湿式烘焙技术研究进展
2022-06-24 07:58刘环博李健颜蓓蓓董晓珊陈冠益
化工进展 2022年6期
刘环博,李健,颜蓓蓓,董晓珊,陈冠益,2,3
(1 天津大学环境科学与工程学院,天津 300072;2 天津商业大学机械工程学院,天津 300134;3 天津大学佐治亚理工深圳学院,广东 深圳 518071)
生物质能源作为目前第四大能源,具有来源广泛、储量丰富、环境友好、可再生等优点,有很大潜力替代煤炭、石油、天然气等燃料,缓解当下能源危机,应对全球气候难题。然而,固体生物质燃料具有位置分散、含水率高、堆积密度和能量密度低、可磨性差、成分复杂、生物降解性差以及运输贮藏困难等缺陷,制约着生物质能源在工业上的进一步利用。近年来,热化学技术的发展受到了广泛关注,热化学技术可有效地提质生物质燃料并改善生物质衍生燃料(气体燃料、液体燃料、固体燃料)的物理化学特性,使其更适配于工业应用。烘焙技术是一种低温无氧状态下的热化学预处理技术,可使燃料获得更好的物理化学性质。烘焙反应过程中,随着温度的升高,生物质燃料中的半纤维素分解,纤维素和木质素解聚,生物质开始分解并释放水分和挥发性物质,从而达到提高其能量密度的目的,最终得到更加优质的固体燃料。
根据反应条件的区别,烘焙技术现可分为干式烘焙、湿式烘焙及蒸汽烘焙三种,分别于干燥、潮湿及蒸汽氛围下处理生物质燃料以改善其性能。干式烘焙,又被称为低温热解、高温干燥,最早来源于咖啡的生产过程,可提高咖啡豆的可磨性,后逐渐延伸并广泛应用于生物质原料的处理。干式烘焙可看作固体原料在干燥惰性气体环境中、常压和200~300℃温和条件下的低温热解过程。
蒸汽烘焙在200~260℃的温度下,运用蒸汽爆破法来处理生物质以去除小分子挥发分,提升产物热值、含碳量和机械强度,降低平均粒径、体积密度和平衡含水量。反应过程中,反应器内压力随温度升高逐渐上升,随后的迅速降压阶段,生物质中木质纤维素结构发生破碎,同时伴随原料的轻微质量损失。蒸汽烘焙最早用于制备生物乙醇,近期蒸汽烘焙主要应用于球团的制造,具有反应时间较短(5~10min)的优势。
湿式烘焙一词是由德国诺贝尔奖获得者Friedrich Bergius 提出的水热碳化发展而来的,其同义词包括水热碳化、水热预处理及过热水预处理等。湿式烘焙在密闭环境中将固体原料溶于液体中加热,达到原料提质的目的,具有适用范围广、能耗低、能量产率高等优点,应用价值巨大。目前国外湿式烘焙技术的研究及应用已取得一些进展,然而国内对于该技术的研究还相对匮乏,关于湿式烘焙技术的系统性总结更是鲜有报道。
本文首先介绍了烘焙技术的分类,对比不同烘焙技术的优缺点,为全面综述湿式烘焙技术的进展提供参考,再通过对比生物质原料处理前后特性的差异介绍了湿式烘焙处理生物质燃料以改善其燃料特性的效果,然后对各工艺参数对湿式烘焙过程的影响进行深入的讨论。本文旨在从理论和实践研究两个方面总结湿式烘焙技术的研究进展及发展趋势。最后,概述了生物质湿式烘焙技术的挑战和缺陷及研究缺失问题,进一步指明该技术的未来研究方向及潜在应用场景,为实际应用打下基础。
1 定义与反应机理
1.1 定义
湿式烘焙技术为生物质在过热水中,于180~260℃温度范围内的热化学处理技术,停留时间一般为5~240min,压力可达4.6MPa。高于水饱和蒸气压的压力可将水保持在液相中,避免能量以汽化热的形式散失。湿式烘焙过程中生物质的分解涉及到多种反应机制,如水解、脱水、脱羧、聚合和芳构化等,其产物主要为固相产物——水热炭,并伴随液相和气相副产物。水热炭在最优条件下可保留原始生物质原料89.1%的能量和88.3%的质量,可进一步衔接其他处理技术。此外,水热炭还有一些其他的潜在应用,例如,可作为土壤肥料、催化剂、储能或吸收剂等。液体产品成分包括酚类化合物、有机酸、呋喃、糠醛和糖类等,气体产品主要成分为CO(约占总体积的95%)以及少量的氢气和甲烷。湿式烘焙的实际操作可分为以下7个步骤:①装载,将生物质原料与相应的溶剂按所需比例装载到反应器中;②加压,施加初始压力以使溶剂保持液相;③加热,生物质原料与溶剂在反应器中加热;④烘焙,实际温度达到预设温度后,在此温度下保持一定时间;⑤冷却,将反应器迅速冷却至室温;⑥降压,打开反应器前必须释放压力;⑦产品收集,收集、分离并保存反应产物。
1.2 机理
1.2.1 亚临界状态下水的性质变化
过热水为温度达到100℃并且在足够高的压力下的亚临界和超临界水。在此温度和压力下,水的密度、黏度、介电常数和电离度等物理化学性质发生了剧烈的变化。水的密度与黏度会随温度的升高而降低,从而提高其扩散速率。高扩散速率有助于减少传质限制并加快各种化合物的迁移率,从而加快化学反应。液体的介电常数是对于其极性的一个度量指标。一般情况下,介电常数越高表示该液体极性越强。标准状况(20℃,0.101325MPa)下水的介电常数约为80,表明水极性较强,属于极性溶剂。而水在湿式烘焙过程中,其介电常数随着温度的升高而降低,最低可至25~35,接近于乙腈、二甲基甲酰胺或丙酮等常见有机溶剂的介电常数,极性减弱。因此,水在湿式烘焙中表现出类似于有机溶剂的性质,利于多种化学反应的进行。另外,水在湿式烘焙过程中,其离子积常数()随温度升高可由25℃时的10增加到约10。因为亚临界条件能够促进水的电离进而产生更多的氢离子与氢氧根离子,作为质子的供体与受体,起到加速化学反应的作用。综上,湿式烘焙反应中的水表现出更有利于化学反应的性能,可看作为一种优良的反应介质。
