皮秒激光烧蚀7075铝合金数值模拟与实验研究
2022-08-08 00:52潘嘉裕于新海
激光与红外 2022年7期
潘嘉裕,庄 鹏,于新海
(华东理工大学机械与动力工程学院过程设备科学与工程研究室,上海 200237)
1 引 言
近年来,激光微加工在材料加工领域中凸显出重要作用,激光技术在工业的应用越来越广泛。为增强对激光加工过程的控制,使得脉冲激光可以实现对特征尺寸的精确控制,研究激光与目标材料之间的相互作用机理对于优化激光冲击工艺参数至关重要。尽管随着测试设备的精度和灵敏度的提高,研究人员对激光的消除机理逐渐了解,但是由于激光消除的过程中,在单位脉冲时间内材料表面可能会出现高温、高压,产生等离子体与熔融材料爆炸等复杂的实验现象,直接实验观察仍然存在困难[1],因此激光消除机制仍存在争议。
传统模型中,通过基于比尔-朗伯定律(Beer-Lambert Law)吸收的激光能量和机体内的热传导方程描述热传递与材料的去除机理。对于超快激光消除的情况,原有的激光消除机理已不再适用,因而基于传统的激光消除模型提出了双温模型(Two-temperature model,TTM),即假设激光能量首先被电子吸收,然后通过金属目标材料的电子-声子耦合转移到晶格系统中。Anisimov[2]首次通过引入电子温度系统和晶格温度系统组成的两个温度系统来描述此过程,并相应的将这个模型称为双温模型。尽管研究人员进一步将双温度模型与分子动力学(TTM-MD)理论相结合,从而在原子层面研究了超快激光辐照对目标材料的影响[3-5]。但是由于分子动力学模拟非常耗时,同时,微观结果很难应用于宏观发现和分析。因此在对激光烧蚀进行模拟仿真时,通常使用传统的TTM模型对其烧蚀厚度进行初步判断,以达到在工业过程中优化激光参数的目的[6]。
