高精密自紧钻夹头丝母粉末冶金压制模具设计
2022-06-30 00:44吉风霏谷文金孙立臣
粉末冶金技术 2022年3期
吉风霏 ,谷文金 ,孙立臣
1) 辽宁工程技术大学工商管理学院, 葫芦岛 125105 2) 兴城市粉末冶金有限公司, 兴城 125100
钻夹头是电动工具行业及机床行业的重要配件,被广泛应用于手电钻及机床上。钻夹头与钻具相连,是用来夹持柄类工具的附件。随着机械加工业的发展,对高精密自紧钻夹头的需求越来越旺盛,这就要求对钻夹头的结构进行优化。丝母是钻夹头中的重要零件,由于其精度高、结构复杂,因此常采用粉末冶金工艺制备[1]。目前,国产粉末冶金丝母已经达到了国际先进水平。粉末冶金丝母适用于高精密自紧钻夹头,具有体积小、结构复杂、精度高等特点,它可以提高高精密自紧钻夹头的精度,并且可以降低成本。因为这类丝母使用批量大,因此要求少无加工[2]。
可通过降低细长模冲高度和提高模具配合间隙精度来保证粉末冶金高精密自紧钻夹头丝母的形状和精度,丝母生产过程的顺畅进行取决于压制模具设计的合理性、压制模具的精度和生产工艺的可执行性[3-4]。通过研究粉末冶金高精密自紧钻夹头丝母零件设计图纸,对压制模具进行结构分析,选取压制模具强度高、分形结构合理的开模方式。从压制模具的材料选用、压制模具的分形结构(多台阶零件压制模具分冲、模具台阶结构)、压制模具的配合间隙及模具尺寸(影响模具使用寿命)等方面对压制模具进行优化,使压制模具具有高使用寿命,生产的高精密自紧钻夹头丝母产品达到设计要求,减少后序的机械加工。
1 工艺分析
图1为粉末冶金高精密自紧钻夹头丝母产品简图,图2为粉末冶金高精密自紧钻夹头丝母产品造型图。粉末冶金丝母的生产工艺流程包括压制成形、烧结硬化、精整、成品包装等[5]。根据图1、图2可知,产品为加工毛坯,丝母成品密度要求7.0 g·cm-3以上,采用粉末冶金D39为原材料,烧结后硬度要求为HV 300以上,无后序热处理[6]。
