无模铸造成形技术在涡轮壳类零件铸造加工中的应用
2022-07-14 10:04张敬骥佟宝波
机械管理开发 2022年6期
张敬骥, 佟宝波
(北京金隅科技学校, 北京 102403)
1 涡轮壳类零件采用传统铸造加工方法存在的问题
1.1 传动铸造方法精度低,不能满足涡轮壳类复杂零件的生产
涡轮壳类零件常用于发动机、增压器等精密设备的组装,对零件的进出气端口、壳端和装配面等部位有很高的精度要求。涡轮壳内、外的轮廓多为复杂的曲面,该零件模具的模样使用三轴或者多轴机床不能满足加工的要求,因此要采用无模铸造快速成形技术进行铸造,该技术能借助计算机软件根据零件的结构快速、合理的设计涡轮壳的模具,满足涡轮壳类零件的使用和精度要求。
1.2 传统铸造方法效率低、生产周期长,不能满足市场的要求
使用传统的铸造方法都需要先加工模样,借助普通或者数控技术加工模样的周期较长,大型复杂的铸件铸型的制造周期多达数月。市场的竞争越发激烈,对企业提出个性化、短周期的要求,因此传统的铸造方法无法适应市场和技术的发展。
1.3 传统铸造方法的成本较高,不利于单件、小批量新产品的研发工作
以涡轮壳零件为例,使用传统铸造方法需要翻砂造型、制造模样,零件复杂曲面的精度不能满足要求。随着市场对于短交货期、高精度和低成本需求的日益增加,各类汽车企业铸件新产品的种类繁多,传统的铸造方法不适用于企业新产品的研发工作。
2 无模铸造成形技术的原理和流程
2.1 无模铸造成形技术的原理
无模铸造成形技术是一种先进的数字化成形技术。以铸件的三维CAD 模型文件为载体,使用创建的铸造工艺数据库和铸造模拟仿真技术优化零件的模型,借助UG 等软件完成对零件模具的浇注系统、排气孔和分型定位等方面的注塑模设计,根据实际的加工需求将模具分成多个砂型、砂芯单元,制作好符合加工尺寸的砂坯,使用数控技术切削加工模具的轮廓和型腔,检测模具的尺寸及质量,合格后将各个砂型、砂芯单元坎合组装出复合铸型,熔融金属浇注制造出高精度的复杂零件。
2.2 无模铸造成形技术的流程
无模铸造成形技术的工艺流程可以分为7 个环节,依次是“数字化设计—工艺数据库及仿真—铸型分模—砂坯制备—砂型(砂芯)加工制造和检测—复合铸型坎合组装—浇注”7 个环节。
3 涡轮壳零件采用无模铸造技术的加工方法
3.1 涡轮壳浇注系统的设计
涡轮壳零件内外的轮廓较为复杂,在设计浇铸系统时要考虑外模和砂芯的浇铸和排气等因素,需要设置直浇道、横浇道、内浇道、冒口和出气棒等要素,如图1 所示。设置的参数和方法正确合理,能保证涡轮壳零件浇铸的质量。
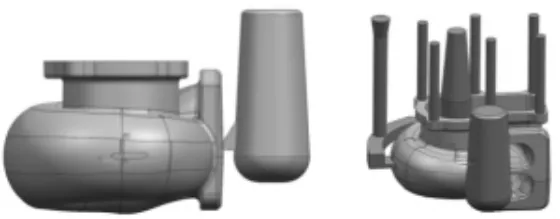
图1 浇注系统的设计
3.2 涡轮壳砂芯和外模的分型设计
因为涡轮壳零件内部有复杂的型腔和管路,所以首先要将零件的外模和砂芯进行分割,在得到完整的砂芯后,根据加工的需求与限制,将砂芯合理拆分为上、中、下三个部分。
涡轮壳的外模分型面设置在壳体外侧直径最大处,可以将内浇道上平面作为分型面,以此保证外模分模后便于铣削加工。
3.3 涡轮壳砂芯和外模的定位设计
涡轮壳的模具是依次将外模和砂芯组装在一起使用,所以三个砂芯间要做定位设计,下砂芯与中砂芯采用定位圆锥销和圆锥孔的设计,中砂芯与上砂芯采用方形的锥销和锥孔的定位设计,限制旋转的自由度,要保证砂芯之间定位准确。