许多研究人员已经报道了基于TTM的超短激光加工的仿真研究。陈安民[7]研究了一维条件下,双温模型下飞秒激光对铜靶的烧蚀过程。Kumar[8]使用2D轴对称的双温模型对Ti6Al4V的仿真,并通过能量密度分别为0.84 J/cm2与8.4 J/cm2时激光的单次烧蚀试验佐证了仿真结果。王兴盛[9]进一步优化了双温模型,研究了在5.97到18.41 J/cm2的单脉冲双温模型与多脉冲叠加下的激光烧蚀仿真与实验结果。Saghebfar[10]研究了多次激光烧蚀与不同脉冲时长对铬靶的影响,同时指出随着功率密度的增加,弛豫时间也会相应的增加。但是针对低熔点金属受热影响区影响,金属液化成熔融态而被生成的等离子体冲击波带出而对激光冲击的深度影响研究相对较少。
本文通过数值仿真的方法,研究了激光对铝合金表面的影响。针对二维轴对称情况,通过使用COMSOL软件解出通过双温模型方法控制的超短脉冲激光-物质相互作用的方程式。建立了皮秒激光与7075铝合金的双温模型,研究了不同激光功率密度下的材料消除情况,消除次数与材料消除深度之间的关系,同时通过实验研究,比较了仿真预测的深度和实际激光的烧蚀深度,有力的揭示了材料去除的机理。
2 模型方法
2.1 几何模型与网格划分
由于激光束中心轴有关的几何对称性,故采用二维轴对称模型[9]。该仿真模型的厚度为10 μm,半径为15 μm,横向为r方向,纵向为z方向。激光束沿z轴上进行传播,图形左侧为轴对称边界,右侧和底部为零通量边界,初始环境温度设置为293 K,环境压力为1 bar。由于激光入射的光斑中心为r=0,z=0 μm处,因而,在r=0与z=0 μm处,细画网格,r方向上的单元数为50,z方向上的单元数为100。
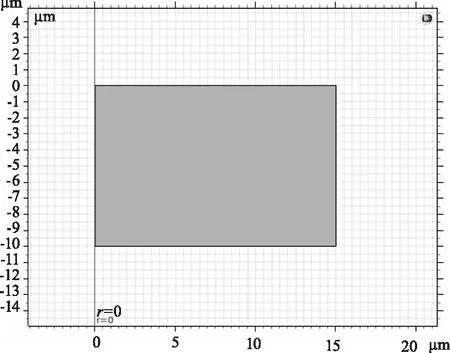
图1 铝片的尺寸形状及分布Fig.1 Size,shape and distribution of aluminum
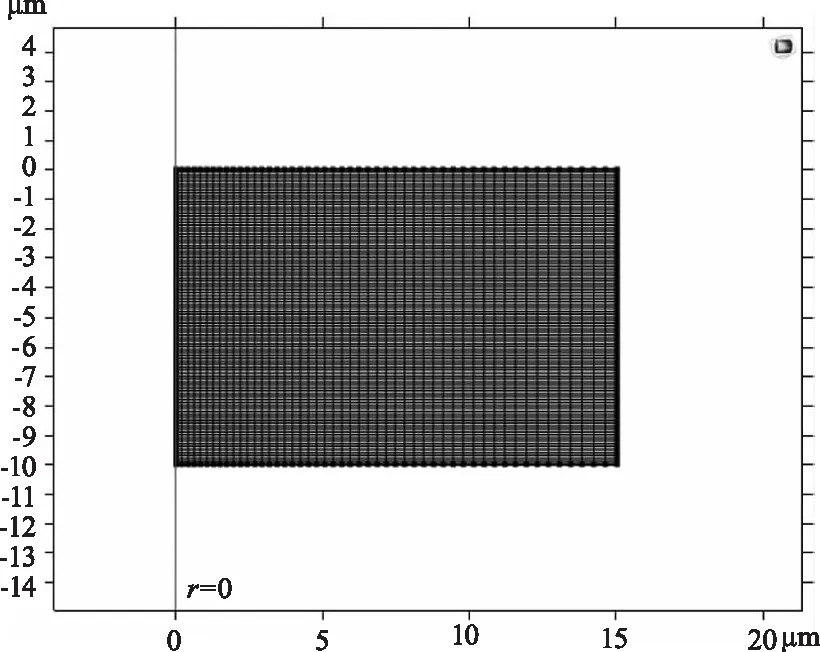
