
高性能造纸成形网结构与滤水性能
2022-06-25 01:23顾伯洪1b
东华大学学报(自然科学版) 2022年3期
马 可, 叶 平, 顾伯洪,1b
(1. 东华大学 a. 纺织学院, b. 纺织面料技术教育部重点实验室, 上海 201620;2. 江苏金呢工程织物股份有限公司,江苏 海门 226100)
造纸生产过程中,成形网[1]是对纸浆悬浮液脱水、成形起重要作用的抄纸工具。在过滤纸浆时成形网将纸浆中的纤维截留,形成湿纸幅[2]。为更好地满足抄造过程中的纸浆脱水需求,不断优化成形网的制造工艺,编织结构由单层网向两层、两层半及三层网演变[3],不同层数成形网如图1所示。单层网由单个纬纱系统和单个经纱系统相互交织而成,填料留着率低,成纸性能差;两层网在单层网底面增加1个纬纱系统,形成双层结构,面层为成纸面,底层为机器支撑面,可增大填料留着率,但经纱系统仅有1个,脱水时层面间易产生相对滑动,使用寿命短;三层网在两层网基础上加入多个经纱系统,利用单纬线缝合,整体紧凑性好,可在保证脱水性能的同时大大提高强度和使用寿命[4]。

图1 不同层数成形网Fig.1 Forming fabric with different layers
对三层网结构进行优化可以得到高性能成形网,其能适应现代宽幅造纸机的高速织造要求。其中三层纬纱自绑式(weft self-supporting binding, WESB)成形网在国内已经普及,三层经纱自绑式(warp self-supporting binding, WASB)成形网与错位成形网在国外已经逐步投入使用。
成形网最重要的性能为脱水与成形,两者共同构成成形网滤水性能。滤水速度与纤维留着率是评价成形网滤水性能的2个重要指标。滤水速度指成形网过滤纸浆时单位时间的滤液量;留着率指过滤纸浆时纸浆中细小纤维在成形网上的留存率。本文使用动态滤水仪[5-6]分析2种典型纸浆在3种高性能成形网上的动态滤水曲线,以及细小纤维含量和单层留着率,分析高性能成形网组织结构对滤水性能的影响,研究结果可为优化高性能成形网结构设计提供参考。
1 高性能成形网结构分析