1.2.2 亚临界状态下生物质的降解
木质纤维素类生物质主要由己糖聚合而成的纤维素、戊糖聚合而成的半纤维素以及芳香族化合物聚合而成的木质素构成。三种组分相互交织缠绕,形成以半纤维素和木质素为框架,纤维素嵌套其中的复杂结构。纤维素广泛存在于大部分结晶区和小部分非结晶区,聚合度高,在酶的作用下易于降解,但仅加热条件下较为稳定。半纤维素是具有各种侧链的杂多糖,其杂乱的结构抑制了氢键的形成,聚合度较低,比纤维素更易破碎、降解;而木质素的性质最为稳定。
生物质中三种组分在湿式烘焙过程中的分解情况如表1所示,其中主要分解的组分为纤维素与半纤维素。湿式烘焙可将半纤维素裂解为结构简单的小分子,表现出较低的聚合度,进而可与木质素稳定、无定形且高度复杂的结构发生缩合和再聚合反应。

表1 生物质中纤维素、半纤维素与木质素的分解情况[20,22-23]
与木质纤维素类生物质不同,富含蛋白质和脂质的生物质(如藻类等水生生物质等)在湿式烘焙反应中非常活跃,在较温和的反应条件下便可得到显著的反应效果。Du 等研究发现,微藻在200~225℃下湿式烘焙30~60min后,由于其中蛋白质和核酸强烈水解,水热炭中氮元素含量降低了6%~42%。另外,水热炭可保留超过70%的脂质,长链脂肪酸有利于催化反应过程中碳氢化合物的生产,进而提高产物热值。Heilmann 等的研究验证了这一结论,将微藻中的脂质提取分离出来后,其水热炭的热值由30.1MJ/kg 降低到24.6MJ/kg。这证明高蛋白质、脂质含量的生物质是湿式烘焙的理想原料。
2 优势与应用效果
2.1 优势
与干式烘焙、蒸汽烘焙等其他预处理技术相比,湿式烘焙的优点可体现为以下三点。
(1)原料适用范围广。湿式烘焙在潮湿的环境中处理生物质,可省去烦琐的干燥预处理过程,因此污泥、污水、粪便、水生能源作物、农业及食品废弃物等高含水生物质可以作为湿式烘焙的原料。
(2)反应能耗低。与干式烘焙相比,湿式烘焙的高压环境可实现较低温度下液相的降解过程,在得到相同热值产品的同时节省能耗。Yan 等发现湿式烘焙若生产与干式烘焙相同的固体产物需更低的温度及更短的停留时间,于260℃下湿式烘焙5min 的质量产率为57.0%,而在300℃下干式烘焙80min的质量产率仅略高于前者,为60.5%。Volpe等以橄榄树装饰物和橄榄果肉为原料,比较了通过湿式烘焙和低温热解所得产品的能量性质,发现相同温度下,湿式烘焙可获得较高碳化程度的固相产物;若要得到相同性质的产品,湿式烘焙所需的温度可比干式烘焙低50℃,可实现低能耗下的生物质提质目的。
(3)产物性能优越。湿式烘焙可提高生物质的疏水性,水热炭可通过机械脱水、加热干燥、化学除湿等方法获得较好的干燥效果,例如机械脱水可有效地将含水率控制到约35%,此外,在相同的质量产率下,湿式烘焙可得到较高的能量密度、热值和固定碳含量及较低的灰分含量,均优于干式烘焙。Bach等发现湿式烘焙可在较低的温度及较短的保温时间内产生更高热值的固体燃料,且湿式烘焙可用于降低生物质燃料的灰分含量。Kambo等对烘焙过程中生物质灰分中无机元素的变化进行了进一步探究,发现经过湿式烘焙,芒属植物中的无机金属成分降低了30%~70%,而干式烘焙无此效果。Wang等对玉米秸秆的干式及湿式烘焙进行了比较分析。与干式烘焙相比,湿式烘焙能够去除98%的灰分,同时使氢元素含量富集为原料的两倍。与原始生物质相比,湿式烘焙所得的清洁固体燃料无机成分少,更适用于其他技术处理。
因此,湿式烘焙预处理效果显著,能够提质各类生物质原料,获得更优质的燃料,是一种安全高效的预处理方法。
2.2 应用效果
湿式烘焙可将生物质原料转化为能量密集的固体燃料。与原生物质相比,水热炭具有更优越的物理化学特性,具体体现在热值与能量密度、研磨性、疏水性、造粒性、燃烧特性5 个性质的改善,使生物质原料更易衔接后续的处理转化过程。
2.2.1 热值与能量密度
水热炭的热值与能量密度是评价湿式烘焙性能的关键标准。生物质中各组分的热值与能量密度顺序如下:灰分<提取物<半纤维素<纤维素<木质素。与煤等燃料相比,元素组成上生物质具有较高的含氧量,成分组成上生物质具有较高的挥发分和较低的固定碳含量,这导致其热值与能量密度较低。湿式烘焙可显著改善生物质这一弊端,主要表现为以下两点。
①改善生物质原料成分组成。具体体现为降低灰分、挥发分含量,提高固定碳含量。生物质的挥发分含量在78.6%~89.5%,固定碳含量8.6%~17.2%,经湿式烘焙后,其挥发分含量可降低至49.3%~88.6%,而固定碳含量可增加到11.3%~47.1%,得到性质更类似于煤的生物质燃料。Bach等发现二氧化碳氛围可提高湿式烘焙对于森林废弃物的灰分去除能力,最高可去除60%~69%的灰分,而氮气氛围下去除率仅为14%~26%。