图2 网格划分Fig.2 Mesh generation
2.2 双温模型
当超短激光脉冲照射材料时,激光能量首先通过光子-电子相互作用被电子系统吸收,然后热量通过电子-声子耦合传递给晶格。由于电子和晶格之间存在非热平衡,因此常规的热传导模型不适用于此条件。因此,通常采用双温模型(Two-temperature model,TTM)描述了超短脉冲与物质之间的相互作用,该研究也用于获得温度在时间和空间上的分布特征。下面给出了描述TTM中非平衡传热的控制方程:
(1)
(2)
其中,Ce和Cl分别是电子和晶格的热容;Ke是电子的导热率;Kl是晶格导热率;G是电子-声子耦合常数;源项Q(r,t)是每单位时间吸收的激光能量密度,其表达式为式(3)。由于晶格能量方程具有的能量很小,因此可以忽略不计。
[Gaussian_time(t)][Lambert(z)]
(3)
(4)
(5)
Lambert(z)=exp(-αz)
(6)
在此模型中,至少三个变量(即Ce,Ke和G)取决于温度,尽管它们被称为常数。材料的物理参数和所使用的激光参数如表1所示。
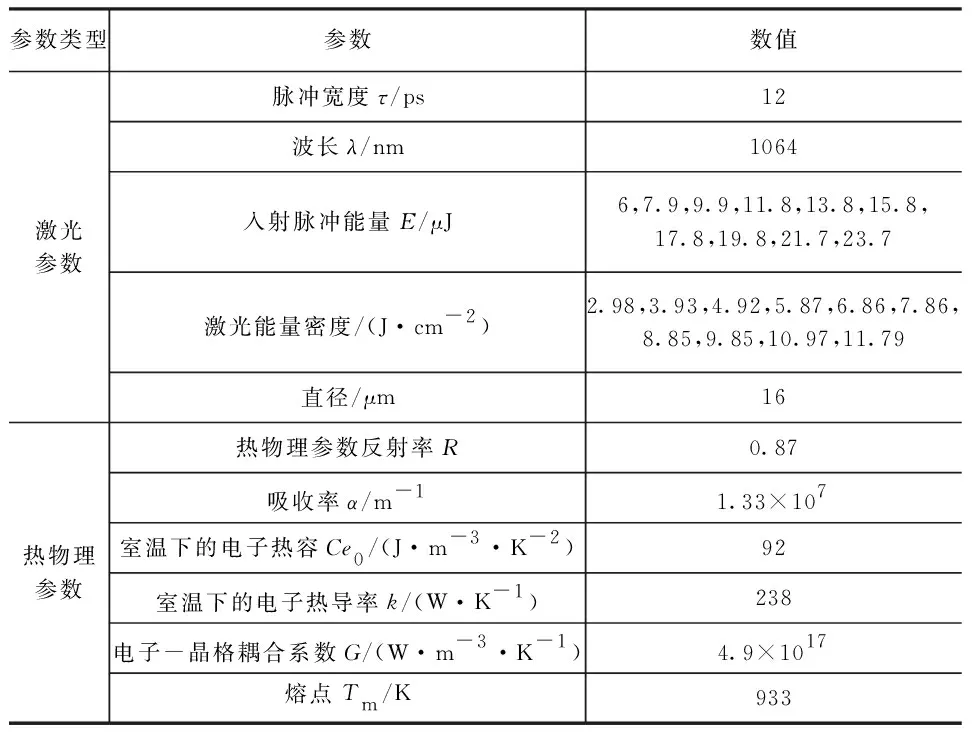
表1 用于TTM模拟的目标材料的 物理参数[11-13]Tab.1 Physical parameters of the target material for TTM simulation
2.3 实验步骤
激光冲击试验在25 mm(长)×25 mm(宽)×3 mm(厚)的铝合金样品上进行激光烧蚀实验,激光器购自江阴德力激光设备有限公司的Amber全系列激光器,波长为1064 nm,为减少上一个脉冲的热效应对激光消除的影响,脉冲间隔为5 s。将激光通过glavanno扫描仪(Scanlab basiCub焦距:160 mm,光斑直径:16 μm)在铝合金上进行激光烧蚀。
3 结果与讨论
3.1 单脉冲材料去除
