
浅析660MW汽轮机冷态启动暖机时间的控制
2022-06-29 06:12徐翔娄杉
装备维修技术 2022年6期
徐翔 娄杉
摘 要:上海汽轮机厂660MW超超临界二次再热汽轮机在冷态启动中的620r/min低速暖机阶段,因中压缸进汽量小,导致暖机时间过长,在冷态启动中耗费了大量时间和成本。本文详细分析了冷态启动暖机时间长的原因,并提出了解决方案。
关键词:X7f准则、暖机、冷态启动
国家能源集团宿迁发电有限公司二期2×660MW二次再热超超临界机组选用上海汽轮机厂引进的西门子汽轮机,型式为:超超临界、二次中间再热、十级回热抽汽、单轴、五缸四排汽、凝汽式汽轮机,型号为N660-31/600/620/620。DEH采用西门子SPPA-T3000控制系统。锅炉采用上海锅炉厂超超临界塔式直流炉,型号为SG-1903/32.45- M6101。
在机组冷态启动中,由于中压缸进汽量小等原因,在620r/min低速暖机时需要8小时以上方能完全满足X7f准则,大大延长了启动时间、增加了启动成本。
1.温度测点布置与X7准则
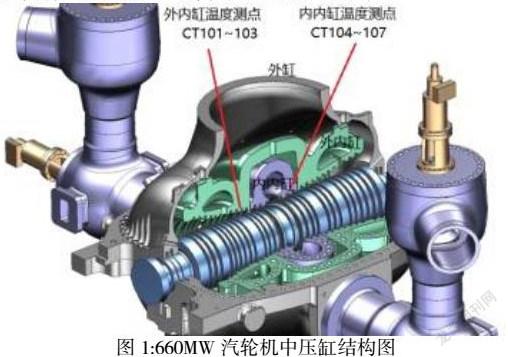
上海汽轮机厂N660-31/600/620/620型汽轮机中压缸采用双流程和三层缸设计,三层缸自内而外分别为内内缸、外内缸、外缸。中压内内缸温度测点布置在内内缸第三级叶片位置,内外缸温度测点布置在内外缸第五、六级叶片位置。
在汽轮机冷态启动升速过程中,预防转子低温脆性损伤是相当重要的,应将中压转子充分预暖,使中压转子具有较好的抗脆性破坏能力,以增强对升速中较大离心力以及热应力的承受能力。为判断汽轮机转子、汽缸暖机结束,DEH中设置了X7a~X7f准则,在620r/min暖机期间,X7f准则最难以满足,是制约冷态启动节点的关键因素。
上海汽轮机厂660MW机组中压转子采用13Cr9Mo2Co1NiVNbNB(超级马氏体耐热钢),其脆性转变温度(FATT)≤116℃。X7f逻辑要求中压内内缸温度≥231.6℃、中压外内缸温度≥259.7℃这两个条件全部满足。如果在X7f准则不满足情况下强行冲转,会影响转子寿命,甚至造成严重事故。
2.影响X7f准则满足的因素分析
660MW汽轮机冷态启动中在620r/min暖机时,中压缸调门开度小、进汽量小、蒸汽放热系数低,加上中压缸缸体和转子热惯性大等因素,导致中压转子、内缸金属温升速度缓慢。此外,由于中调门开度过小、阀门流量特性较差,中压调门高频率抖动。
影响中压调门开度的主要原因分析:
(1)锅炉侧蒸汽参数偏高。上海汽轮机厂使用说明书中要求的冷态启动主汽参数8MPa/400℃;一次再热压力≤2.0~2.5MPa、一次再热汽温度380℃;二次再热压力≤0.8~1.0MPa,二次再热汽温度380℃。
因锅炉及旁路特性,如按厂家要求控制主蒸汽压力8MPa,需维持两台磨煤机运行,主/再蒸汽温度只能控制在500℃左右,较厂家要求高出100℃左右,通过计算,蒸汽流量较设计值低29.17%。
(2)凝汽器背压。凝汽式汽轮机启动时,背压也不需要太低,若背压太低,则会使蒸汽流量减小而延长暖机时间。上汽660MW汽轮机要求冲转前凝汽器背压大于13kPa即可。根据经验,凝汽器背压每升高1kPa,汽轮机汽耗增加1.5~2.5%。如凝汽器背压从4kPa提高至12kPa,蒸汽流量可提高12~20%。
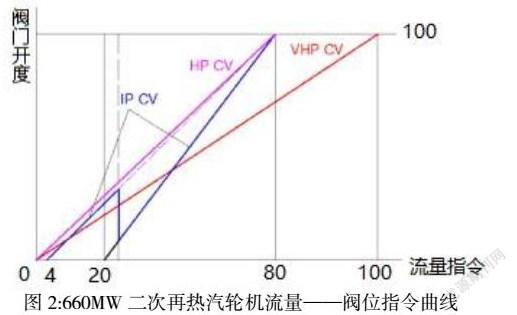