三层纬纱自绑式成形网简称WESB网,其由三层网优化而来,在三层网面层增加1根绑定纬纱,面层经纬纱采用小直径聚酯单丝,底层纬纱采用大直径聚酯单丝,配合一定比例尼龙单丝[7-8]。WESB网采用横向双纬纱缝合技术,依靠2根毗邻绑定纬纱缝合面层和底层,面层与底层的纬纱数量比采用2∶1或者3∶2[9](绑定纬纱为面层纬纱)。图2为该数量比为2∶1的WESB网结构图。与普通三层网相比,增加绑定纬纱数量将使WESB网结构更加紧密,面层编织结构变为理想的平纹组织,成形网的平整性得到最大幅度优化。
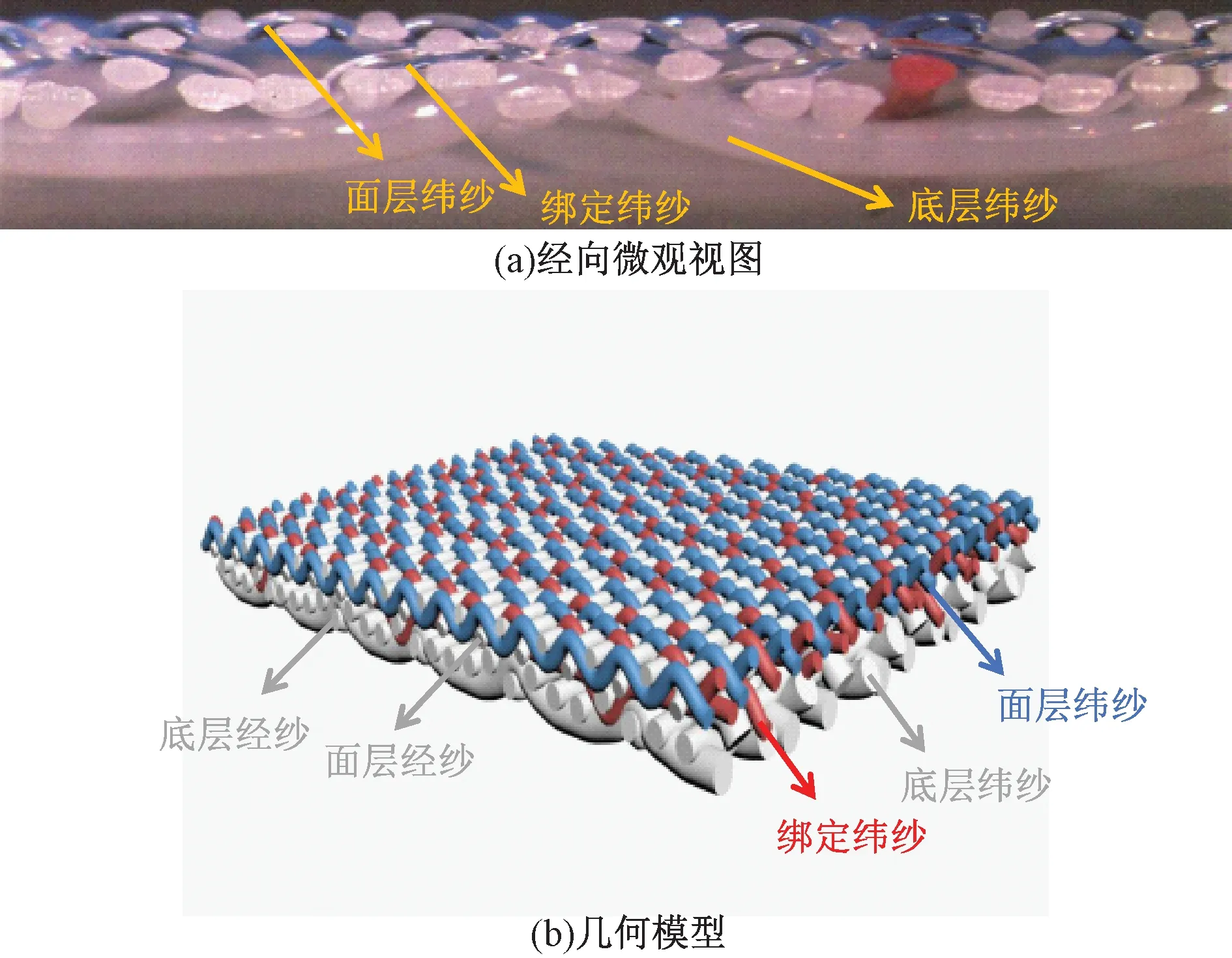
图2 WESB成形网结构Fig.2 The structure of WESB forming fabric
三层经纱自绑式成形网简称WASB网,其采用经纱缝合技术,凭借绑定经纱缝合面层和底层,绑定经纱和面层纬纱交织形成平纹结构,底层经纱与底层纬纱交织形成缎纹[10]。WASB网纬向结构图如图3所示。由图3可知,与WESB网相比,WASB网内在交叉点少、连接线少,在上机过程中受到纵向张力的情况下,绑定经纱被拉紧,结构更加紧密[11]。
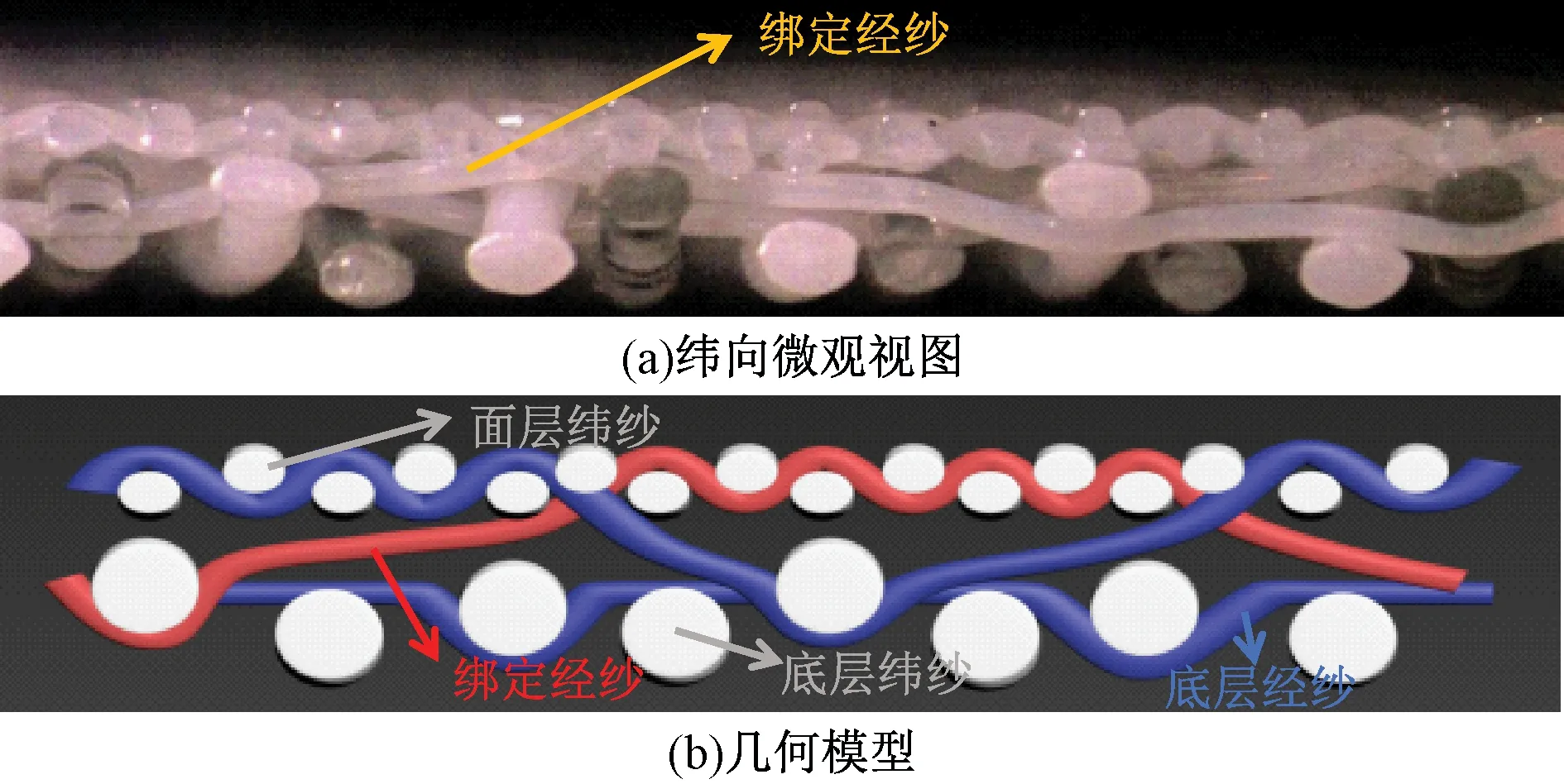
图3 WASB成形网纬向结构Fig.3 Weft direction structure of WASB forming fabric
错位成形网是2016年最新研制的高性能成形网,已被逐步投入使用[12]。错位成形网在纬纱缝合基础上将面层经纱与底层经纱比由1∶1变为2∶1或3∶2。图4为面层经纱与底层经纱比为3∶2的错位成形网经向结构图。由图4可知,面层经纱与底层经纱数量不同,形成错位叠加结构,消除成形网中直线脱水通道,使网部初始脱水阶段得到控制,增强留着性能,提高成纸质量。
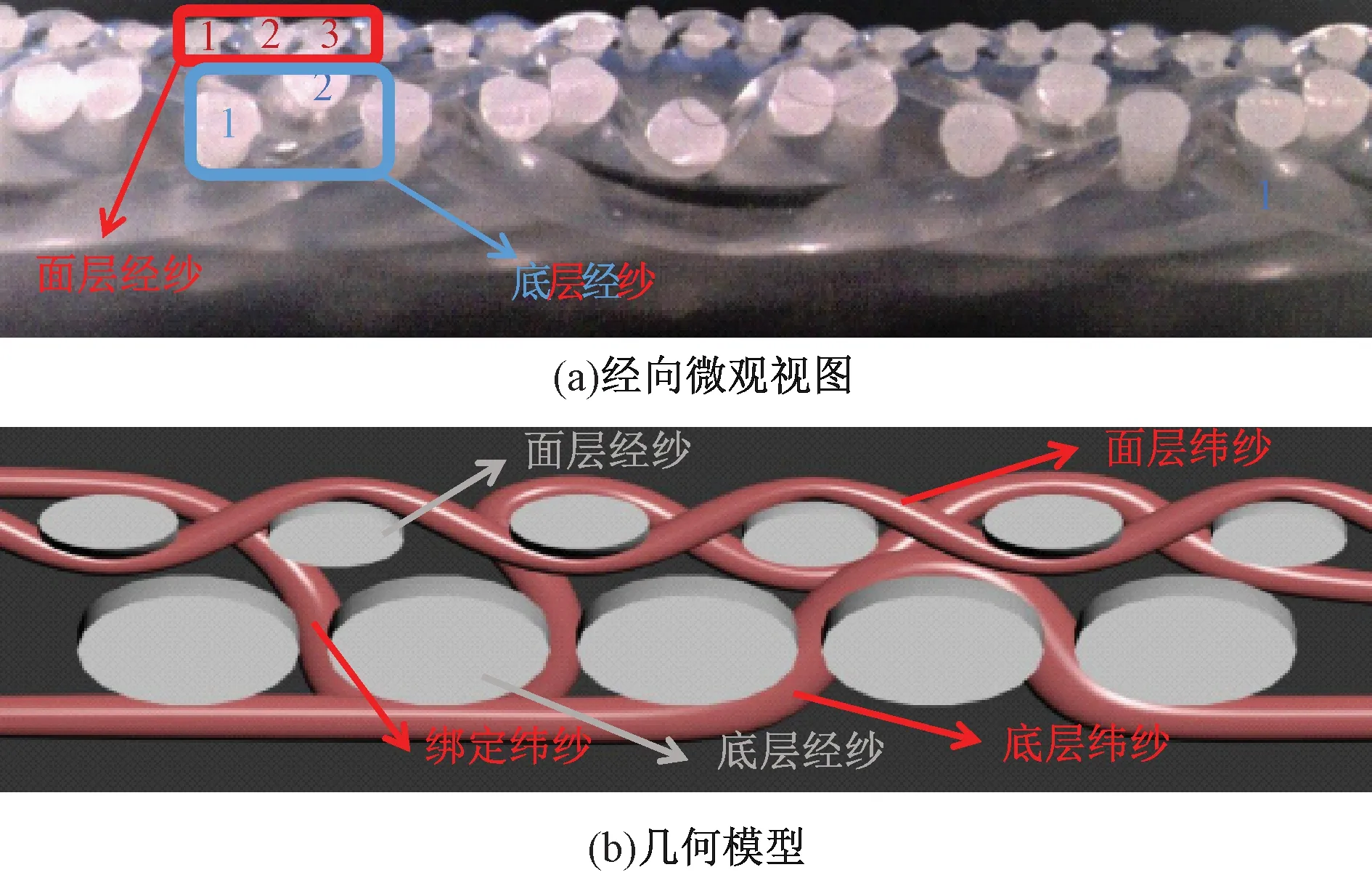
图4 错位成形网经向结构Fig.4 Warp direction structure of staggered forming fabric
2 试验部分
2.1 试验材料