通过假设晶格温度达到材料的汽化温度时发生材料烧蚀,从而获得烧蚀的坑口轮廓,进而与实验结果进行比较。烧蚀后的弹坑轮廓是通过轴对称有限元模拟获得的,图3显示的是激光能量为4.92 J/cm2和9.85 J/cm2能量密度下,t= 6,12,24,60,102和198 ps时铝合金的温度分布轮廓。

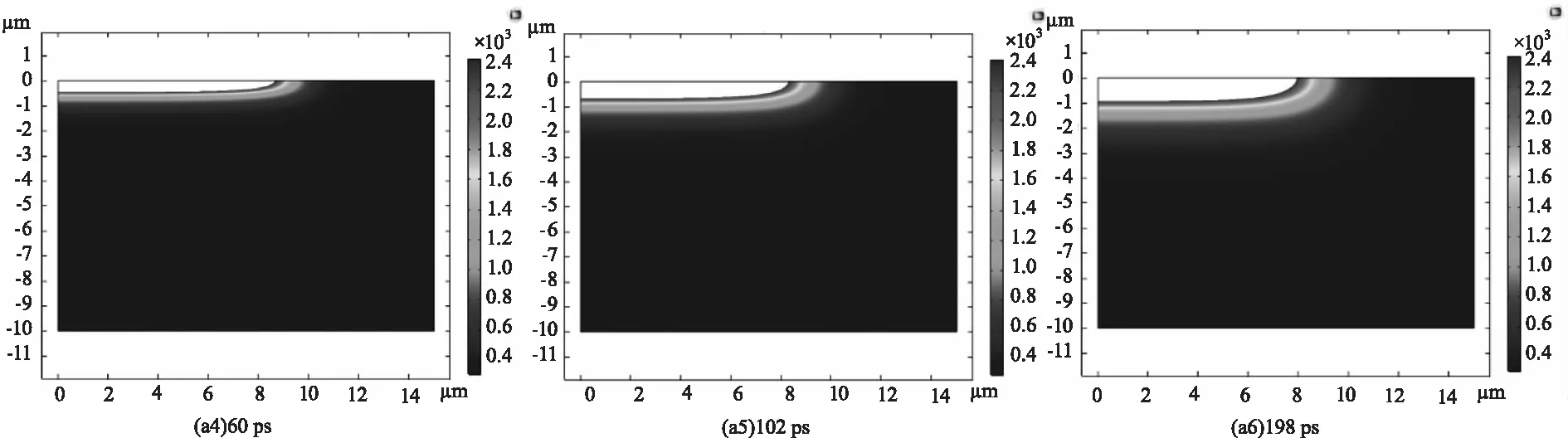
(a)4.92 J/cm2
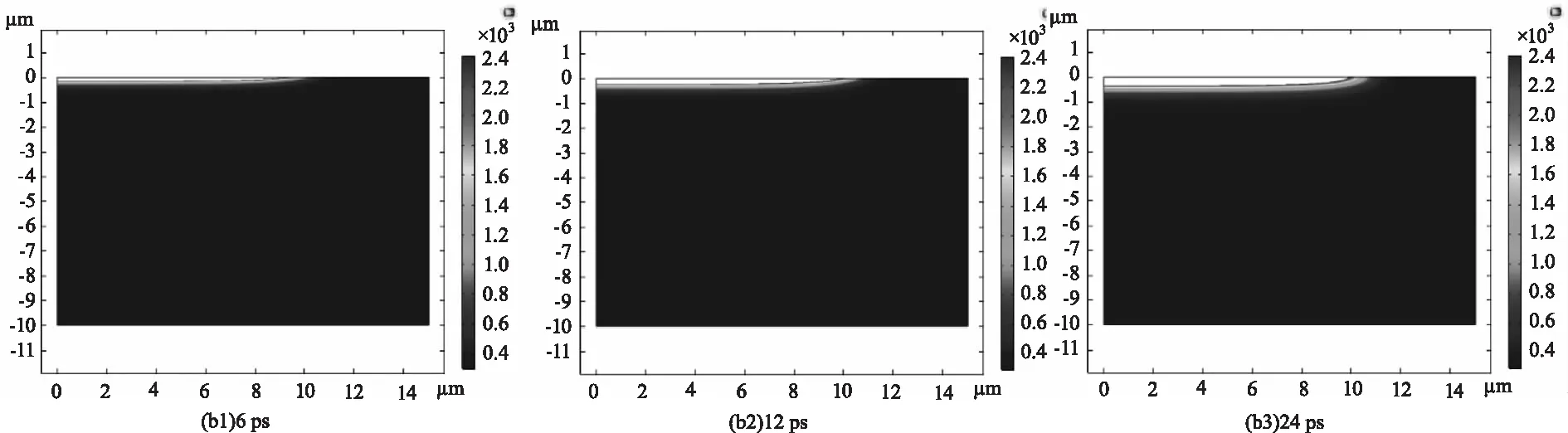

(b)9.85 J/cm2图3 在不同时间点的晶格温度和表面凹陷的轮廓Fig.3 Contours of lattice temperatures and surface recessions at different times
3.2 脉冲功率密度对去除深度的影响
激光去除材料的机理与激光功率密度有较大的关系,对于铝而言,当功率密度小于0.25 J/cm2时,金属表面仅发生熔化,而当激光通量高于此值时,材料的不同层面会有三种不同的消除机理:原子化、在相图的临界点处热分解[14-15]、动态机械碎片剥离[5],其中第三种消除机理占约总体烧灼质量的80 %[16]。因此,若只考虑相图中的临界点分离效应[17-18],模拟得出的烧蚀深度相较与实验值应会偏小。图4和图5显示了烧蚀区域的二维和三维形态,可以看出激光烧蚀后的表面形状与火山口形状相似,因此铝合金烧蚀机制可能是由于过热的熔融态铝合金被挤压出原有的位置。

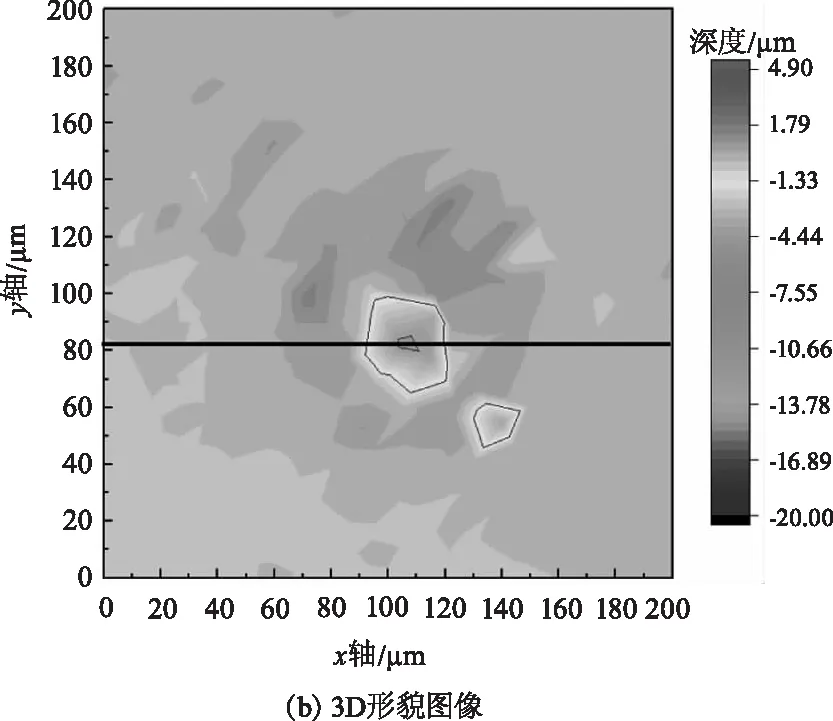
图4 7075铝合金样品在4.92 J/cm2的激光通量下 用WYKO NT1100光学表面轮廓分析系统捕获的 单脉冲烧蚀图像(脉冲数为3次)Fig.4 Single pulse ablation images of 7075 aluminum alloy sample under a laser fluence 4.92 J/cm2(3 pulses)