②改善生物质原料元素组成。湿式烘焙过程中,氧元素可与氢元素反应生成水,与挥发性碳反应生成二氧化碳,进而降低其含量。Yan 等对比了火炬松及其干式烘焙、湿式烘焙固体产物的含氧量,结果表明其含氧量在两种处理过程中随温度升高均降低,且湿式烘焙降幅较大,由原始生物质的43.34%最低可降至22.89%。
Reza 等对火炬松进行了260℃的湿式烘焙处理,发现产物的质量密度和能量密度分别为1468.2kg/m和38.8GJ/m,而原始生物质仅为1102.4kg/m和22.8GJ/m,可见水热炭有更高的质量、能量密度。前面提到,与干式烘焙相比,在相同的质量产率下,湿式烘焙具有较高的能量产率,其产物的能量密度也更高。另外,Bach等对比了干式烘焙与湿式烘焙的能量产率,发现二者在相同质量产率(74%)的前提下,生物炭能量致密化因子为1.07,能量产率为79.8%,而水热炭的相应值分别为1.08~1.09 和80.3%~80.7%,说明湿式烘焙过程在原料能量致密化及保留原料能量方面具有更好的效果。
2.2.2 可研磨性
生物质燃料在正式处理利用之前,研磨是必不可少的,可以将生物质机械分解为较小的颗粒,缩短后续的处理时间,增加反应的表面积,并改善转化过程中的热量与质量传递性能。然而,生物质具有难以破碎的纤维结构,研磨需耗费大量能量。
湿式烘焙可去除生物质中的半纤维素和部分纤维素,进而改变生物质的微观结构,是一种提高生物质燃料可研磨性的技术。湿式烘焙越剧烈,半纤维素降解程度就越高,水热炭的结构越扭曲松散。与未经处理的生物质相比,研磨水热炭所需能量可降低80%~90%。Bach 等发现与原始生物质相比,挪威云杉水热炭的研磨能耗降低了18.3倍,白桦水热炭则降低了25.6倍。另外,湿式烘焙不仅可降低生物质的研磨能耗,而且能够提高研磨后细小颗粒的质量分数。Bach等发现云杉与白桦在温度为225℃、压力为7MPa 的条件下湿式烘焙30min后,产物的细小颗粒质量分数升高。Arias 等将木材在中等温度(240℃、260℃和280℃)下加热,对比分析烘焙过程前后生物质可研磨性的改善,并使用不同孔径的筛筛分固体以讨论研磨后生物质的粒径和粒径分布。结果表明,水热炭的可研磨性得到了改善,且过最小孔径筛的颗粒比例增加。因此,生物质的处理转化过程中使用水热炭代替原始生物质是更合理的选择。Tu等选择表面活性剂与湿式烘焙结合,消除了玉米秸秆造粒过程中高能耗、低容重的负面影响,改善了其可研磨性。Tremel等使用三种不同的设备(针磨机、行星式粉碎机和十字锤式粉碎机)研磨水热炭,所有结果均表明该水热炭适用于研磨至较小的粒径。由此可见,湿式烘焙对于改善生物质原料可研磨性具有显著、稳定的效果。
2.2.3 疏水性
疏水性是指分子(疏水物)与水相互排斥的物理性质。与煤相比,生物质的疏水性较弱。大多数生物质的含水率为30%~60%,藻类生物质的含水率可高达95%,而煤仅为0.4%~20.2%。生物质内的纤维素、半纤维素和木质素三种成分中的羟基易与游离水结合形成氢键,这使生物质具有较强的吸水能力。生物质原料在运输及贮藏期间,即使已经过干燥处理,也易吸收周围环境中的水,直至其与环境中的湿度达到平衡。高含水率的生物质原料在运输及处理过程中会面临很多困难:①疏水性弱的原料运输成本较高;②过多的水分将影响燃烧或热解气化过程中所需的反应温度和反应装置性能,降低产物热值,并伴随高质量损失,低能量效率以及高污染排放等。生物质三素中半纤维素的吸水能力最强,木质素最弱。因此,从生物质原料中去除半纤维素或增加木质素含量可提高其疏水性。
湿式烘焙技术可有效解决生物质疏水性弱的难题。湿式烘焙处理不仅脱除了木质纤维素生物质内的部分水分,并且脱水反应降低了其中易与水结合的羟基含量,降低了水热炭吸收水分的可能性,从而显著改善原料疏水性。前人关于湿式烘焙改善生物质疏水性的研究取得了一定进展,在一定范围内,湿式烘焙反应条件越剧烈,水热炭的疏水性越强,平衡含水率越低。例如,火炬松经260℃湿式烘焙处理5min即可将其平衡含水率由15.6%降低至仅5.3%,在进行30min、225℃湿式烘焙处理后,挪威云杉的平衡含水率由19.2%降至8.8%,白桦由18.2%降至8.5%。然而,过于剧烈的反应条件并不能带来原料疏水性更明显的改善。另有研究表明,与原始生物质相比,水热炭通过吸收水分达到与周围环境湿度平衡需要更长的时间。Gai等以污泥为原料,分别通过干式烘焙、湿式烘焙制备并表征生物炭和水热炭。结果表明,脂肪烃在生物炭中占主导地位,而水热炭中则形成更多的芳香族化合物,这使水热炭具有更好的疏水性。Kambo等通过实验证明干式烘焙、湿式烘焙过程均可提高原料的疏水性,而湿式烘焙效果更优,且其效果随温度上升而增强。此外,由于疏水性的提高,水热炭还表现出较强的抗水浸泡能力。综上所述,湿式烘焙技术具备良好的改善生物质疏水性的能力。
2.2.4 造粒性
