
Q345R与NS3306/NS1402异种钢的焊接
2022-08-16 03:07武兴国晏君文
大型铸锻件 2022年4期
武兴国 晏君文
(二重(德阳)重型装备有限公司,四川 德阳 618000)
随着我国石油天然气行业的发展,对石油天然气设备制造提出的要求越来越高,使用工况复杂、材料特殊、工艺参数和结构复杂等要求使设备制造越来越多的出现异种钢焊接。
本文以某分离器为例,对Q345R与NS3306/NS1402异种钢的焊接进行工艺研究。由于母材Q345R与镍基NS3306/NS1402在物理性能、化学成分和力学性能上的差异较大,碳钢与镍基异种钢焊接存在焊缝金属的稀释、焊接接头的残余应力高、碳迁移形成扩散层等技术问题[1],因此,为了避免异种钢焊接的弊端,通常都是采用在碳钢坡口侧堆焊镍基隔离层,参与热处理后再与镍基进行对接焊的方式[2]。
分离器结构形式如图1所示,壳体母材Q345R,接管材质NS3306/NS1402,管板角接接头形式(见图2),若采用上述堆焊隔离层再焊接的方式,考虑到接管管径小于DN50,在壳体坡口侧堆焊镍基对焊工的要求高,且堆焊后坡口加工困难,因此,我们根据Q345R与NS3306/NS1402异种钢材料及其焊接特性,首次采用镍基焊条直接进行对接焊焊接的方式,并通过焊接工艺评定试验进行力学性能的验证,提出产品实际焊接的操作要点,这样既可以解决上述异种钢焊接的难题,又可以保证焊接接头的各项性能满足要求。
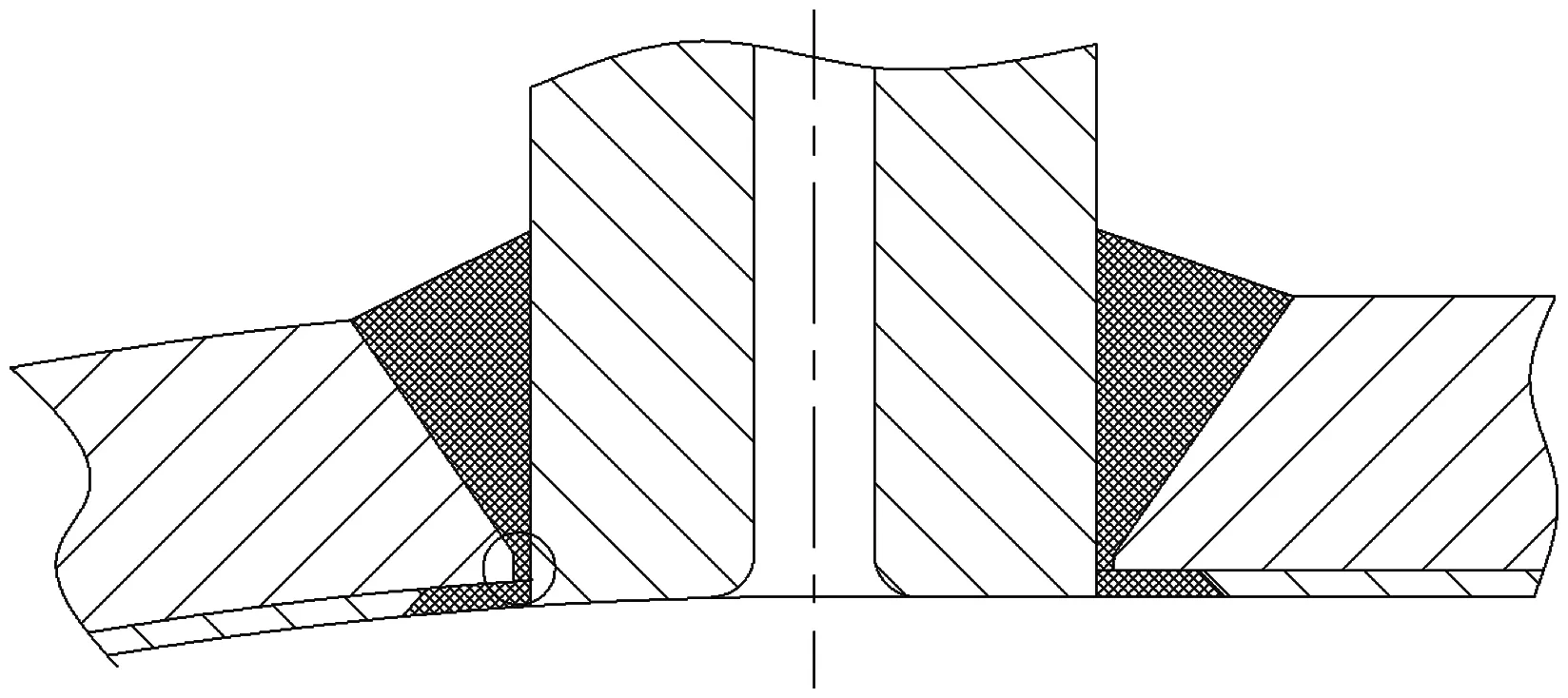
图2 管板角接接头形式Figure 2 Angle joints form of tube and plate
1 异种钢材料及焊接性分析
1.1 Q345R焊接性分析
Q345R属于压力容器常用低合金高强度钢,金相组织为铁素体和珠光体。根据国际焊接学会碳当量公式CE=C+Mn/6+(Cu+Ni)/15+ (Cr+Mo+V)/5计算碳当量,计算得CE=0.38%,表明Q345R钢淬硬倾向小。根据焊接裂纹敏感指数Pcm=C+Si/30+(Mn+Cu+Cr)/20+Ni/60+Mo/15 +V/10+5B评估冷裂纹倾向,计算得Pcm=0.219%,表明Q345R钢冷裂纹倾向小。因此,Q345R钢焊接性良好,焊前可不预热,焊后可不进行焊后热处理。
1.2 NS3306/NS1402焊接性分析