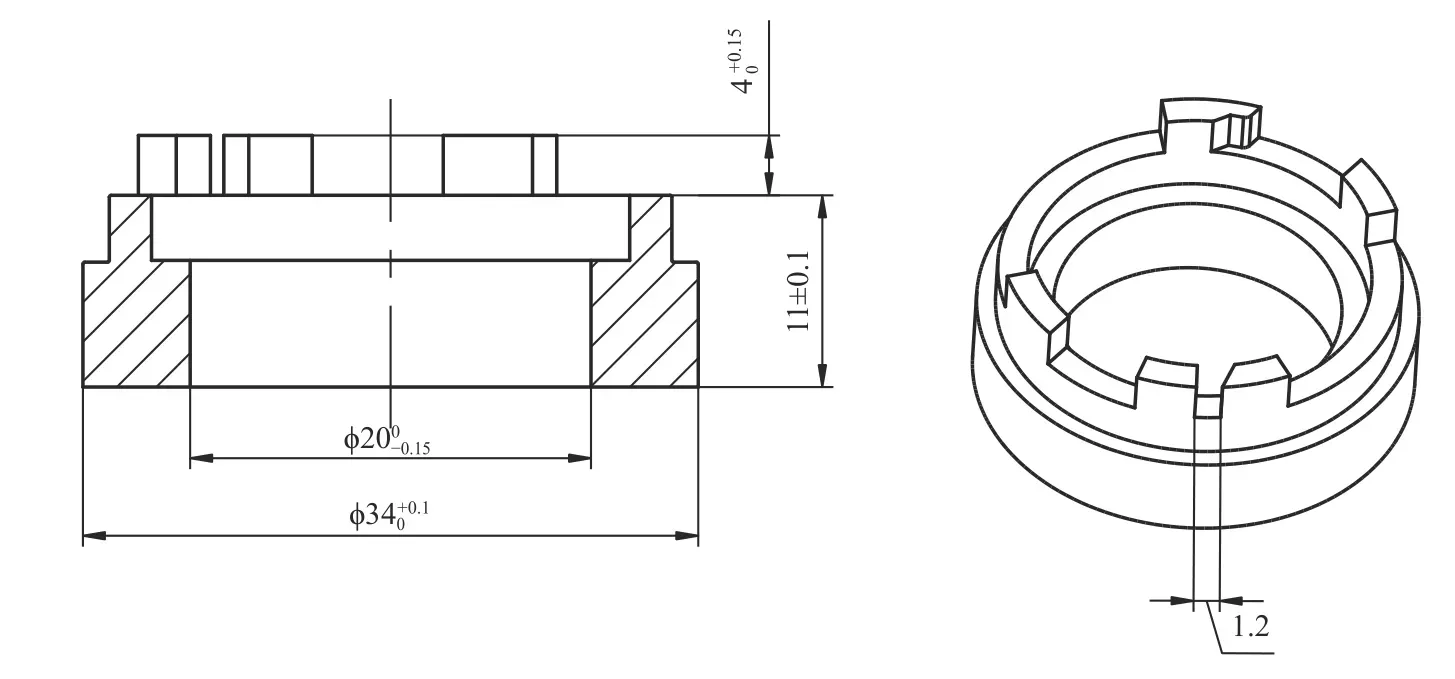
图1 粉末冶金高精密自紧钻夹头丝母产品示意图(单位:mm)Fig.1 Schematic diagram of the powder metallurgy nuts for the high precision self-tightening drill collets (unit: mm)

图2 粉末冶金高精密自紧钻夹头丝母产品造型图Fig.2 Product model diagram of the powder metallurgy nuts for the high precision self-tightening drill collets
粉末成形压机和模架结构选用如下,先用Creo3.0三维造型软件建模,使用软件的查询功能,计算出丝母产品轴向投影面积为5.2 cm2,压制毛坯质量为40 g。根据经验计算,计算出丝母压制成形压力为33.8 t;丝母产品外形有三个台阶,内孔有一个台阶,根据过往模具设计经验和公司现有粉末压机的情况,选取50 t上二下三模架粉末机械压机。
2 压制模具设计分析
粉末冶金高精密自紧钻夹头丝母模具设计的工艺参数主要包括D39预合金铁粉松装密度、压坯回弹率、烧结收缩率、精整余量和回弹量,这些工艺参数可直接影响压制模具设计的准确性[7-8]。D39预合金铁粉为吉凯恩(霸州)金属粉末有限公司提供的成品粉材,松装密度为3.0 g·cm-3;利用工厂现有产品和相似模具进行实际压制和烧结,采用测量产品尺寸变化量的方法获得其他压制模具设计参数,以供丝母模具设计使用,保证压制模具尺寸设计的一次性成功率[3]。