高性能成形网,江苏金呢工程织物有限公司提供。面层经纬纱与底层经纱采用聚酯材料;绑定纱(WESB网与错位成形网采用纬纱绑定,WASB网采用经纱绑定)采用尼龙;底层纬纱采用混合比例为1∶1的聚酯和尼龙。
试样纸浆,山东某造纸企业提供,其中,文化纸纸浆和包装纸纸浆质量分数均为4%。
2.2 动态滤水测试
参照GB/T 24290—2009《造纸用成形网、干燥网测量方法》进行滤水速度测试。将成形网样品裁剪为直径10.8 mm圆形薄片,通过动态滤水测试仪中圆形搅拌室固定,设定时间为60 s,搅拌速度为500和750 r/s,对纸浆进行过滤,记录不同规格成形网滤液量随时间的变化情况。
2.3 留着率测试
参照美国造纸工业国际标准TAPPI T261进行细小纤维留着率测试。用质量分数为4%的包装纸纸浆配置质量分数为0.5%的纸浆稀释液,取100 g上述稀释液加蒸馏水至500 mL。选用200目(孔径75 μm)金属网对稀释液进行过滤(能通过金属网的粒子为细小纤维组成部分,不能通过的粒子为长纤维部分,两部分总计为悬浮固体的100%)。过滤后清洗出留在网上的长纤维部分,通过式(1)计算纸浆中的细小纤维质量分数wF。
(1)
式中:mA为纸浆稀溶液质量,g;mB为长纤维质量,g;wC为纸浆稀溶液中悬浮固体质量分数,%。
将成形网试样裁剪为直径10.8 cm的圆形薄片,通过动态滤水测试仪中圆形搅拌室固定。取已知细小纤维质量分数的纸浆稀释液500 mL,设定搅拌速度为500 r/s,选用不同规格高性能成形网对纸浆进行过滤,同时用一个称量烧杯接滤液100 mL并称重,再将滤液用布氏漏斗过滤,把滤纸在105 ℃下烘干,称重。然后利用式(2)~(4)计算浆料中细小纤维组分的留着率R。
(2)
mS=V×wC
(3)
mT=mS×wF
(4)
式中:mS为纸浆中固体的质量,g;mT为纸浆中细小纤维的质量,g;mU为滤液质量,g;V为试样体积(数值上假定为试样的质量,g);mW为滤纸上细小纤维的质量,g。
3 高性能成形网动态滤水分析
3.1 组织结构对WESB成形网滤水速度影响
WESB网采用双纬纱缝合结构,成形网经纬纱密度、经纬纱直径是影响滤水速度的主要因素。当搅拌速度为750 r/s时,文化纸纸浆在不同经纬纱密度WESB网上的动态滤水曲线如图5所示,其滤水性能数据如表1所示。