根据标准NB/T 47014—2011《承压设备焊接工艺评定》中母材分类分组的情况,NS3306属于Ni-3类别,NS1402属于Ni-5类别,但NS3306/NS1402化学成分主要是Ni-Cr-Fe-Mo,均属于是铁镍基合金,金相组织为单相奥氏体。镍基合金具有液态焊缝金属流动性差的固有属性,导热性差,在焊缝金属凝固过程中,热量不易散出,出现晶粒粗大的情况,减弱晶间结合力,使固液相存在时间加长,从而导致热裂纹的产生[3]。
此次分离器使用的壳体母材Q345R及镍基接管材质NS3306/NS1402,其化学成分和力学性能分别如表1和表2所示。
1.3 异种钢焊接性分析
从表1中分析看出,壳体Q345R及镍基接管NS3306/NS1402在化学成分的差异很大,尤其是C、Cr、Ni等元素的含量相差甚远,这势必导致焊接过程中合金元素的稀释,降低焊缝金属中的Cr、Ni含量,增加C含量,从而导致马氏体组织的出现,降低焊接接头的塑性和韧性等性能。

表1 母材的化学成分检测分析结果(%)Table 1 Chemical compositions detection and analysis results of base metal (%)
从表2中分析看出,壳体Q345R比镍基接管NS3306/NS1402的热膨胀系数更小,焊接过程产生的热量使两侧母材的冷却收缩不一致,会形成较大的焊接应力,存在焊接接头开裂的可能;壳体Q345R比镍基接管NS3306/NS1402的热导率要高得多,焊接过程中壳体Q345R侧易出现热影响区过宽、冷却速度过快而导致淬硬倾向增加,而镍基接管NS3306/NS1402侧易发生过热现象引起晶粒粗大,焊接接头性能下降。

表2 母材的力学性能和物理性能检测结果Table 2 Detection results of mechanical and physical properties for base metal
在异种钢焊接过程中,焊接熔池内部与母材两侧边缘的金属融化相互混合,碳含量在异种钢焊接接头部分存在一定的差异,焊缝边界出现不完全熔合部分,从而导致脱碳层和增碳层的出现,即一侧出现脱碳层,而另一侧出现增碳层,造成碳迁移的现象,破坏焊接接头的可塑性和持久性[1],影响焊接质量。
2 焊接材料的选择
根据上文中对异种钢材料及焊接性的分析,通过计算异种钢材料的Cr当量和Ni当量,结合舍弗勒组织图应选择高合金化的焊接材料。根据NB/T 47015—2011《压力容器焊接规程》第4.1.7条b)规定:“奥氏体高合金钢与碳素钢、低合金钢之间相焊,选用焊接材料应保证焊缝金属的抗裂性能和力学性能。当设计温度不超过370℃时,采用铬、镍含量可保证焊缝金属为奥氏体的不锈钢焊接材料;当设计温度高于370℃时,宜采用镍基焊接材料”[3]。
