主动弧齿锥齿轮外螺纹感应退火过程改善
2022-06-21 02:59杨锴邓航
金属加工(热加工) 2022年4期
杨锴,邓航
东风汽车零部件(集团)有限公司刃量具分公司 湖北十堰 442002
1 序言
感应热处理以其加热速度快、效率高、节能和便于实现自动化等优点,在汽车、工程机械等行业得到了越来越广泛的应用[1]。感应退火即是目前比较常见的一种工艺过程分支,本文涉及到的是主动弧齿锥齿轮产品外螺纹退火过程。
该主动弧齿锥齿轮和突缘叉零件装配在一起,突缘叉接收到分动箱传递的动力并且通过花键联结方式将动力再次传递给与之相配合的主动弧齿锥齿轮,主动弧齿锥齿轮需要承受2000N·m转矩。
2 产品原技术要求及原工艺过程
主动弧齿锥齿轮原材料是执行G B/T 5216—2014《保证淬透性结构钢》规定的20CrMoH钢,要求进行渗碳淬火处理,齿部节圆处成品有效硬化层深度要求达到1.0~1.4mm(550HV),表面硬度达到58~63HRC,心部硬度达到30~40HRC(按照检测部位位于齿根圆和齿中心轴线的交点处评价),外螺纹硬度不得超过45HRC。另外,最终进行强力喷丸处理,执行JB/T 10174—2000《钢铁零件强化喷丸的质量检验方法》,表面覆盖率不得低于200%,喷丸强度评价为A型阿尔明试片弧高值不得低于0.44mm,而且成品的齿根处残余压应力指标不得低于896.5MPa。
该产品在分供方新品试制期间,热处理之前对于外螺纹部位实施防渗处理,起到降低外螺纹硬度的作用。在进行路试时未达到规定行驶路程的前提下于外螺纹和外花键联接过渡的R角区域处出现了异常断裂。经过失效件解剖分析,发现外螺纹局部位置硬度超过了48HRC。由于防渗环节牵扯到了防渗涂料的使用正确与否,以及人、机、料、法、环中人的因素较多,同时考虑到外螺纹和外花键联接过渡的R角处是应力容易出现集中的区域,所以经过技术沟通并获得产品客户的评审批准后,对于外螺纹的降硬度工艺过程进行了变更优化,从外螺纹防渗后热处理优化为不防渗直接热处理,然后对外螺纹处实施感应退火处理。
3 产品感应退火过程及出现的问题
分供方拥有的感应热处理设备为:WZP60型全固态感应加热设备,输入电压为(380±38)V,振荡频率为10~30kHz,水压为0.15~0.3MPa,水温为10~45℃。其感应作业过程中的试机调试状态如图1所示,感应圈如图2所示。

图1 外螺纹进入感应圈调试状态

图2 感应圈
在感应退火试制初期出现过两方面的质量问题:一是人工送入需要感应退火的外螺纹区域进入感应圈加热退火,造成退火后硬度指标稳定性差;二是感应加热参数未控制好,导致部分工件在感应退火后,不仅硬度没有得到有效降低,反而出现了硬度上升。为此,本厂和分供方一起进行了作业过程改善。
4 产品感应退火过程优化措施
一是在简易感应定位工装里增加了一个限位工装,即采用焊接限位螺栓来确保实现外螺纹伸入位置的有效定位,如图3所示。将主动弧齿锥齿轮放入工装内,其背部端面和工装的限位螺栓贴紧,主动弧齿锥齿轮的中心和感应器的中心必须对齐,主动弧齿锥齿轮的螺纹端部放入到感应圈里面的位置(见图4),并且螺纹端部和感应线圈平齐。外花键齿部位需要伸入感应线圈内约8mm的位置。

图3 增加限位螺栓定位

图4 外螺纹伸入定位
二是优化调整了工艺参数,保证工作电压为380V,工作电流为12~30A,总加热时间固化控制在11s,加热频率确定为29kHz。首先用试验料头进行加热试验检查验证过程参数和硬度测试(见图5),然后再次采用正式工件启动踏板开关起动加热,需要人工手动缓慢旋转主动弧齿锥齿轮以便保障加热的均匀一致性。加热完毕以后,取出主动弧齿锥齿轮进行空冷,待完全冷却到室温后,在主动弧齿锥齿轮的螺纹端部对准轴的中心部位进行线切割,切割的长度及厚度分别为55mm、15mm,如图6所示。切割好的样块实物如图7所示。将线切割好的样块送交金相检查室,准备进行硬度检测。