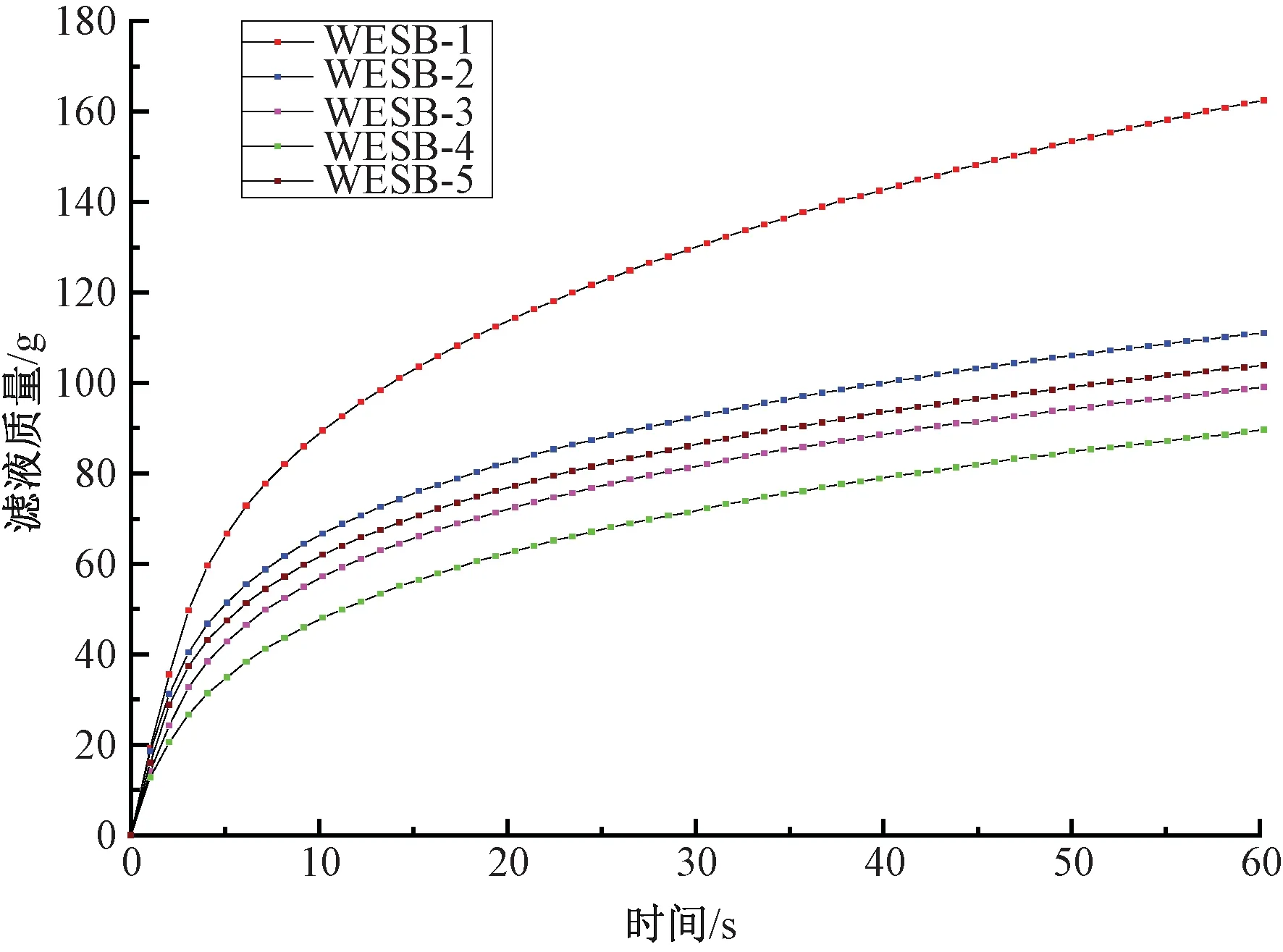
图5 不同经纬纱密度WESB成形网动态滤水曲线Fig.5 Dynamic filtering curves of WESB forming fabric with different weft and warp density
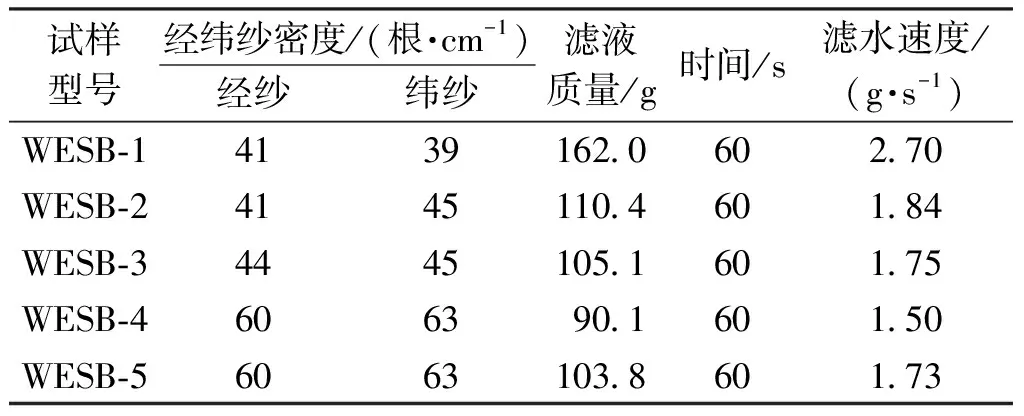
表1 不同经纬纱密度WESB成形网动态滤水性能数据
由图5可知:滤水曲线中终点y值越高,表明单位时间内滤水量越多;滤水曲线初始阶段斜率越大,表明滤水速率越快。WESB-1网、WESB-2网、WESB-3网的经纬纱采用相同直径纱线编织。由表1可知:WESB-1网的经纱密度与WESB-2网的经纱密度相同,而纬纱密度比后者小;WESB-2网的纬纱密度与WESB-3网的纬纱密度相同,经纱密度比后者小;60 s内WESB-1网、WESB-2网、WESB-3网的滤水速度分别为2.70、1.84、1.75 g/s。由此表明,WESB成形网的经纬纱直径一定时,经纬纱密度增大,滤水速度减慢。WESB-4网与WESB-5网的经纬纱密度相同,WESB-4网的面层经、纬纱直径分别为0.15与0.37 mm,比WESB-5网的面层经、纬纱直径分别大0.02 与0.10 mm,60 s内滤液质量少13.7 g,表明成形网滤水速度与经纬纱直径成负相关,经纬纱密度不变,减小面层经纬纱直径能提高滤水速度。
3.2 组织结构对特种成形网动态滤水速度影响
错位成形网存在错位结构,WASB网为经纱缝合结构,选取经、纬纱直径相同的WESB网进行对照试验,当搅拌速度为750 r/s时,文化纸纸浆在不同结构高性能成形网上的动态滤水曲线,如图6所示,其滤水性能数据如表2所示。

图6 不同结构成形网动态滤水曲线Fig.6 Dynamic filtering curves of forming fabrics with different structures

表2 不同结构成形网动态滤水性能数据