湿式烘焙技术可改善生物质的燃料性能,提高其能量密度。但湿式烘焙处理后为进一步提高产物能量密度,致密化过程是必不可少的,其中造粒技术是将大体积固体生物质转化为形状均匀的颗粒的技术,所得颗粒具有良好的流动性和一定的粒径,造粒过程中首要的是造粒方法及黏合剂的选择。生物质经干式烘焙后得到的产物干燥且易碎,因此难以造粒,且生物炭粒料的耐久性低于原始生物质粒料,这主要可归因于干式烘焙期间生物质中木质素的改性,木质素是一种天然的黏合剂。然而,湿式烘焙可富集生物质中的木质素且不会使木质素改性。Reza 等发现反应温度低于260℃时,湿式烘焙处理不会影响火炬松中木质素的性质。水热炭制成的球团具有更高的质量、能量密度及机械强度。但温度过高(>275℃)时,所得产物制成的球团具有低耐久性、高耐磨性、低质量密度、低机械强度和高能量密度的特点。因此,控制适当的反应条件对于产生优越性能的固体燃料至关重要。Liu 等的研究又证明了水热炭制成的球团具有较高的固定碳含量、较高的热值、较好的疏水性及较宽的燃烧温度范围,表明水热炭球团比原始生物质球团更适合作为固体生物燃料。另外,生物质在湿式烘焙中可在其表面产生呋喃和酚醛树脂,使得水热炭能够作为一种有效的黏合剂,改善其他原料的造粒性。Reza等发现了水热炭可发挥黏合剂的作用,在水热炭与生物炭混合颗粒的造粒过程中,水热炭可填充生物炭颗粒间的空隙,形成牢固的空间结构,进而提高了混合颗粒制成球团的耐久性及能量密度,且两种特性随混合颗粒中水热炭占比的增加而改变:90%生物炭和10%水热炭混合颗粒制成的球团的耐久性比100%生物炭制成的球团高33.0%,能量密度高7%,其耐久性可经得起浸水和翻滚试验。此外,水热炭具有更好的可压缩性。相较于原始生物质,水热炭具有较高的细小颗粒比例,因此在相同的造粒条件下,水热炭更易压缩成团。由此可见,湿式烘焙技术既能够降低生物质造粒过程中的能耗,又实现了造粒球团的耐久性、机械强度、能量密度、可压缩性等特性的改善,未来可广泛用于生物质造粒性的提升改善。
2.2.5 燃烧特性
湿式烘焙可提质生物质原料,使其很多物理化学特性,如热值、挥发分含量、灰分含量、元素组成、燃点等更接近煤(其对比如表2所示),有利于更安全的燃烧,更少的污染物排放,展示出更好的燃烧特性。Tu等探究了湿式烘焙对玉米秸秆燃烧特性的影响,发现烘焙过程中产生的吸附在水热炭表面的生物油燃点较低,可起到起火剂与助燃剂的作用,从而降低了水热炭的燃点。同时湿式烘焙期间的脱水、脱羧和冷凝聚合反应可降低生物质中氢、氧、氮、硫元素含量,半纤维素和纤维素的分解又可显著降低挥发分的含量,使固定碳富集,提升产物热值。Liu等评价了150~375℃温度下,湿式烘焙处理30min的椰子纤维和桉树叶的燃烧性能,发现与原始生物质相比,水热炭具有较宽的燃烧温度范围。另外,湿式烘焙缩小了不同生物质原料燃烧特性的差异。Liu等又通过热重分析研究了水热炭(椰子纤维和桉树叶于250℃下湿式烘焙所得)与褐煤的共燃烧过程,协同作用明显,提高了燃烧效率,拓宽了燃烧范围。Parshetti 等同样证明了水热炭(污泥在250℃、8~10MPa下湿式烘焙15min所得)与煤混燃可获得良好的效果,且其燃烧行为受混合物水热炭占比的影响。由此可见,选择合理的比例混合水热炭是燃煤发电厂潜在的最佳选择。
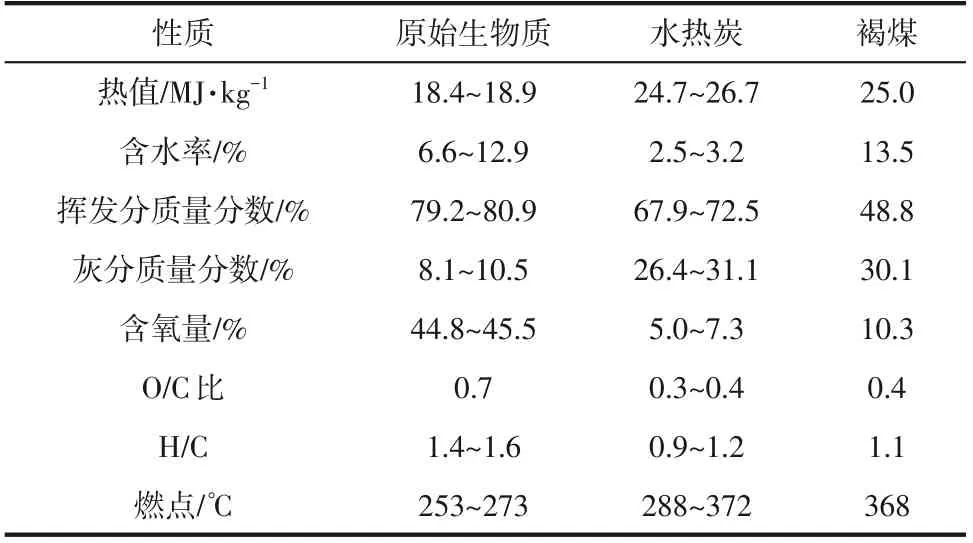
表2 原始生物质及其水热炭与褐煤燃烧特性对比[45,47-48]
3 参数控制与优化
湿式烘焙中温度的影响大于其他反应运行参数,而反应时间、加热方式、溶剂种类、固液比和原料种类等也是决定水热炭最终性质的重要因素。
3.1 温度
温度是影响水热炭燃料性能的最重要因素。高温可促进半纤维素的水解,富集纤维素,但同时也造成了固体质量损失,所以将反应温度控制在合理的范围内是十分必要的。Lynam 等探究了温度对火炬松湿式烘焙过程的影响并发现200℃时可获得最大的质量产率,为88.7%。Zheng 等对比了玉米芯在175℃、185℃和195℃三种不同温度下的湿式烘焙效果。结果表明,随温度升高,半纤维素含量由26.71%显著降低至4.52%,而纤维素含量则分别从47.51%升至64.72%,水热炭结晶度也随之提高。Sermyagina 等研究了温度(180℃、200℃、220℃、240℃和250℃)对针叶树木湿式烘焙的影响,更高温度下的湿式烘焙会使生物质损失更多的挥发分,250℃下的水热炭烃类挥发分含量为45.2%,几乎为原始值的一半。而固定碳含量会随温度升高而增加,250℃下产物的固定碳含量大约是原料的6倍。此外,固体产率、产物热值与产物外观也与温度息息相关,随着温度的升高,固体产率下降,产物热值升高,同时其颜色越来越深,结构越来越松散。但过高的反应温度会带来水热炭中灰分含量升高、原料质量损失严重等负面影响,因此湿式烘焙反应温度宜控制在220℃以下。
3.2 反应时间

3.3 加热方式
