
VVER堆型主管道自动焊工艺理化性能影响因素的研究
2022-07-21 11:53周游罗静张伟栋王万渝张双健周丽君
科技创新导报 2022年5期
周游 罗静 张伟栋 王万渝 张双健 周丽君




摘要:田湾核电7/8号机组为俄罗斯VVER堆型,主管道为规格φ990×70mm的厚壁复合钢钢管,焊接数量较大,此堆型在国际上都是采用手工焊进行焊接。本文计划开展VVER堆型主管道自动焊工艺的研究,以田湾7/8号机组俄罗斯VVER堆型主管道自动焊工艺为研究对象,通过进行是否维持预热试验、采用具有不同熔敷金属强度的焊接材料试验,对比分析影响VVER堆型主管道自动焊焊缝力学性能的趋势,为后续施工提供宝贵经验。
关键词:俄罗斯VVER堆型核电站主管道 维持预热温度 熔敷金属 接头力学性能
Study on Influencing Factors of Physical and Chemical Properties of VVER Stacking Main Pipe Automatic Welding Process
ZHOU You LUO Jing ZHANG Weidong WANG Wanyu ZHANG Shuangjian ZHOU Lijun
(China National Nuclear Industry Ersan Construction Co., Ltd., Beijing, 101300 China)
Abstract: Unit 7/8 of Tianwan Nuclear Power Plant is a Russian VVER stack. The main pipe is a thick-walled composite steel pipe with specification φ990×70mm, and the welding quantity is large. This stack is welded by manual welding internationally. In Tianwan unit 7/8 of Russian VVER stack pipeline automatic welding process as the research object, through whether maintain preheated experiment was carried out, using the welding material test with different intensity of deposited metal, contrast analysis influence VVER stack main line automatic weld mechanical properties of the trend, provide valuable experience for subsequent field construction.