50 t上二下三模架粉末机械压机各部位零件说明和功能如下:中模具有限位功能,上外板为浮动板,上二板为固定板,下一板为固定板,下二板为浮动板,下三板为浮动板,中心缸具有上、下动作功能。
图3为压制模具结构设计分析图,其中1表面为丝母产品上面,2表面为丝母产品最大直径φ34 mm下台阶面,3表面为丝母产品5个异形爪的上表面,4表面为丝母产品5个异形爪的下表面,5表面为丝母产品内台直径上表面,6表面为丝母产品内孔直径面(φ20 mm)。根据丝母结构、压制压机模架技术参数和装模工艺,取图3中1面为压制上面,只需要一个压制上冲即可。50 t上二下三模架粉末机械压机具有中模限位功能,同时为了简化模具,图3中2面可以与丝母产品最大直径 (φ34 mm)一起设计作为中模模具,即压制阴模,中模模具做成台阶形式。正常设计时,为了丝母压制坯脱模方便,4面处压制模具应设计在下一板上 (固定板),设计为压制下一冲,3面处压制模具设计在下二板上(浮动板),设计为压制下二冲。为简化模具,内孔直径6与5面设计在一起做成台阶芯棒,即压制芯棒,设计在下三板(浮动板)上,保证压制成形时尺寸稳定。
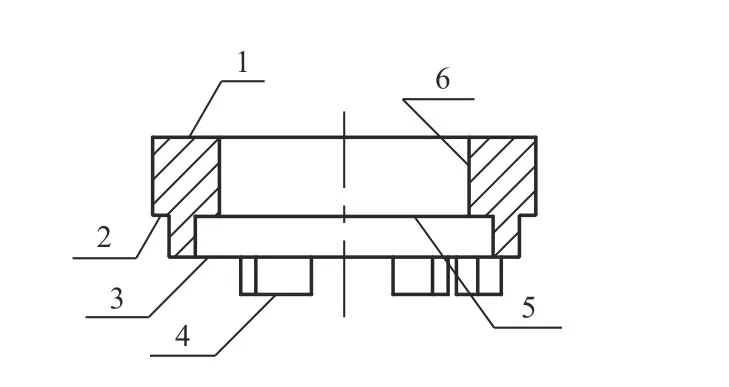
图3 压制模具结构设计分析图Fig.3 Structural design and analysis diagram of the pressing die
压制阴模高度要满足装粉高度和模冲定位高度,包括丝母装粉高度、下模冲定位高度(一般为15~20 mm)、压机少装粉高度(一般为3~6 mm)等。芯棒长度由装粉高度、芯棒与下模冲配合高度和根据压制方式、连接方式需要的高度决定,芯棒长度尽量设计短一些,这样可以提高加工精度。丝母压制下一模冲高度、压制下二模冲高度由配合定位高度、压机脱模行程、模冲垫块和连接所需要的高度组成。压制模具细节分析见图4。为防止脱模时阴模碰到模冲边接座,在压制阴模下表面与压制下一冲台阶上面(图5(c)中A点处)之间要有约10 mm的间隙。如模冲过于细长,强度不足,还应考虑其他方式增强模冲强度或降低模冲高度[4]。