传统的湿式烘焙是电加热方式通过热传导与热对流来实现物料升温的。近年来微波加热引发了越来越多的关注并开始应用于湿式烘焙实验研究。微波加热更易操控,可以其高穿透性向介电材料均匀提供高微波能量,实现物料内外同时加热,进而提高加热速率,缩短反应时间。另外,微波加热的反应器一般具有较小的尺寸,可节省空间。生物质中的木质纤维素、水和矿物酸均为良好的吸波介质,且湿式烘焙适合处理高含水生物质的特性又与微波加热契合。一些学者探究了部分生物质原料的微波湿式烘焙过程,包括玉米秸秆、竹子、甘蔗渣、微藻、火炬松、油菜籽壳等。Dai 等对比了竹屑的微波和常规湿式烘焙,发现微波湿式烘焙得到的水热炭在热值和含氧量方面要优于传统湿式烘焙。与传统湿式烘焙相比,微波湿式烘焙更好地去除了半纤维素中的乙酰基,这可能归因于微波辐照的“热点效应”。此外,微波湿式烘焙水热炭热解所得的生物油中葡萄糖含量比常规湿式烘焙水热炭高9.82%,酸含量低4.12%。可见微波湿式烘焙比传统湿式烘焙更适合于提高热解油的品质。但微波湿式烘焙和传统湿式烘焙在质量、能量产率,水热炭的物理化学特性等方面的对比研究仍欠缺,这将是未来研究的重点。
3.4 溶剂种类
为了寻求更好的处理效果,除水外,乙酸、盐酸、硫酸和氨水等多种溶剂也被用于湿式烘焙,均收获了不同程度的优化效果。乙酸是生物质在湿式烘焙过程形成的一种主要产物,因此考虑到外来溶剂可能干扰反应的因素,乙酸是一种理想的酸性溶剂,调节反应系统的pH,降低反应活化能,促进半纤维素和纤维素的水解反应。Lynam等便以乙酸为溶剂并探究了乙酸浓度对火炬松湿式烘焙过程的影响。结果表明,乙酸可分解生物质中的纤维素,进而提高产物热值,在最优条件(乙酸∶生物质=2∶5)下热值可提高30%,但会降低所得水热炭的质量产率。此外,Lynam 等在乙酸湿式烘焙反应中加入氯化锂,以降低反应系统在高温下的压力,提升氢离子活性。结果发现5min 内便可使水热炭的能量密度增加30%。高浓度的酸能够消解大部分半纤维素和部分纤维素,而对木质素几乎没有影响。其他溶剂对于湿式烘焙反应的影响也被探究,Li等选用盐酸为溶剂,探究竹子湿式烘焙中盐酸最优的反应浓度。发现盐酸浓度为0.4mol/L时,水热炭具有最高的碳含量(67.03%),而0.2mol/L 的盐酸浓度可获得最高的产物热值(24.86MJ/kg)。Chen 等在水与稀硫酸中加热甘蔗渣,发现硫酸的加入有利于甘蔗渣的碳化及其中半纤维素的分解。Hu 等发现以氨水为溶剂的湿式烘焙在脱除半纤维素、破坏宏观结构、改善多孔性能、提高产物热值、降低灰分含量和结晶度、分解乙酰基等方面展示出了独特的优势。需要注意的是,运用其他溶剂得到的水热炭需使用去离子水洗涤,以去除颗粒上残留的溶剂,减少其对后续材料分析处理的影响。
3.5 固液比
生物质质量与溶剂体积的比值对湿式烘焙过程也有一定程度的影响。在反应过程中,水处于亚临界状态,同时存在于液相和气相。高固液比下的碳化反应显著,而低固液比下的反应则以水解作用为主导。Chen 等探究了不同固液比(0.1g/mL 和0.2g/mL)对甘蔗渣湿式烘焙性能的影响,发现较高固液比下的湿式烘焙可得到半纤维含量更低的水热炭,同时保留相对较多的纤维素和木质素。Sermyagina 等测试了水与生物质的质量比分别为6∶1(大约50g 固体和300mL 水)和8∶1(大约50g固体和400mL水)时湿式烘焙效果的差异,较高的水与生物质质量比会导致固体质量损失略微升高,这可归因于湿式烘焙反应过程中更多的水能够引发更剧烈的水解反应。Volpe 等研究了橄榄树装饰物和橄榄果肉于不同固液比(7%、10%、15%和25%)下湿式烘焙的效果,发现两种原料的质量产率均随固液比上升而升高,表明水解作用被抑制。此外,较高的固液比导致固定碳含量的上升,这可归因于热稳定的二次焦炭的形成。从实际应用角度来看,固液比应该高于20%,以获得理想的处理效果。
3.6 原料
生物质原料种类主要影响湿式烘焙的反应程度,不同种类的原料在湿式烘焙过程中由于其组成的差异而具有不同的反应活性,进而导致不同的质量产率。例如,硬木具有较高的半纤维素含量,通常比软木产生更少的水热炭。木本生物质的水热炭产量要高于草本生物质,是由木本生物质灰分含量较低所致。另外,原料的粒径大小也被证实可影响反应过程,且其影响在高温但停留时间短的湿式烘焙中至关重要。巴赫等当对两种不同尺寸(1cm和9cm立方体)的挪威云杉样品的进行湿式烘焙,发现固体产率随着原料尺寸的减小而略有下降,而这种变化趋势可通过降低温度和延长反应时间消除。在实际应用中,筛选适用于湿式烘焙技术的原料以及适当的原料预处理对于提高效率、优化效果是具有促进作用的。
4 耦合技术研究与应用
湿式烘焙作为一种预处理技术,将生物质升级为更高质量的生物燃料,这种生物燃料需衔接其他转化方法进一步处理以实现其资源化利用。水热炭的主要用途是作为燃烧、气化或热解等的可再生燃料,还可作为厌氧消化的优质原料。
4.1 燃烧
前面提到,湿式烘焙反应期间发生脱水、脱羧反应,生物质原料中的挥发分脱除,固定碳富集,进而显著提高生物质原料的燃烧性能。燃烧是最简单的热化学转化技术,近年来,湿式烘焙耦合燃烧或共燃得到了广泛的研究。Bach等运用热重法和动力学模型研究了湿式烘焙预处理对挪威云杉和白桦燃烧反应活性和内在动力学的影响。结果表明,升高温度、延长反应时间均会提高水热炭在脱挥发分阶段的反应活性。He 等发现污泥水热炭的燃烧由原始污泥的单级改变为两级,活性能降低(可由37.64kJ/mol 降低至21.25kJ/mol),则水热炭的燃烧过程更易引发,也更稳定。此外,由于反应期间的协同作用,生物质水热炭与煤混合燃烧也取得了良好的燃烧效率。其共燃烧特性不仅受到水热炭燃料性能的影响,也与不同的燃料混合比例密切相关。上述研究成果可为湿式烘焙耦合燃烧工艺提供理论基础和借鉴意义。