由图6可知,WASB网与WESB-7网终点y值几乎重叠,表明60 s内两者滤水速度相差无几。而表2显示,两者纬纱密度相同,经纱密度分别为45、50根/cm,由第3.1节分析可知,经纱密度增加会导致滤水速度下降,但WASB网与WESB-7网实际滤水速度仅相差0.01 g/s,这是由WASB网的特殊结构造成的。相比纬纱缝合WESB网,WASB网采用经纱缝合技术,内在交叉点少,连接线少,过滤时浆液可以更快地从成形网内流过;WASB网底层脱水面积大于面层脱水面积,使得面层的水挤压底面的水,在成形网内部形成脱水动力,提高滤水速度[13]。错位成形网与WESB-6经纬纱密度、纱线直径相同,60 s内前者滤液质量低5.4 g。经纬纱密度相同,同种纱线编织情况下,错位成形网滤水速度低于WESB-6网是由两方面原因导致:错位成形网中面层、底面经线相互错开,滤水过程中直线通道消失,对初始阶段浆液流动起阻挡作用,减慢滤水速度;WESB网面层与底层的经纱数比为1∶1,错位成形网面层与底层经纱数比为3∶2,相同经纱密度情况下,WESB-6网面层的经纱密度为22.5根/cm,错位成形网面层经纱密度为27根/cm,比WESB-6面层经纱密度大20%,因此可降低滤水速度。
3.3 纸浆种类对成形网动态滤水性能影响
当搅拌速度为750 r/s时,质量分数为4%的文化纸纸浆与质量分数为4%的包装纸纸浆在WESB-1、WESB-2、WESB-3网上动态滤水曲线如图7所示。由图7可知,同一成形网过滤包装纸纸浆时拐点x值均较过滤文化纸纸浆时靠右,终点y值均较过滤文化纸纸浆时要高,表明包装纸纸浆形成纤维截留层的时间长,过滤速度快。这一现象与浆料中所含纤维种类有关。包装纸纸浆中短纤维含量高,细小组分多,纤维容易透过成形网进入滤液,形成稳定纤维截留层时间变长,纤维截留层空隙大,过滤速度快;文化纸纸浆中长纤维含量高,形成稳定纤维截留层时间短,纤维截留层空隙小,过滤速度慢。
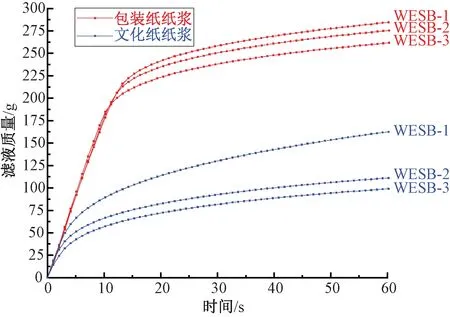