图5 试验料头调试
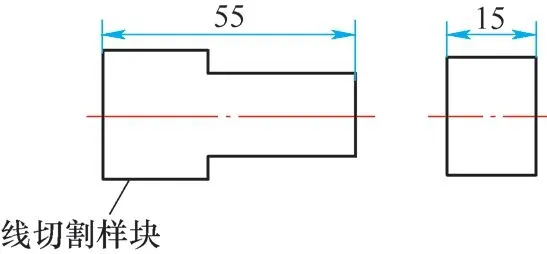
图6 切割尺寸图样

图7 样块实物
之后采用P-2T型金相式样抛光机进行抛光、清洗,将样块烘干吹风干燥后平放在显微硬度计的检验平台上,调整位置及焦距后实施检测。要求对样块分别在螺纹5mm、15mm、25mm处且距离螺纹牙牙根0.1mm处各取3点进行硬度检测,在R角处取一点即距离端部0.1mm处进行硬度检测,在外花键5mm、15mm处且距离外花键齿根0.1mm处各取3点进行硬度检测,如图8、图9所示。

图8 检测部位图样
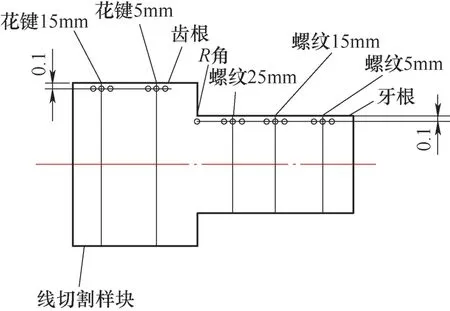
图9 检测位置及点数示意
每个班次首件检验之后,过程中再增加抽检一件并记录硬度数值,结果见表1、表2。

表1 首件检验指标汇总

表2 中间过程增加抽检一件检验指标汇总
5 产品感应退火技术指标确认及固化
根据以上优化结果,经过与客户作技术沟通并获得批准后,调整主动弧齿锥齿轮硬度技术要求为:外螺纹处的硬度为28~42HRC,外花键距离端面5~15mm处为评价区域,其硬度为42~56HRC,而15~25mm为过渡区域只作参考,如图10所示。

图10 外螺纹和外花键过渡区域技术指标示意
此道感应退火工序结束之后,再对M22×1.5-6g处全长29m m的外螺纹进行检验,并作理牙处理。将板牙套入主动弧齿锥齿轮的螺纹并注意与锥齿轮轴线的垂直度,均匀地旋转板牙,在理牙结束后,再使用螺纹环规检测螺纹,确保合格件转序。
以上措施得到固化后,关于外螺纹和外花键联接过渡的R角处出现异常断裂的情况再未发生,路试试验通过,目前已经实现了批量量产。
6 结束语
对于类似件的感应退火热处理,我公司对于分供方也作了如下建议。
1)此道工序必须固定操作人员,以保证产品质量的合格稳定性。
2)需要注意的是,当外界环境温度<10℃时,需要将红热态的主动弧齿锥齿轮放入石棉保温箱里实施缓慢冷却,防止由于冷却速度太快导致裂纹产生。
3)需要考虑感应设备的升级换代。目前,感应设备生产效率高,已经可实现加热温度的预防控制、报警、高低温产品自动分离等功能。对电源的运行状态及参数实时监控(如淬火能量、电压、电流、功率、频率、时间及温度等),可真正实现实时在线监控[2]。靠更优化的设备来保证大批量产品的质量稳定。
以上建议目前已经被采纳并固化在了分供方的作业文件中,实施后,产品质量稳定,未再出现批量质量问题。
猜你喜欢
汽车实用技术(2022年9期)2022-05-20
汽车与驾驶维修(维修版)(2022年3期)2022-04-11
房地产导刊(2021年8期)2021-10-13
科学技术创新(2021年22期)2021-08-16
北京汽车(2021年1期)2021-03-05
失效分析与预防(2020年6期)2021-01-21
中国船检(2020年4期)2020-04-29
北京汽车(2018年4期)2018-09-08
移动信息(2016年1期)2016-12-31
湖南大学学报·自然科学版(2014年3期)2014-12-30