜完成裂纹源内部组织详细分析,然后与正常基本组织对比,通过比较两者之间的较大差异性,以此获得相应结论。
其实验研究成果如下图2,图中(a)、(b)、(c)、(d)四组图片为实验所选择两组不同的研究素材的金组织——A3 钢种片状裂纹缺陷钢板,钢板规格在50mm×800mm×1100mm。其中图(a)表示裂纹处外貌;图(b)与图(c)为不同放大倍数下的裂纹金相组织;图(d)为正常体组织。

图2 A3 金相分析照片
通过分析发现,样本的裂纹内部存在大量的氧化铁(FeO3)、少量氧化硅(SiO),实验结果表明裂纹发生位置在铸坯,加热阶段(铸坯热轧前)是氧化铁(FeO3)的主要形成阶段。
在正常组织中,二相粒子尺寸与形状存在较大差异,其中数量较少的为尺寸较大的星状二相粒子,其尺寸在500nm 左右。在不同的二相粒子之间或旁边存在较多数量细小粒子、其存在状态为零散分布状态,其尺寸在0nm ~50nm 之间,借助能谱分析得知,Nb、Ti、C、N 为二相粒子主要组成成分。在裂纹组织中,存在大量的细小二相粒子,它们出存在状态为弥散分布状态,其尺寸在10nm ~0nm 之间,借助能谱分析得知,所出现二相粒子均为Nb、Ti、C、N。完成裂纹处与正常组织对比后可以得到结论,出相差异与轧制过程中表层与心部之间的温度差异存在正相关关系,即心部温度越高出相聚集情况越容易出现,反之,温度低则会延缓出相聚集情况,导致出相呈现为弥散、细小状态。
在铸坯阶段与加热阶段,裂纹附近会出现氧化与脱碳情况。借助透射电镜可以观察到NbTi(CN)颗粒,是因为其颗粒较高,证明所选择实验类型中厚板拥有Nb、Ti、(CN)等化学物质,导致此类钢板存在脆性相,增加了裂纹出现可能性。
3 开裂问题控制方式
3.1 钢水成分优化控制
根据以上分析可知,当中厚板中含有微量元素Nb 时,在钢材生产中,虽然Nb 元素的加入可以使钢材生产工艺更加先进和优化。且能够细化晶粒,阻碍奥氏体晶粒的增大和再生成。同时还能强化中厚板的韧性和可焊接性,进而增强中厚板的机械性能。但当中厚板中Nb 元素含量较多时,也会使钢板形成片状开裂的可能性进一步增大。因此,在A32 等中碳合金钢中厚板加热生产时,必须对钢水成分控制进行优化。从而提高微量元素Nb 的加入量控制力度,或直接选择不添加Nb。如果某些钢种必须加入Nb 才可以实现生产,可以在其中添加0.01%~0.0%的Ti,确保钢种中的Ti/N>3.4。
3.2 钢水氮含量控制
若在生产钢种过程中,N 的含量过高,则氮化物会过早析出,增加了铸坯裂纹的可能性。借助对比分析发现,当钢水N含量大于等于50ppm,钢板极易出现片状裂纹情况。为解决此类问题,工作人员应优化和控制转炉出钢脱氧制度、造渣制度、LF 炉脱氧造渣、合金数序,提高控制各冶炼阶段钢包吹氩流量与压力的力度,结合实际情况制定出具体的连铸工序保护措施,以确保钢水氮含量小于等于30ppm,以确保LF+RH 阶段钢水增氮小于等于10ppm、连铸工序钢水增氮小于等于5ppm、最终连铸坯氮含量小于等于45ppm。
3.3 优化处理指标