4.2 气化
湿式烘焙耦合气化处理取得了一些进展。湿式烘焙过程中挥发分的去除与固定碳的富集有利于后续气化过程获得更稳定的高质量产气。Briesemeister 等运用鼓风气流床气化炉测试了绿色废物水热炭的气化效果,提出可考虑适当添加蒸汽,提高空气预热温度及热量回收等措施,以提高整体工艺能量效率,使此工艺大规模推广。Álvarez-Murillo 等探究了蒸汽流速(0.5~1g/min)和温度(700~900℃)对橄榄石水热炭气化气组成(H、CO、CO、CH等)的影响。结果表明,湿式烘焙预处理可改变气化气中的气体分布,其中H和CO 的占比以及产气热值均得到提高(如表3 所示)。且在能量利用率、工艺复杂度、环境及经济效益方面,湿式烘焙被证明要优于传统热解预处理。为了进一步探究比较湿式烘焙与低温热解对于原料气化效果的影响,Gai等通过气化实验证明,与原料和生物炭相比,水热炭富含含氮官能团,且镍、铁、碱土金属含量上升,可催化气化反应,增强碳表面与氢键之间的相互作用以及水热炭的气化反应活性。此外,水热炭表面具有更多孔状结构,有利于吸附冷凝的碳氢化合物分子,从而帮助水热炭在相同气化工况下获得更高的气体产率及热值。虽然生物炭气化的能量回收效率高于水热炭,但水热炭气化工艺的总能耗低于大多数气化工艺。Tremel 等运用250L 中试反应器将山毛榉木屑在210℃下湿式烘焙3h,并后续衔接1000℃、1200℃和1400℃的常压气化处理。碳转化率随气化温度升高而显著增加,最高可达88%,高于褐煤的气化碳转化率,证明了水热炭的良好气化性能,表明湿式烘焙预处理与后续气化的集成是一种潜在的生产富氢合成气的技术路线。

表3 橄榄石及其水热炭气化气特性对比[69]
此外,也有学者探究了湿式烘焙后衔接超临界水气化技术的可能性。超临界水气化技术是在较高的温度与压力条件下,应用超临界水特有的物理化学性质,实现原料资源化利用的技术。超临界水气化技术具有很高的能量回用效率。Castello 等证明了玉米青贮饲料的水热炭可用于超临界水气化,生产富含二氧化碳和甲烷的气化气。Lu等在超临界水中将脂质提取的藻类水热炭进行气化,可实现高质量气化气(富含氢气、二氧化碳、甲烷、一氧化碳、乙烯和乙烷等)形式的能量回收,并以铵的形式循环利用氮元素以促进藻类的生长。然而,关于湿式烘焙后超临界水气化过程中含氮、硫化合物的迁移转化规律还需进一步探索研究,这对减轻污染物排放具有重要意义。
4.3 热解
湿式烘焙通常可几乎完全去除木质纤维素生物质中的半纤维素,破坏其与木质素的连接交互结构,并使纤维素保留并暴露在固体产物中。因此,可推断水热炭的热解过程中主要由半纤维素热解产生的物质会减少,如呋喃、酮、糠醛和乙酸等轻质化合物,同时衍生自纤维素和木质素的产物浓度会增加。此外,与纤维素相比,半纤维素不易完全热解,但半纤维素热稳定性较差,热解所需的温度相对较低,则水热炭更易完全热解,但所需温度可能较高。
目前许多研究探究了湿式烘焙中运行条件(温度、压力和停留时间等)对水热炭燃料特性以及其后续热解过程中三相产物产量的影响。Zheng 等分别对玉米芯进行了干式烘焙与湿式烘焙处理,对比两种烘焙方式对玉米芯化学结构及其后续热解反应特性的影响,发现湿式烘焙过程可去除半纤维素且保留纤维素,提高玉米芯的结晶度,且具备碳质残留物少的优点,证明了湿式烘焙作为一种生物质热解预处理方法十分有效。Wang 等则进一步研究了玉米秸秆水热炭在生物质热解三相产物联产最佳条件下的热解性能,发现水热炭热解得到的生物炭产率低于干式烘焙,但由于其中灰分的大量去除,生物炭的热值可由17.65MJ/kg 升至21.17MJ/kg,其质量得到了显著改善。此外,水热炭热解具有更高的生物油产率(由50%提升至53%~55%),且油中含糖量由5%提升至40%,而酸、酮、呋喃和酚类化合物的含量降低,气体产物中氢气体积分数由13%提升至22%,二氧化碳体积分数由42%提升至50%,可见湿式烘焙作为热解的预处理,其显著优点主要体现在生物炭的高脱灰率、生物油的高产糖率和合成气的高产氢率。Bach 等研究了温度(175℃、200℃和225℃)和反应时间(10min、30min和60min)对挪威云杉和白桦湿式烘焙以及后续热解过程的影响。结果发现,所有经湿式烘焙预处理后的生物质样品均具有较低的热解温度需求。Zhang 等在热解前先对稻壳在150~240℃的温度范围内湿式烘焙处理60min,并评价产物物理化学性质及其对热解产物性能的影响。结果表明,湿式烘焙不仅优化了原料的燃料特性,还去除了大量的碱土金属,使生物炭宜作为制备纳米二氧化硅的原料。