Key Words: Main pipeline of Russian VVER reactor nuclear power plant; Maintenance preheating temperature; Deposited metal; Mechanical properties of joint
1 VVER堆型主管道介紹
1.1母材介绍
主管道牌号为10гн2мФА,力学性能要求见表1。
1.2焊接材料介绍
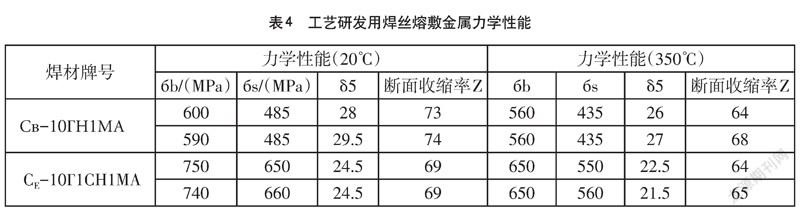
按照标准采购牌号采购的两种焊接材料实测熔敷金属力学性能见表2。
2 试验件说明
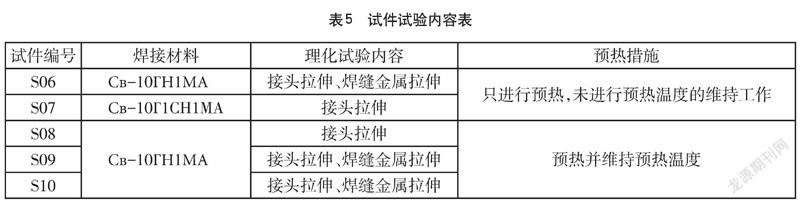
采用具有不同熔敷金属强度的焊接材料试验(试件编号S06、S07),参考标准GB/T18591-2001中描述了预热维持温度的定义,焊接中断时焊接区域必须要保持的最低温度,进行是否维持预热试验(试件编号S06、S08、S09、S10),试件见表3。
3 分析说明
3.1焊接材料熔敷金属力学性能对焊接接头拉伸性能影响分析
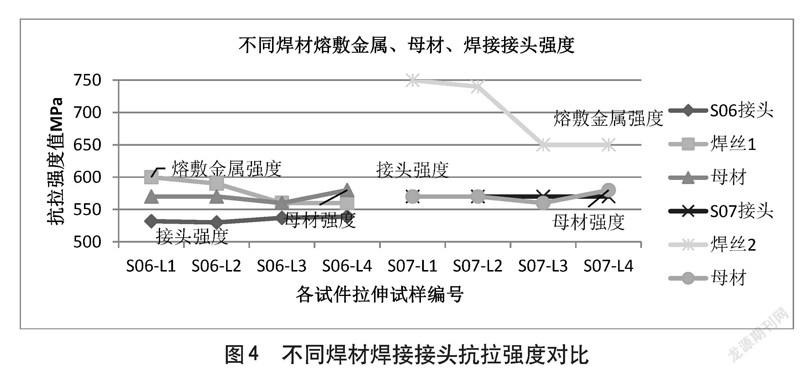
试件S06、S07分别采用不同熔敷金属强度焊材焊接,结论是焊接材料熔敷金属强度高,焊接接头拉伸强度性能就高,如图1所示。
3.2预热温度维持对焊接接头性能影响分析
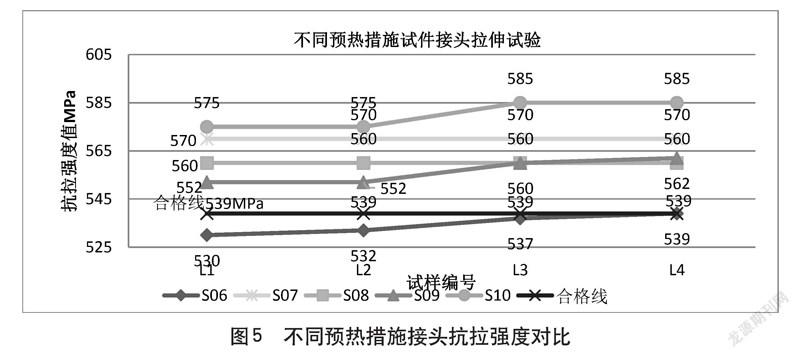
(1)关于试件S06、S07、S08、S09、S10不同预热温度维持措施,维持预热温度的情况下,接头拉伸性能有所提高,如图2所示。
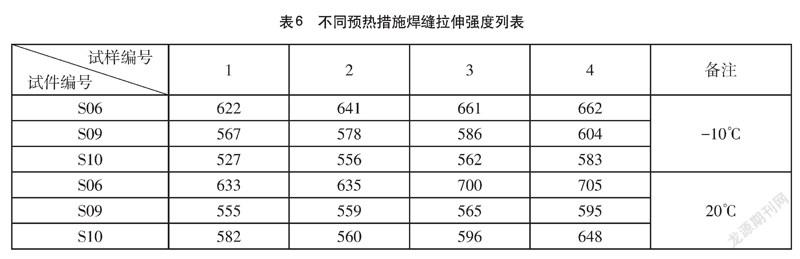
(2)关于试件S06、S09和S10不同预热措施的常温(20℃和350℃)焊缝金属拉伸强度(MPa),整个焊接过程中,维持预热温度的情况下,焊缝金属拉伸性能下降,见表4。表4 不同预热措施焊缝拉伸强度列表
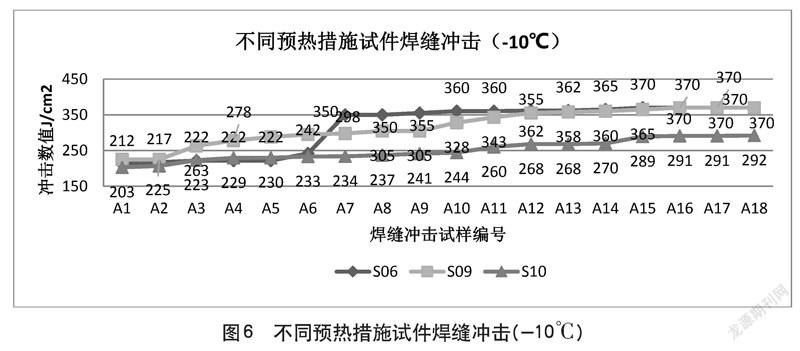
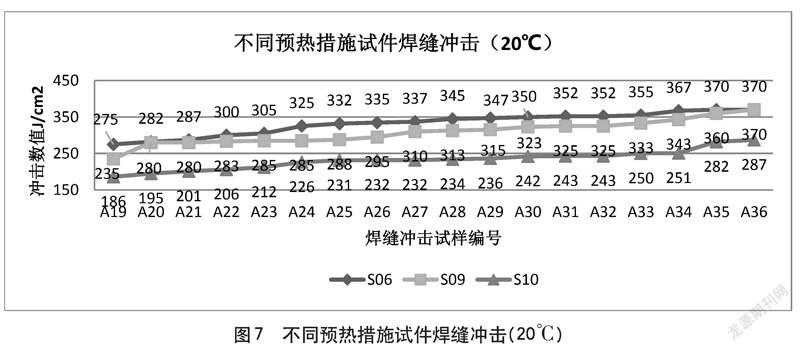