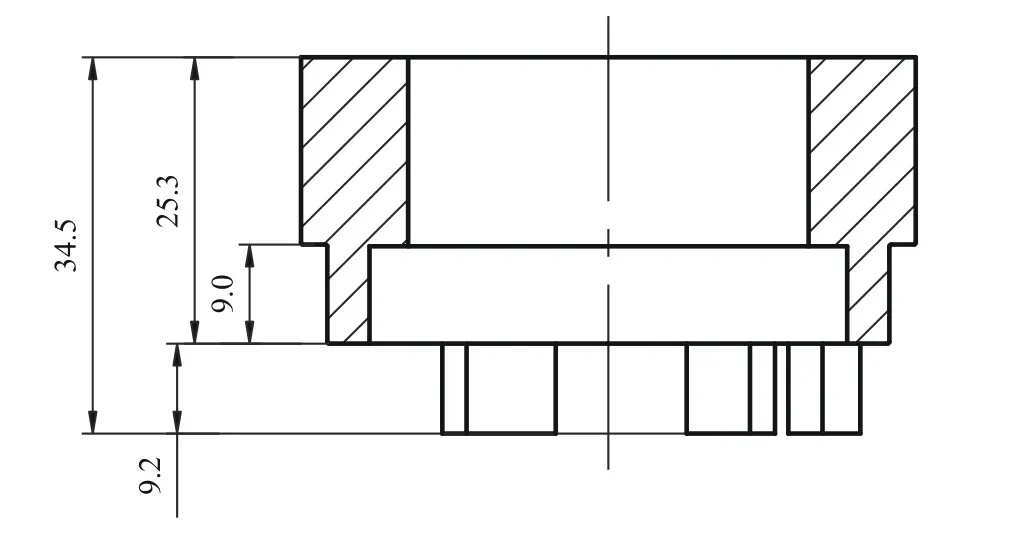
图4 丝母压制模具细节分析(单位:mm)Fig.4 Detail analysis of the nut pressing die (unit: mm)
如图1所示,丝母产品有一个1.2 mm宽的最小槽在设计中需要考虑。根据丝母压制填充高度,预估压制阴模高度为50 mm,压制下一冲高度90 mm(冲分形部分高度60 mm),压制下二冲高度170 mm(冲分形部分高度100 mm)。如果这样设计,就会有一个宽度为1.2 mm、高度为100 mm的模冲,很明显压制下二冲强度严重不足,模具会产生严重变形,将无法使用。刚开始采取的解决措施是将压制下一冲制做成阶梯结构,此种方式可以使压制下二冲高度降低,将压制下二冲分形部分高度降至85 mm,压制下二冲1.2 mm处强度有所提高,但依然不能满足生产使用。更换设计思路,取图3中1面为压制上面,一个压制上冲;2面可以与丝母产品最大直径设计在一起作为中模模具,即压制阴模做成台阶形式;3面处压制模具应设计在下二板上(浮动板),中间过桥,穿过固定板层,设计为压制下一冲;4面处压制模具应设计在下一板上(固定板),设计为压制下二冲;内孔直径6面与5面设计在一起,做成台阶芯棒,即压制芯棒,设计在下三板(浮动板)上。这样设计各模冲位置,同时结合阶梯结构,可以使宽度为1.2 mm处的冲分形处高度降低至60 mm,经过检验为最优设计方案。优化后的压制模具设计方案见图5。
3 压制模具材料选择和模具制作要求