图7 不同纸浆下3种WESB成形网的动态滤水特性曲线Fig.7 Dynamic filtration curves of three types of WESB forming fabrics under different pulps
3.4 仪器转速对成形网动态滤水性能影响
当搅拌速度为500与750 r/s时,质量分数为4%的包装纸纸浆在WESB-1网、WESB-2网、WESB-3网上的动态滤水曲线如图8所示。由图8可知,转子搅拌速度增大,x拐点位置向后移动,终点y值上升。转子搅拌速度增加,会打破纸浆中部分长纤维,使纸浆中细小纤维含量增多,长纤维量减少,形成纤维截留层时间滞后,拐点向后移动;细小纤维量的增多会使形成的纤维截留层空隙增大,提高滤水速度。
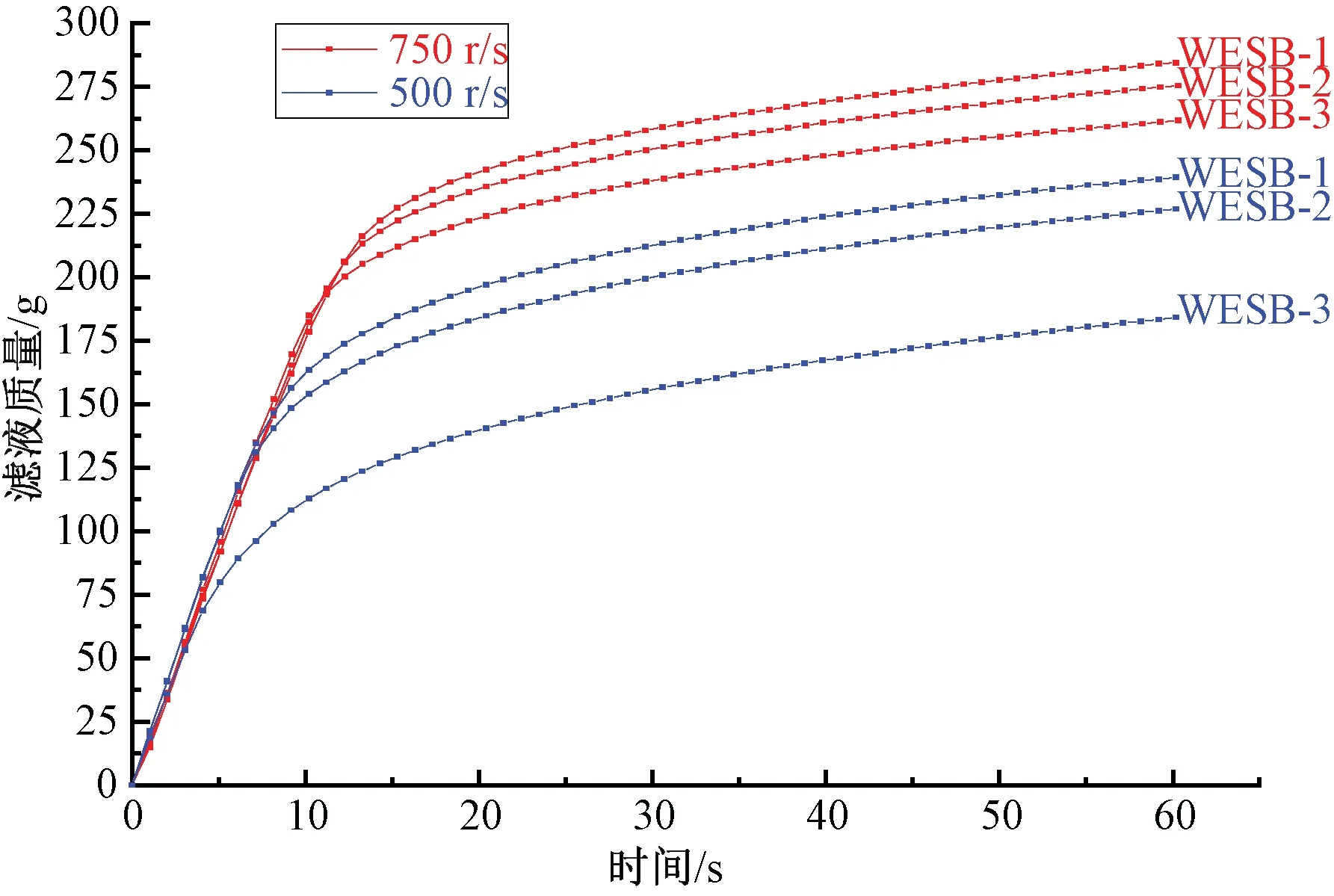
图8 不同转速下动态滤水特性曲线Fig.8 Dynamic filtration curves of different rotating speeds
4 高性能成形网留着率分析
测定成形网上细小纤维留着率,需要确定纸浆中细小纤维质量分数。选择留着性能更好的质量分数为4%的文化纸纸浆,根据第2.3节中的试验方法利用200目金属网对纸浆进行两次过滤试验,对两次得到的试验数据取平均值,代入式(1)进行计算,得到文化纸纸浆中细小纤维的质量分数。表3为文化纸纸浆细小纤维的质量分数测试数据。

表3 文化纸纸浆细小纤维质量分数测试数据Table 3 Test data for mass fraction of stable fiber on printing-and-writing paper pulp
表4为各成形网的细小纤维留着率,其中WESB-1网留着率为负值。这是由于WESB-1网经纬密过小,孔径大于200目金属网,部分长纤维透过WESB-1网进入滤液,烘干计算时将这部分长纤维视作短纤维处理。
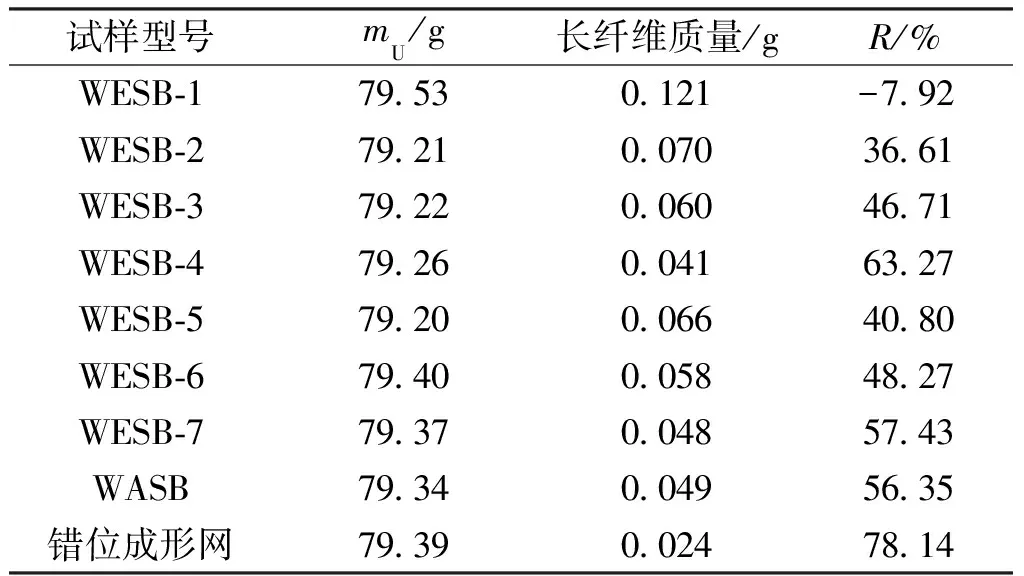
表4 文化纸纸浆细小纤维留着数据Table 4 Retention data for printing-and-writing paper pulp