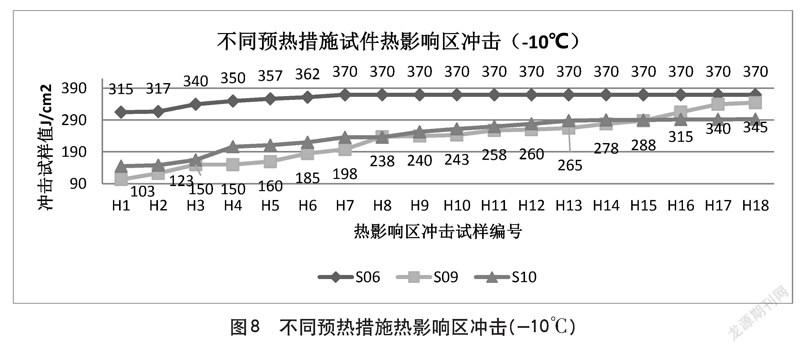
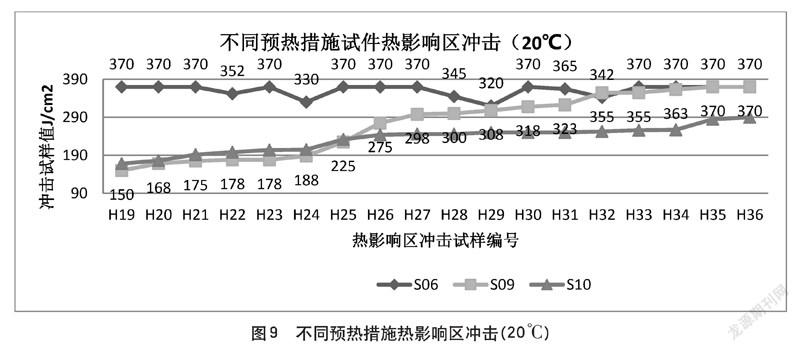
(3)关于试件S06、S09和S10不同预热措施焊缝冲击性能(-10℃、20℃)、热影响区冲击性能(-10℃、20℃),见图3、图4、图5、图6。维持预热温度情况下,冲击性能下降。
4 结语
通过对比试验,针对VVER堆型主管道母材为10гн2мФА的自动焊工艺,在相同焊接材料的工艺试件情况下,试件S06、S08、S09,S10焊接过程中维持预热温度,能够提高焊接接头抗拉强度,降低焊缝金属抗拉强度,降低焊缝金属和热影响区的低温和高温冲击性能。试件S06、S07采用不同熔敷金属抗拉强度焊接材料焊接,焊接接头抗拉强度升高。
参考文献
[1] 周培山,王翰林,伍艳秋,等.20G+316L复合管焊接工艺研究[J].焊接技术,2020,49(11):45-47.
[2] 郑倩倩,郑日水,罗超,等.核电站VVER堆型复合钢主管道窄间隙钨极氩弧(N-TIG)自动焊技术应用可行性研究[J].电焊机,2019,49(4):59-66.
[3] 蒋永,陈雷,黎正海,等.核电厂主管道焊接工艺研究[J].核动力工程,2020,41(S2):163-166.
[4] 郭帆.铝合金预热焊丝MIG焊工艺特性研究[D].哈尔滨:哈尔滨工业大学,2019.
[5] 吴志文,胡学文,王承剑,等.焊丝强度对超高强钢焊接接头组织与性能影响研究[J].安徽冶金科技职业学院学报,2020,30(4):1-4.
[6] 陈建武.强度匹配对HG785钢焊接接头力学性能影响的研究[J].热加工工艺,2016,45(17):201-204.
[7] 施晓越,田伟,陈林玲.预热温度对紫铜MIG焊接接头组织与力学性能的影响[J/OL].热加工工艺:1-5[2022-01-05].
中图分类号:TG444.74DOI:10.16660/j.cnki.1674-098x.2201-5640-9023
作者简介:周游(1985—),男,大专,工程师,研究方向为自动焊工艺试验分析。
猜你喜欢
云南化工(2021年11期)2022-01-12
辐射防护(2021年6期)2021-12-06
华声文萃(2019年2期)2019-09-10
山东冶金(2019年3期)2019-07-10
电站辅机(2016年1期)2016-03-08
核科学与工程(2015年3期)2015-09-26
焊接(2015年9期)2015-07-18
自动化博览(2014年9期)2014-02-28
河南科技(2014年5期)2014-02-27