(3)DEH中各汽缸流量分配。二次再热机组较一次再热多一个超高压缸,采用超高压、高压、中压缸联合启动方式时,各汽缸根据DEH中预先设定的流量——阀位指令曲线,控制各缸调节汽门的开度。在620r/min定速时,流量指令在8%左右,对应超高压、高压、中压调门开度分别通常在2.5%、5%、2.3%左右,中压调门开度较小。
3.提高暖机速度的方案
(1)尽早投入汽轮机轴封
启动前,在盘车投入正常后,可尽早投入汽轮机轴封、抽真空。投入轴封后,中压缸内缸的温升速率约1~1.5℃/小时。该方案对减少暖机时间作用有限,但可使锅炉尽早进行点火、热态清洗操作,减少冲转前等待汽水品质合格的时间。
(2)降低锅炉侧蒸汽参数
根据实践经验,主汽压6.0MPa即可满足汽轮机冲转至620r/min的要求。在此基础上对运行方式进行优化调整,汽轮机在冲转至620r/min时只保持一台磨煤机运行,煤量控制在48t/h;在升全速前再启动第二台磨煤机、将冲转参数提高到厂家规定值。优化后,机侧冲转参数有明显下降,主/再热蒸汽压力控制在6.0/1.7/0.5MPa,主/再热蒸汽温度可降低至465/480/480℃,经计算,蒸汽流量较调整前高16.5%。
(3)降低超高压、高压调门的阀限
通过对DEH逻辑的检查,将超高压、高压调门的阀限降低到2.0%是可行的。某次冷态启动中,降低超高压、高压调门的阀限后,超高排、高排温度均有所降低,同时中压调门开度由2.51%提高到3.82%,中压内缸温升速率达到32.66℃/小时,暖机效果明显改善,且中调门抖动现象消失。
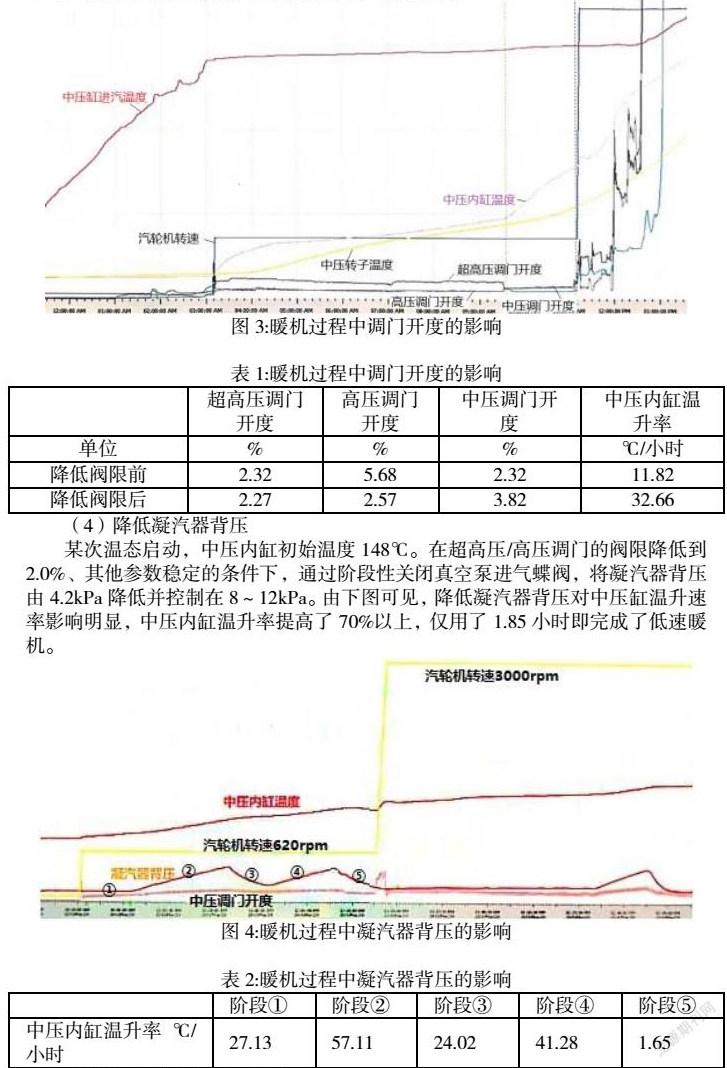
(4)降低凝汽器背压
某次温态启动,中压内缸初始温度148℃。在超高压/高压调门的阀限降低到2.0%、其他参数稳定的条件下,通过阶段性关闭真空泵进气蝶阀,将凝汽器背压由4.2kPa降低并控制在8~12kPa。由下图可见,降低凝汽器背压对中压缸温升速率影响明显,中压内缸温升率提高了70%以上,仅用了1.85小时即完成了低速暖机。
(5)汽轮机启动方式优化
如需进一步减少暖机时间,则需要考虑使用中压缸启动的方式。中压缸启动的优势是中压缸单独运行、进汽量较联合启动有所增大,有利于中压缸暖机。
上海汽轮机厂660MW机组T3000控制系统中设置了“Startup Mode With VHP”和“Startup Mode Without VHP”两种启动方式。“With VHP”,是传统的超高压、高压、中压缸联合启动方式。如果选择“Without VHP”,则超高压、高压缸均不参与启动,仅中压缸进汽。可以在冲转前选择中压缸启动,在冲转至额定转速,发电机并网后,再手动将超高压、高压缸并缸。
4.结论
由于660MW二次再热汽轮机中压缸的结构特点,导致中压转子暖机过程过长。通过优化冲转参数、调整锅炉运行方式、控制凝汽器背压、降低超高压/高压调门的阀限等手段,将低速暖机时间降低到3小时以内,并可避免中压调门高频率抖动对阀体的损伤,显著节约冷态启动中的时间、辅机电耗和燃料成本。
参考文献:
[1]孙奉仲.大型汽轮机运行[M],北京:中国电力出版社,2008
[2]上海汽轮机厂N660-31/600/620/620型汽輪机运行说明书[Z],2018
[3]孔范太.国产600MW超临界机组中压缸启动特点分析[J];广东电力,2008年07期