针对于生物质热解过程中的污染问题,Du等做了进一步研究,对微藻进行湿式烘焙预处理,解决微藻直接热解生产的生物油含氮量较高的问题,最多可将含氮量降低至微藻直接热解生物油的42%,其机理在于湿式烘焙可去除微藻中的蛋白质进而降低其中的含氮量。综上可见经湿式烘焙预处理的生物质原料在后续的热解过程中可展示出更优的资源化、无害化效果。
4.4 厌氧消化
湿式烘焙可促进生物质中纤维素及半纤维素的解聚,降低纤维素结晶度,破碎其复杂的木质纤维素结构,更加开放松散的结构有利于厌氧消化过程中各种微生物更高效地分解转化生物质原料。除木质纤维素降解外,湿式烘焙的热效应还可去除生物质原料中可能抑制微生物活性的有害物质(如抗生素等),保障厌氧消化过程的稳定性。另外,湿式烘焙耦合厌氧消化技术可省去预处理后的固液分离及固体干燥过程,前者所得固液混合物可直接用于后者。将水热炭作为厌氧消化原料不仅可净化消化环境,提高消化效率、改善产物特性、提高沼气产量,使厌氧消化过程更为稳定,获得更好的资源化效果,还可降低整个工艺路线的成本。
但此种耦合也存在技术缺陷,制约其广泛应用。湿式烘焙过程中高于160℃的温度可诱导糠醛、5-羟甲基糠醛、弱酸和酚类物质等有毒化合物的形成,并降低有机物含量。大多数有毒化合物以可溶形式存在,难以提取分离,若不分离,则必然会抑制厌氧消化微生物的活性。弱酸侵入细胞质,会对细胞生长产生负面影响;呋喃类化合物会抑制微生物和酶的活性并对细胞造成氧化损伤;酚类化合物可通过沉淀和不可逆结合抑制-葡萄糖苷酶和纤维素酶的活性。Lin 等于100℃、120℃、140℃、160℃、180℃下对藻类进行湿式烘焙,发现180℃的反应温度可促进糖类降解为抑制性副产物(糠醛、乙酰丙酸等)。随后将水热炭用于厌氧消化,结果显示在140℃的最佳湿式烘焙温度下,甲烷产率可提高22.6%,但额外产生的甲烷不足以维持湿式烘焙反应温度所需的能量,且整个过程能量损失随反应温度升高而增加。Hesami等探究了湿式烘焙处理对于红花厌氧消化的优化效果,发现经120℃湿式烘焙1h的温和处理条件下,红花厌氧消化便可获得较高的甲烷产率(191.4mL/gVS),与未经处理的红花相比提高了98.3%。最优工况(180℃湿式烘焙1h)下,甲烷产率可达406.9mL/gVS。类似规律也在向日葵秸秆、污泥等原料上得到了证明。因此,湿式烘焙过程宜采用低于160℃的反应温度或采取适当措施(添加碱调节pH、添加亚硫酸盐、聚合树脂或活性炭吸附及真空蒸发等)分离上述有毒化合物,避免其降低甲烷产率,阻碍厌氧消化过程。
5 经济性分析
作为一种预处理技术,湿式烘焙通常在生物质处理工艺路线中充当着优化处理效果的附加单元,其伴随而来的运行成本及物质能量转换损失必然会给整体流程的经济可行性带来负面影响,则湿式烘焙的经济性分析是不可或缺的。对比湿式烘焙技术的能量消耗及能量产出,结合其原料适用范围广、反应能耗低和产物性能优越三个优势,可得出其运行成本较低的结论。高含水生物质若运用湿式烘焙提质,可省去成本高昂的干燥过程;湿式烘焙较低的温度与压力要求可将其运行能耗降到较低水平;湿式烘焙后续衔接多种处理技术均可得到更好的效果,创造更大的经济效益。此外,经过湿式烘焙预处理的生物质原料具有更高的能量密度、更低的含水率和更好的疏水性,降低了其转送运输及储存过程中的成本,凸显了湿式烘焙技术的经济性优势。
湿式烘焙技术可通过控制其运行参数降低能量消耗,提高其经济可行性。湿式烘焙过程中温度宜低于220℃,反应时间宜低于30min。除直观上影响能耗的温度与反应时间外,固液比也是一个重要因素。考虑到水的比热容、水和饱和水蒸气的焓差,湿式烘焙中水的升温过程需损耗大量能量。较低的固液比虽然可带来更高的转化率,但也有更高的能耗。从实际应用和经济性角度来看,高固液比(>20%)下的湿式烘焙处理更为可取,特别是对于高含水率(>50%)的原料。
实际工业应用中也可运用优化手段进一步提高湿式烘焙技术的经济可行性,将湿式烘焙气相产物燃烧所得的烟气回用于湿式烘焙可能是一种潜在的方法。此方案已用于干式烘焙,不仅可实现产物利用,且与氮气与二氧化碳氛围相比,烟气氛围下所得产物的能量产率最高(88.3%)。未来的研究可对基于试点工厂规模的产物回用进行综合生命周期评价,使湿式烘焙更具经济可行性。另外,由于规模效应的影响,较大规模的工艺仅需较低的运营成本,因此,湿式烘焙的技术经济性需在实际应用工程中进一步验证。
6 展望与思考
湿式烘焙技术是一种改善生物质燃料特性的有效方法,可广泛应用于多种类型的木质纤维素生物质,包括园林废弃物、农业废弃物、餐厨垃圾、水生生物质及其他高含水生物质。湿式烘焙实现了在较低的温度和较短的反应时间下提质生物质的效果,将生物质转化为高质量的固体燃料,在下游处理中展示出更好的性能,生产优质的能源产品,减轻环境污染,但湿式烘焙技术同样存在缺陷。
(1)反应成本问题。湿式烘焙在活性介质中进行,其过程较为烦琐,投资成本较高,制备水热炭需耗费水热炭能量的15%~20%。湿式烘焙技术若耦合燃烧、热解、气化等下游技术集成系统,中间需进行能量密集的干燥过程,必将增加整个工艺流程的成本。
(2)技术成熟度问题。现干式烘焙技术已商业化,而湿式烘焙仅停留在实验室规模使用,其瓶颈主要在于大型反应器的设计,其耐腐蚀、耐高温高压、快速加热、快速冷却及高压进料的要求难以满足。