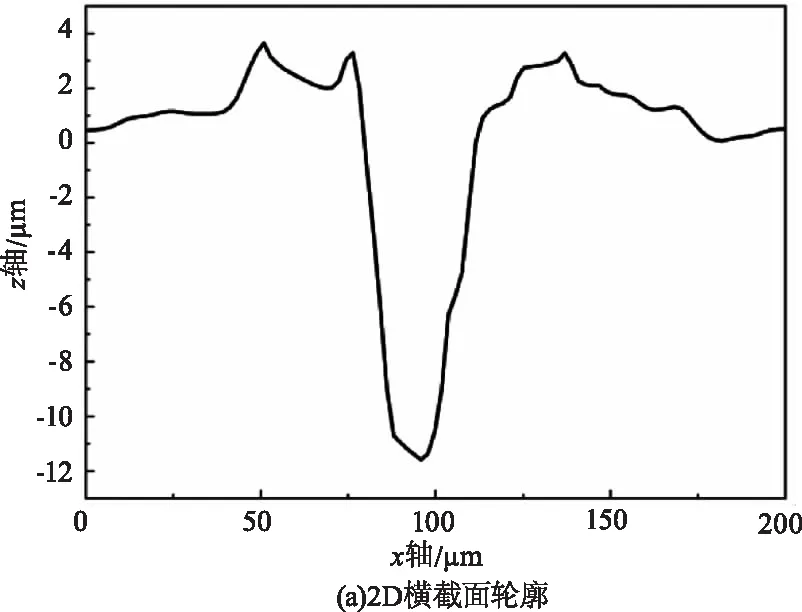
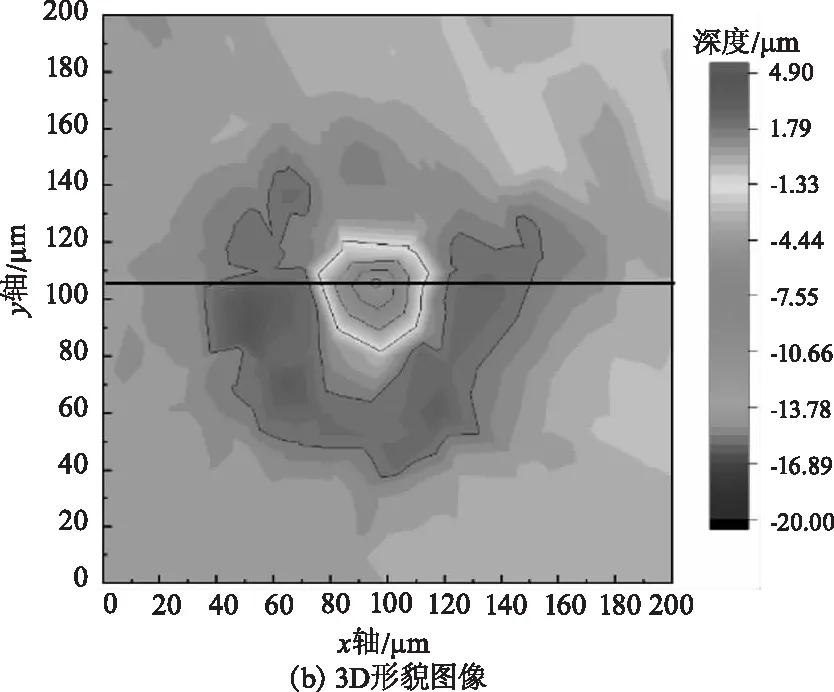
图5 7075铝合金样品在9.85J/cm2的激光通量下 用WYKO NT1100光学表面轮廓分析系统捕获的 单脉冲烧蚀图像(脉冲数为3次)Fig.5 Single pulse ablation images of 7075 aluminum alloy sample under a laser fluence 9.85 J/cm2 (3 pulses)
图6是通过双温模型预测出的温度场,对沿着7075铝合金在激光功率密度增加时,沿材料内部方向的熔化温度的建模温度等值线,假设高于融化温度部分认为是材料烧蚀部分,其深度的有效值采用孔中心区域的最大深度。从图中可以看出,烧蚀深度略小于熔化温度等值线,这是由于溢出的等离子体带走了部分的热量,使得仿真的熔融区域略大于实验的烧蚀深度。
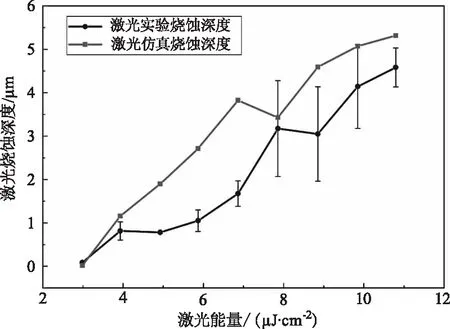
图6 7075铝合金激光烧蚀深度的实验数据 和模拟结果的比较Fig.6 A comparison of experimental data and simulation results for 7075 aluminum alloy
3.3 多脉冲激光对去除深度的影响
不同脉冲数的脉冲激光烧蚀坑的中心线轮廓如图7所示。当激光冲击孔的深度达到一定程度时,随着照射脉冲数的增加,激光冲击空的深度几乎保持不变。为了防止激光冲击的蓄热效应对于实验结果的影响,每次皮秒激光冲击的时间间隔为5 s。这些结果与Rahman[19]和Sobhani[20]已经验证了当脉冲数量增加到饱和时,此时激光烧蚀的孔深只和激光参数与激光烧蚀孔的半径有关,因而对于7075铝合金而言,由于其合金的熔点较低,因而烧蚀深度并不会随着脉冲次数增加而有显著的深度变化。