如图5所示,根据丝母压制模具各部件不同的结构特点,选用不同的材料制备模具。压制阴模内孔为小台阶结构,无特殊形状,考虑到产品批量大,因此选用YG15硬质合金材料,因为YG15硬质合金具有硬度高、耐磨性好等特点。压制芯棒顶部有个小台阶,内孔为螺丝连接孔,无异形,因此选用YG8硬质合金材料,YG8硬质合金材料具有强度高、使用寿命长等特点。压制下一冲结构复杂,且有较细长结构,压制下二冲长度长,结构复杂,因此,压制下一冲和下二冲需要选用韧性高、耐磨性好的冷作模具钢,选用材料SLD合金工具钢,热处理硬度HRC 57~59,模具热处理后需要3次回火。压制上冲形状不复杂,选用DC53材料,热处理硬度HRC 57~59[8]。
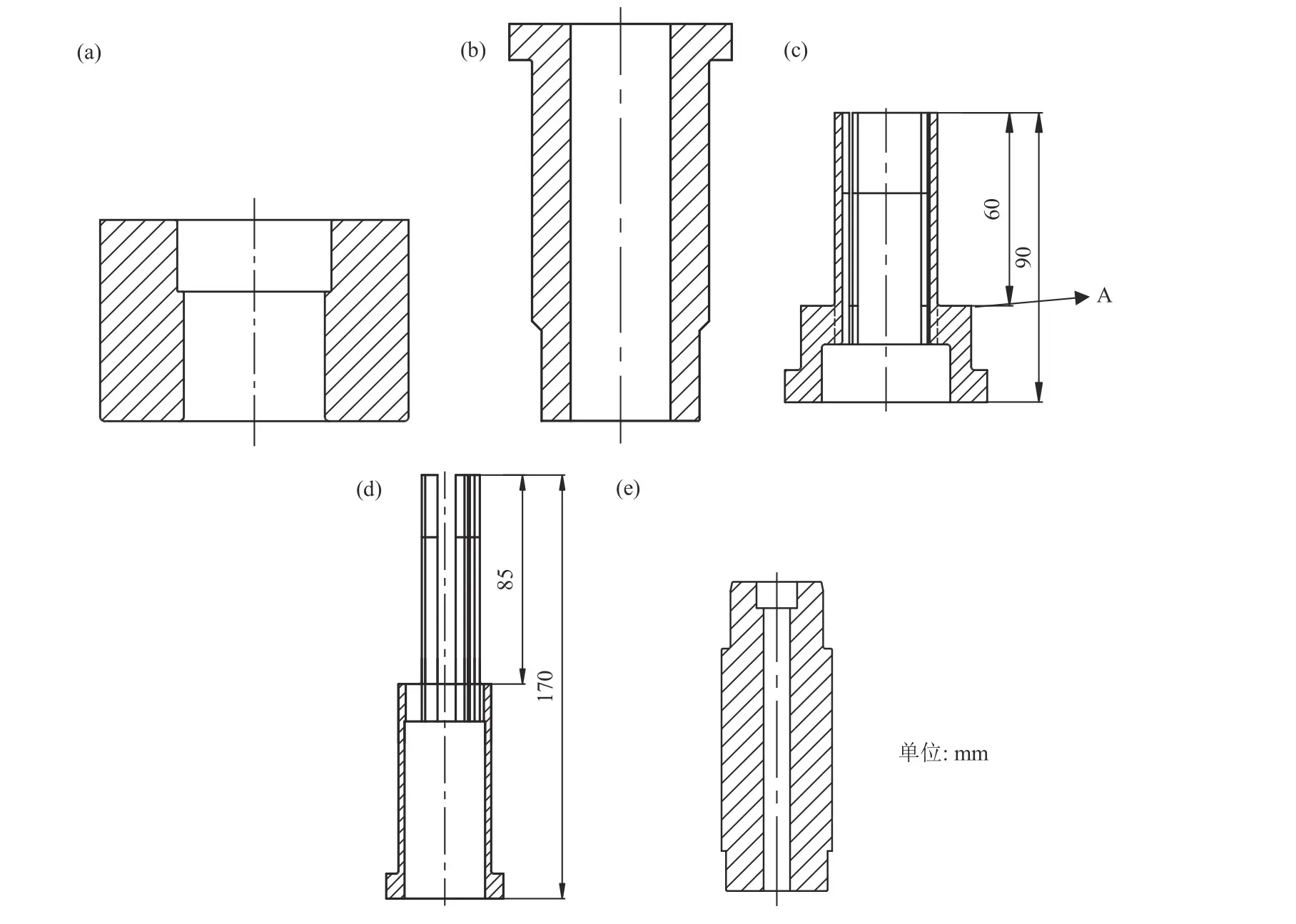
图5 优化后的压制模具:(a)压制阴模;(b)压制上冲;(c)压制下一冲;(d)压制下二冲;(e)压制芯棒Fig.5 Optimized pressing die: (a) pressing female die; (b) pressing the upper punching rod; (c) first lower punch; (d) second lower punch; (e) pressing mandrel
压制阴模与压制芯棒的成形面、配合表面的表面粗糙度要求为Ra>0.4,这样可以减少模具之间的摩擦,有利于丝母产品脱模。压制下一冲和压制下二冲配合表面粗糙度要求Ra>0.4,细长杆之间配合摩擦力小,减小压制时的摩擦,提高模具使用寿命[9]。压制模具之间的配合间隙选择0.010~0.015 mm,模具的形状误差(直线度、圆度、圆柱度等)要小于0.005 mm,位置公差(同轴度、垂直度、平行度等)要小于0.02 mm。
4 高精密自紧钻夹头丝母试制和量产