(3)污染物排放问题。与干式烘焙相比,湿式烘焙产生的废水中可能含有有毒金属元素、糖、有机酸、呋喃和糠醛等,直接排放会造成严重的环境污染。生物质原料中的杂质会在湿式烘焙过程中转化为无机盐,可能会通过沉淀聚集引发堵塞反应器等问题。另外,生物质中氮、硫、氯等易引发污染的元素在湿式烘焙过程中的转化及排放路径也尚不明晰。
针对上述缺陷,可考虑采用以下对策。
(1)探究运用良好的能量回用手段降低湿式烘焙的整体能耗。例如,湿式烘焙溶剂的循环利用可实现低固体负荷,同时还能够降低热量需求。湿式烘焙技术后续衔接无需固液分离及固体干燥的资源化处理技术(如厌氧消化技术、堆肥技术等)似乎是一种更为行之有效的工艺路线,可避免干燥工艺带来的巨大的能耗,降低反应成本。
(2)设计研发先进的大型湿式烘焙反应器来提高反应效率,重点解决反应器腐蚀、结垢的难题,推进湿式烘焙技术与设备的商业化。目前,湿式烘焙仍以传统电加热反应器为主导,而在实际工业应用难以实现快速加热。Tran等报道的连续快速水热液化体系可实现快速传热,以降低污染排放、缓解反应器结垢并提高反应效率,但其中用于处理废水的活塞流动反应器仍需研究完善,其运用较大流量的高温水与原料固液混合物迅速均匀混合,实现快速加热的加热方式对反应器的设计具有借鉴意义。此外,反应器的结垢问题有望通过添加催化剂的方式解决。
(3)谨慎考虑、深入研究湿式烘焙技术的污染问题,进而采取适当的控制措施。首先,湿式烘焙废水的无害化、资源化处理是必不可少的,例如可在最终处理废水之前,使用特定的溶剂适当溶解有毒金属,以及利用分离有毒化合物的废水进行厌氧发酵生产甲烷。其次,可考虑回收无机盐作为农业肥料的潜在原料,进一步提高湿式烘焙工艺的经济性。最后,将湿式烘焙过程中生物质氮、硫、氯等元素的迁移转化路径作为未来学术研究的一个重点,探明上述元素的潜在污染可能。
关于湿式烘焙技术未来的应用场景,可充分发挥其应用范围广的优势,结合当前产业需求及技术发展现状,广泛处理高含水的原料,也可作为一种低能耗的无害化处理手段,消除含有热稳定性低污染物(如抗生素等)原料的环境风险。后续研究要注意聚焦于更加深入的机理探究,探明各种生物质原料中各组分的转化路径,还要广泛探究湿式烘焙与其他技术的优化设计,考虑能量平衡问题与新型加热方式(如微波加热等)的选择;同时要加大湿式烘焙技术机理探索,提升技术的社会认可度,促进科研机构与生产处理厂家了解湿式烘焙技术的优越性,进而从理论与应用结合的角度打破技术的应用瓶颈,推动技术的优化成熟,使湿式烘焙技术满足社会效益、经济效益、生态环境等多方面要求,更好地服务于人们的生产生活。
7 结语
为了详细介绍湿式烘焙技术,本文系统综述了湿式烘焙技术的定义、反应过程中水与生物质的反应机理及与其他预处理技术相比而凸显的优势,主要体现为原料适用范围广、反应能耗低和产物性能优越三个方面,共同证明了湿式烘焙良好的技术经济性。其次,全面总结了湿式烘焙技术的效果,①改善生物质组成而提升其热值与能量密度(热值可提升45.1%,能量密度可提升48.2%);②优化生物质微观结构而改善其研磨性(研磨能耗可降低25.6 倍);③脱除生物质内部水分并改善其疏水性(平衡含水率可降低2.9倍);④富集生物质内木质素使其更易造粒(球团耐久性可提升33.0%); ⑤通过提质生物质,提高热值(可提升45.1%)与燃烧效率,降低污染改善其燃烧特性,使生物质原料在后续的处理转化过程中展示出良好的特性。湿式烘焙处理的效果受多因素影响,其中反应温度的影响最显著,反应时间、加热方式、溶剂种类、固液比和原料种类等因素对反应效果均有不同程度的影响。湿式烘焙作为一种预处理技术,提质生物质原料后耦合燃烧、气化、热解及厌氧消化技术,可优化反应效果。与原始生物质相比,水热炭燃烧活化能可降低43.5%,气化气热值可提升27.4%,热解所得生物炭热值可提升19.9%,生物油产量提升10%,厌氧消化甲烷产能可提升124%,强化后续处理的同时弥补湿式烘焙技术资源化处理的短板。对比湿式烘焙技术的能量消耗与能量产出,证明其经济可行性良好,且可通过控制运行参数,在实际应用中采取优化手段进一步降低能耗,提高技术经济性,并指明未来验证其实际应用可行性的方向。最后,本文指出了湿式烘焙的技术缺陷及应用瓶颈,提出运行成本及污染排放的优化,解决实际工业应用中反应器的设计以及与下游技术系统集成的关键问题,为湿式烘焙技术的应用提供基础理论支撑。
猜你喜欢
疯狂英语·读写版(2020年11期)2020-12-21
食品安全导刊(2020年6期)2020-06-15
中国科技纵横(2018年13期)2018-08-31
工业设计(2018年4期)2018-05-14
智富时代(2017年10期)2017-11-22
智富时代(2017年10期)2017-11-22
科技传播(2016年8期)2016-07-13
科技与企业(2015年15期)2015-10-21
企业文化·中旬刊(2014年12期)2014-12-30
农村百事通(2004年12期)2004-08-24