为了保证下砂芯和外模组装时定位准确,必须要限制砂芯在外模的内部Z 向旋转自由度。可以在砂芯处制作“芯头”,该芯头在砂芯与外模组装时能嵌入到外模的凹槽中,起到了限制砂芯在外模内部沿着Z 轴旋转的自由度,以此能更好地保证砂芯和外模的组装精度。
3.4 涡轮壳砂芯和外模的数控编程加工
借助UG 软件强大的数控编程加工功能,根据制定的各个砂芯单元的加工工艺,设置需要的刀具和加工方法(型腔铣、深度轮廓铣),合理设置切削参数,生成加工的刀路轨迹。使用软件的模拟仿真加工功能检验刀路的正确性,通过后处理功能生成需要的加工程序,以上4 个步骤完成了涡轮壳零件分型定位设计和数控编程加工的准备任务。
3.5 涡轮壳砂芯和外模的切削加工
在使用UG 软件完成涡轮壳的数控编程加工后,将生成的程序传入数字化无模铸造精密成形机的设备中,在工作台安装好砂坯,进行铣刀的对刀操作,检验程序无误后根据制定的加工工艺内容分为粗铣平面、粗铣型腔轮廓和精加工等多个工步依次进行加工,注意加工时背吃刀量、主轴转速和进给量的合理设置,及时清理积沙,保证加工的精度。
3.6 模具的精度检测
将加工好的模具清洁后贴光标点,使用扫描仪和扫描专用的软件VXelements 对其进行扫描,获得零件的轮廓和尺寸数据。通过Geomajic control 软件对数据进行检测和分析,能快速、精准的判断模具的精度是否符合要求,提高了检测的效率和精度。
4 无模铸造成形技术的优势
4.1 缩短生产周期,提高加工精度
无模铸造工艺采用计算机自动处理,信息处理过程一般只需要几小时即可,对比传统的铸造方法,无模铸造技术有效缩短了复杂零件的生产周期。由于采用了型芯直接数字化加工,取消起模斜度,提高了零件成形精度。以涡轮壳零件为例,无模铸造成形技术与传统铸造技术数据对比如表1 所示。
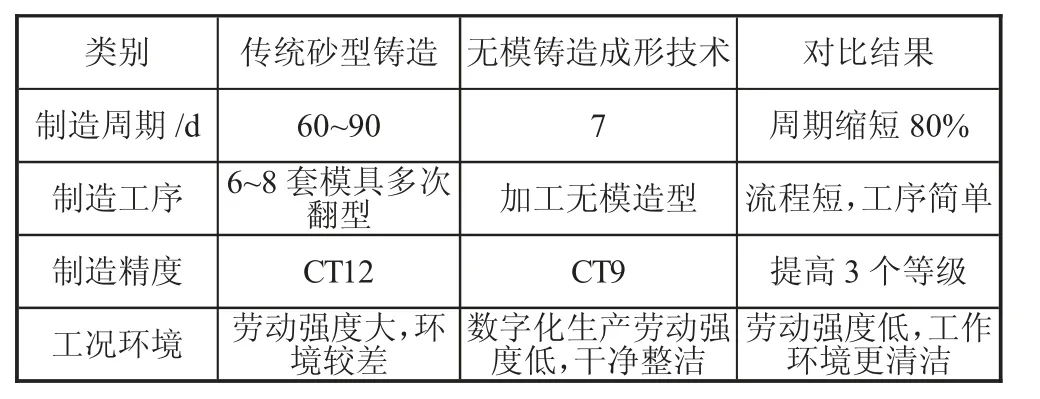
表1 无模铸造技术与传统铸造技术的数据对比
4.2 提高柔性化程度,利于复杂铸型的生产
对于结构轮廓复杂且含有自由曲面的铸件时,可以充分发挥无模铸造成形技术坎合组装、自适应铸型等特有的工艺特点,提高了复杂铸件的生产效率和精度,有效的增加了铸型设计的灵活性,解决了传统铸造方法不能完成的复杂零件铸造任务,保证了铸件生产的高效率、高精度和高质量要求。
4.3 节约生产资源,实现绿色铸造
对比传统的铸造技术,无模铸造成形技术不用木模、金属模等模具翻砂造型,不需要起模斜度和工艺补贴量,对铸件进行有效的减重,便于推动铸件轻量化、高精度、高效率和绿色制造的特点。随着技术的不断改进,显著提高了工作环境的舒适度,降低操作者的劳动强度,节约了能源和原材料的使用,效果十分明显,促进我国铸造业向绿色铸造方向的转型与发展。
猜你喜欢
工友(2022年7期)2022-07-23
航空制造技术(2022年10期)2022-07-16
科技视界(2020年26期)2020-09-24
汽车维修与保养(2019年7期)2020-01-06
模具制造(2019年4期)2019-12-29
滇池(2017年5期)2017-05-19
雷达与对抗(2015年3期)2015-12-09
汽车维护与修理(2015年6期)2015-02-28
汽车文摘(2014年11期)2014-12-15
汽车与新动力(2014年3期)2014-02-27