对于三层网而言,纤维留着率与自由空间量[14]密切相关。自由空间量小,细小纤维更容易储存在成形网中,留着率高;自由空间量大,细小纤维容易穿过成形网,留着率低。由表4可知,WESB网留着率随经纬纱密度增加而逐渐增大,经纬纱密度增加,成形网内部交织点和连接线变多,自由空间量减小。其中WESB-4留着率远高于WESB-5,经纬纱密度相同情况下,WESB-5网经纬纱直径小,自由空间量大,留着率降低。综上可知,留着率受经纬纱密度和经纬纱直径共同影响,与经纬纱密度和经纬纱直径成正相关。
WASB网的经密与纱线直径均大于WESB-7网,两者留着率相差约1%。这是因为WASB网采用经纱缝合技术,成形网内部交织点与连接线减少,可弥补因经纬纱密度和经纬纱直径增大造成自由空间量损失,综合考虑认为两者自由空间量相近。但在实际造纸机应用中,成形网经向会受到造纸机上张力,在张力作用下,纬纱缝合的WESB网内部结构会遭到一定破坏,而经纱缝合的WASB网可以利用这种张力拉紧绑定经纱,使成形网结构更加紧密,从而提高留着性能[15]。错位成形网留着率高达78.14%,远高于其他类型成形网,是由错位成形网错位叠加结构造成的。错位成形网中面层、底层的经线相互错开,如图9所示,这种独一无二的错位结构能很好地控制网部初始脱水段,让细小纤维更好地留着,从而提高成形网的留着性能。
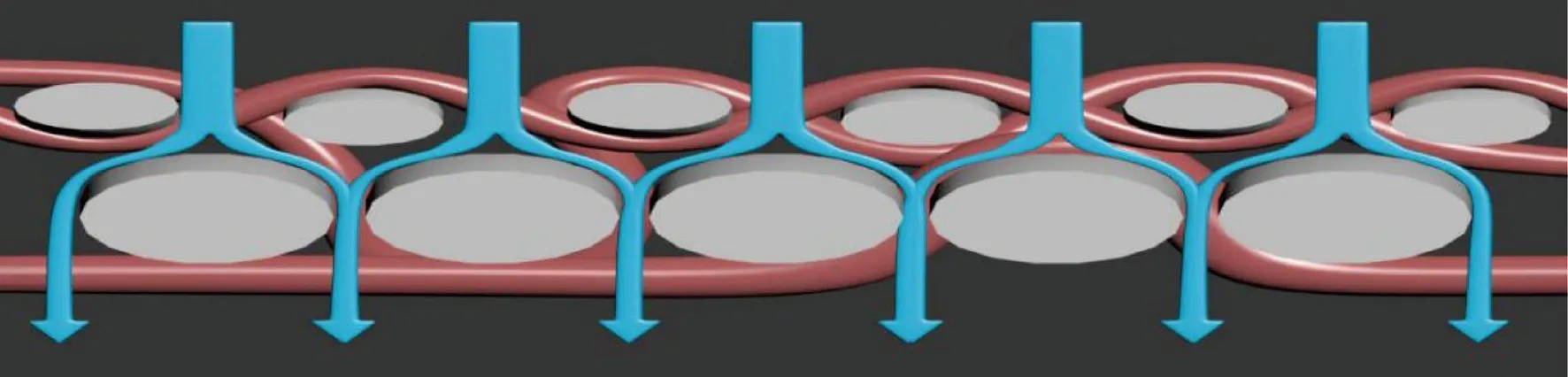
图9 错位成形网脱水路径Fig.9 Filtering path of dislocation forming fabric
试验发现,随着搅拌速度增加,细小纤维留着率逐渐降低。这有两方面原因:一是搅拌速度提高,部分长纤维被打碎,成形网的纤维截留层形成时间变长,细小纤维通过成形网的量变多;二是因为纸浆中一些填料对剪切力非常敏感[16],会对纤维悬浮液中絮凝物产生分散作用,使得纸料中细小组分存留降低。
5 成形网滤水速度与留着率关联影响
不同成形网对文化纸纸浆的滤水速度及留着率对应表如表5所示。从表5可以看出,成形网滤水速度和留着率是一对相互矛盾的指标,WESB网滤水速度加快,留着率降低。短时间内快速脱除大量的水需要成形网具备较小的经纬纱密度及直径,但这会使WESB网自由空间量增大,造成大量细小纤维和填料的流失,从而留着率下降,达不到成形的目的。