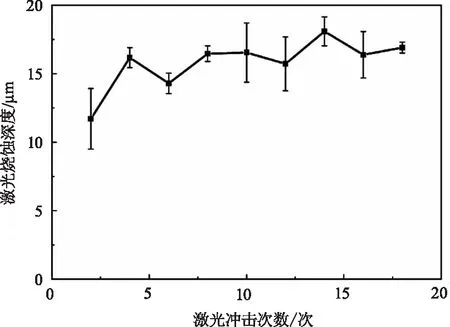
图7 激光功率密度为11.79 J/cm2时不同脉冲数的 脉冲激光烧蚀坑的深度Fig.7 Centreline profiles of the craters by multi-pulse laser percussion with different number of pulses
4 结 论
本文基于双温度模型,对飞秒激光对铝合金的烧蚀过程进行了数值模拟皮秒激光在1064 nm波长下对铝合金进行12 ps激光烧蚀,然后与实验结果相比较,得出的结论如下:
1)实验过程中激光烧蚀深度比双温模型的融化温度层相比更浅,大部分的激光烧蚀是由激光带来的能量转化成热量,将金属融化后通过动态机械碎片剥离基体材料,因此激光烧蚀后的7075铝合金在相同功率密度下的烧蚀深度要比熔点较高的金属深度高。同时,随着功率密度不断增加,激光消除深度也不断增加。
2)同时实验表明,激光烧蚀的深度极限只和激光特性和环境有关,对于激光功率密度为11.79 J/cm2时,脉冲次数超过四次时,激光烧蚀的深度与几何形状几乎保持不变。
猜你喜欢
军民两用技术与产品(2021年5期)2021-07-28
建材发展导向(2021年9期)2021-07-16
舰船科学技术(2021年12期)2021-03-29
有色设备(2021年4期)2021-03-16
红外技术(2021年1期)2021-01-29
北京航空航天大学学报(2017年10期)2017-04-20
火控雷达技术(2016年3期)2016-02-06
弹箭与制导学报(2015年1期)2015-03-11
汽车维护与修理(2015年6期)2015-02-28
表面工程与再制造(2014年2期)2014-02-27