针对中厚板钢坯连铸过程中保护渣含量过少,使其弯月面失去应有的保温和润滑能力,或者保护渣熔点和黏度较低,加热过程中熔化过快等原因。造成的中厚板轧制过程中失去保护渣的保护,导致出现的表面开裂现象。为降低中厚板出现裂纹情况,可对渣熔化温度与黏度进行优化。避免出现保护渣含量不足、脱渣等情况,确保在浇钢阶段,保护渣液渣层厚度在9mm ~13m 之间。
3.4 控制二次冷却强度
通过调查分析发现,目前工作人员所使用连铸机再生产二冷配水时,多依靠机器自身所携带系统,只需要根据实际情况在二冷段内完成铸坯表面温度设定即可。参考前文分析结果发现,工作人员应将连铸机矫直区域(铸流长度16.3m ~19.7m)内铸坯温度调整到950℃以上,如图3 所示。
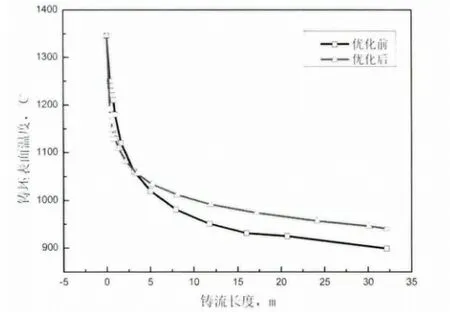
图3 调整前后铸坯表面温度曲线设定
3.5 优化边部水比例与最小水量
通常情况下,中厚板表面裂纹多出现在距离钢板两侧,与钢板两侧的距离在100mm ~300mm 之间,因此,工作人员应高度关注铸坯边部温度,并对温度进行监控。在优化工作完成后,中厚板部分弧形段边部的水量(如6 区)可以降低30%左右,矫直区边部水量,如7 区、8 区,可以降低50%左右。其详细情况如表2 所示。

表2 中厚板优化边部水比例前后的水量对比
3.6 优化铸坯堆冷却时间与温度
当铸坯热送温度进入第三脆性区后,奥氏体晶附近会出现铁素体及膜状,此时晶界强度略低,受加热影响会出现热膨胀现状,会提高晶界出现裂纹可能性,更严重情况不仅会进一步加深裂纹深度,还会导致裂纹缺口附近出现脱碳层。晶界内部含有粗大颗粒碳化物,会增加晶界脆性强度,提高裂纹出现可能性。铸坯入炉温度不超过500℃,可以降低第三脆性区出现热膨胀情况的概率,降低钢板出现裂纹可能性。
3.7 其他方法
在实际工作中,工作人员除了可以借助上述方法降低中厚板表面出现片状开裂情况外,还可以借助如下手段进行控制:
(1)润滑:连铸机轴承长期处于磨损状态,在实际运行中会出现堵塞现象,再加上连铸机运行过程发热,会加速润滑油消耗,因此可以调整轴承内部润滑形式,降低输油管路出现堵塞情况可能性。
(2)冷却:在工作期间,连铸机长期处于高温烘烤状态,为降低铸坯表面出现裂纹可能性,应对传统冷却方式进行优化,将单循环冷却转变为多线冷却,以提高设备冷却质量。
4 结语
造成中厚板表面出现片状裂纹的原因有很多,除本文所阐述设备原因外,还可能因为人为原因引起,因此在实际工作中,管理人员应加强管理,保证工作人员具有积极的工作态度,并对其进行培训,要求在日常工作中必须严格遵守相关制度,降低此现象发生可能性。同时,还应积极引进市场中所出现的先进技术与优秀经验,为开展后续工作提供更多思路。
猜你喜欢
机床与液压(2022年9期)2022-09-20
建材发展导向(2022年6期)2022-04-18
辽河(2022年1期)2022-02-14
辽河(2022年1期)2022-02-14
建材发展导向(2021年20期)2021-11-20
散文诗(青年版)(2021年6期)2021-08-09
读者·校园版(2020年4期)2020-06-01
中华诗词(2019年8期)2020-01-06
扬子江(2019年1期)2019-03-08
科技经济市场(2017年4期)2017-07-06