在50 t上二下三模架粉末机械压机上安装经过优化的压制模具,进行调试压制。调整丝母压制密度为7.06 g·cm-3,试制压制500件丝母。丝母压制完成后,压制模具完好,压制的丝母经烧结后符合产品图纸设计要求,压制的成品见图6。试制取得成功后,公司进行批量生产,批量生产丝母3万件,量产出来的丝母,经过检测中心和客户的检测,产品完全达到产品图纸设计要求,而且压制模具无损坏,模具的使用寿命也达到了预期的时间。粉末冶金丝母安装在高精密自紧钻夹头上,完全达到使用性能和使用寿命要求。图7为安装了粉末冶金丝母的高精密自紧钻夹头。
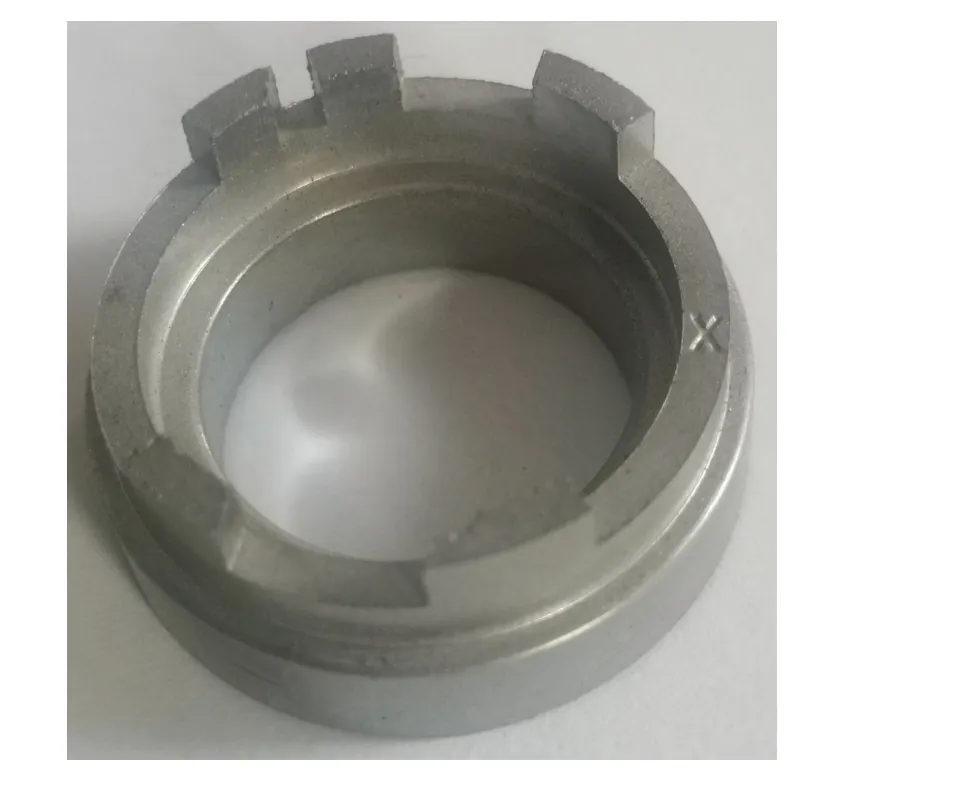
图6 试制生产的高精密自紧钻夹头丝母成品Fig.6 Trial production of the high precision self-tightening drill chuck nuts

图7 装有丝母的高精密自紧钻夹头Fig.7 High precision self-tightening drill chuck with nuts
5 结论
通过对粉末冶金丝母的产品设计、产品结构、生产工艺进行分析,从压制模具的材料选择、压机模架的优化应用(中间过桥,穿过固定板层)、模具结构的调整(变换压制下一冲、压制下二冲位置,阶梯结构)、缩短压制模具尺寸、增加模冲强度和利用以往设计经验等方面,对丝母产品压制模具进行优化,增加压制模具使用寿命,生产出来的高精密自紧钻夹头丝母完全达到了产品设计要求。
猜你喜欢
模具制造(2022年3期)2022-04-20
钣金与制作(2022年3期)2022-03-30
中国品牌(2020年11期)2020-12-23
扬子江(2019年3期)2019-05-24
艺术启蒙(2018年7期)2018-08-23
Coco薇(2017年5期)2017-06-05
科技资讯(2016年5期)2016-08-13
电子竞技(2014年5期)2014-03-26
舒适广告(2008年9期)2008-09-22