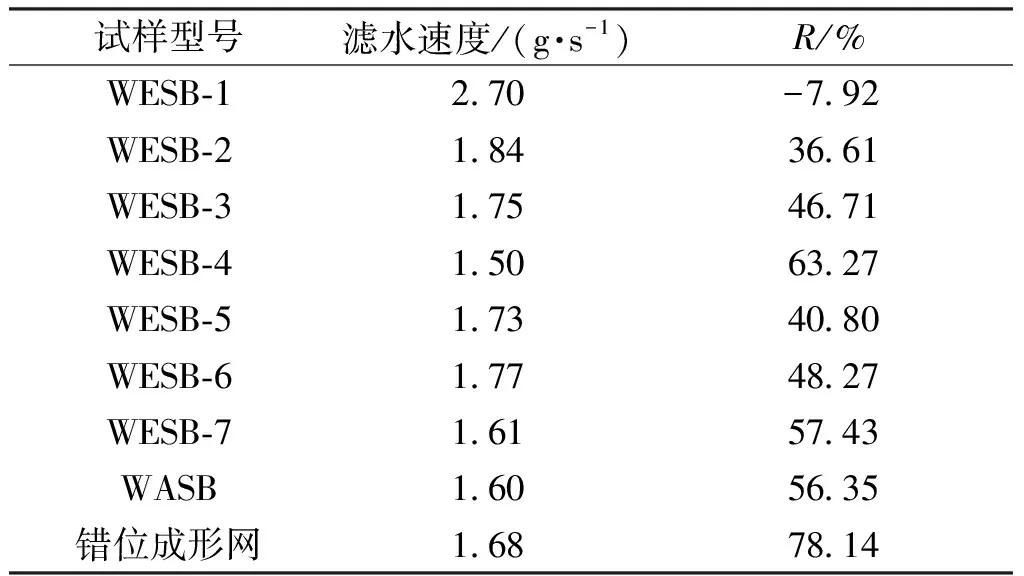
表5 成形网滤水速度及留着率Table 5 Filter speed and retention data of forming fabrics
错位成形网可以在一定程度上解决这个问题。错位成形网由于错位叠加结构,能很好地控制初始阶段浆液流动,提高细小纤维留着率。与相同规格WESB-6网相比,滤水速度降低约5%,留着率增加约62%,留着率增加幅度远大于滤水速度减小幅度,可在保证一定滤水速度的同时达到细小纤维高效留着的目的。
6 结 语
高性能成形网结构与典型纸浆滤水性能的关系表明:同种纱线编织,随经纬纱密度依次增大的WESB-1、WESB-2、WESB-3成形网的单位时间内滤水速度依次减小,分别为2.70、1.84、1.75 g/s;WESB成形网滤水速度受经纬纱密度和直径综合影响,经纬纱直径一定时,经纬纱密度增加,滤水速度减小;经纬纱密度相同时,经纬纱直径减小,滤水速度加快;在相同条件下3种高性能成形网中WASB网滤水速度高于WESB网,错位成形网留着性能最佳,细小纤维留着率高达78.14%;滤水速度和留着率是一对相互矛盾的指标,快速脱除大量水需要成形网具备较小经纬纱密度与经纬纱直径,但这会使成形网自由空间量增大,细小纤维留着率降低,相比同规格WESB网,错位成形网的留着率增加幅度远大于滤水速度减小幅度,可以在保证一定滤水速度的同时达到高效留着细小纤维的目的。
猜你喜欢
读者(2022年7期)2022-10-20
造纸信息(2022年2期)2022-04-03
建材发展导向(2022年2期)2022-03-08
造纸信息(2021年3期)2021-04-19
西部交通科技(2021年9期)2021-01-11
西部交通科技(2021年9期)2021-01-11
飞天(2020年8期)2020-08-14
造纸信息(2019年5期)2019-09-10
中国质量与标准导报(2018年7期)2018-09-10
诗潮(2017年2期)2017-03-16