该分离器的设计温度低于100℃,但考虑到母材一侧为镍基材料,宜选用镍基焊接材料更合适。同时,针对产品的材料性能和结构特征,结合产品的生产类型和生产条件,宜选用焊条电弧焊。本次选用的焊接材料为ENiCrMo-3型焊条,其化学成分和力学性能见表3和表4。

表3 焊材ENiCrMo-3的化学成分检测结果(%)Table 3 Chemical compositions detection results of ENiCrMo-3(%)

表4 焊材ENiCrMo-3的力学性能检测结果Table 4 Mechanical property detection results of ENiCrMo-3
ENiCrMo-3型镍基焊材的流动性差和焊接过程中的温度控制可以有效缓解金属的稀释,高铬、镍含量可以保证焊缝金属的组织和性能;镍基焊材可以减少焊接接头部分存在的导热性,保证焊接过程中的热循环,提升焊接接头的稳定性和焊接过程的质量;焊缝中高镍含量通过石墨化作用有效抑制碳化物的形成,从而避免碳迁移形成扩散层。
因此,选用镍基材料ENiCrMo-3型焊条是合理的,但异种钢焊接的接头力学性能需要通过工艺评定试验来验证。
3 焊接工艺评定试验
根据以上分析,为了验证选用的ENiCrMo-3型焊条能够保证Q345R与NS3306/NS1402异种钢焊接的各项性能满足要求,同时结合NB/T 47014—2011《承压设备焊接工艺评定》中母材分类分组情况,Q345R属于Fe-1类别,NS3306属于Ni-3类别,NS1402属于Ni-5类别,因此,需要分别进行焊接工艺评定验证,以下是分别进行Q345R+NS3306和Q345R+NS1402的焊接工艺评定试验情况。
3.1 试验材料
为了确保试验过程的一致性,母材采用相同尺寸、相同坡口的试板材料,其中一侧采用Q345R钢板,另一侧采用NS3306或NS1402锻板,试板尺寸20 mm×200 mm×300 mm,试板为V型坡口,坡口形式见图3。
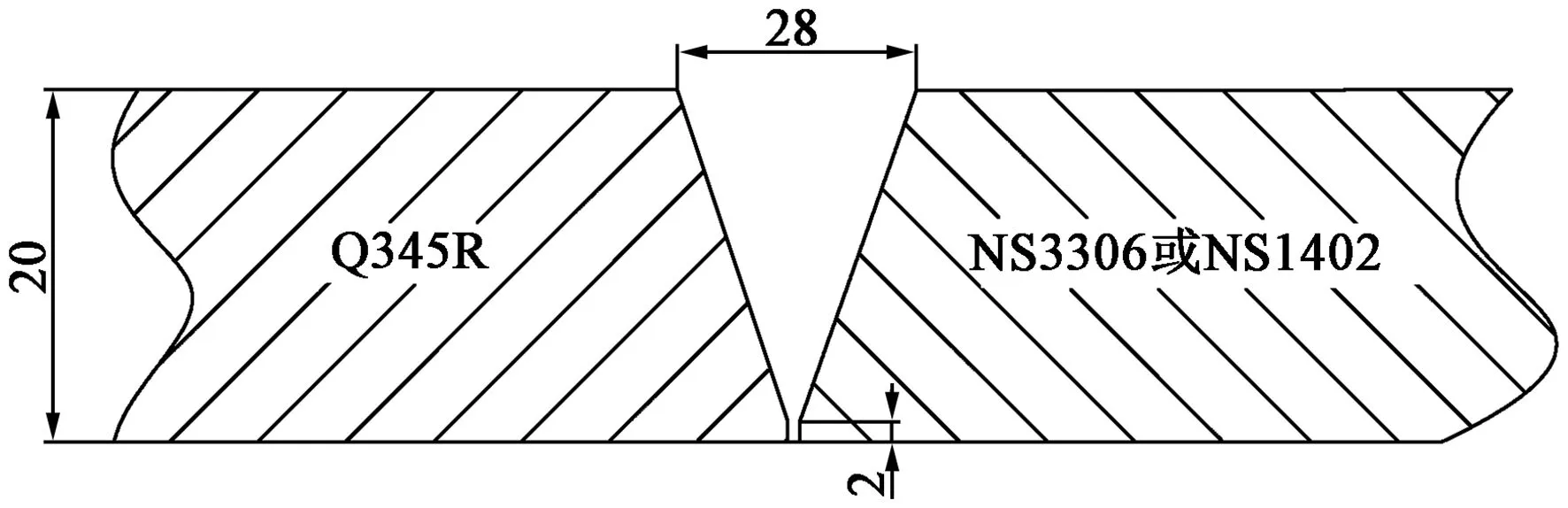
图3 评定试板坡口示意图Figure 3 Test plate groove
3.2 试验过程
焊接工艺评定试板制作完成后,进行装配组对、焊接、打磨,焊接过程中根据实际情况不断调整参数进行试验,焊接完成后进行无损检测,合格后送检测部门进行相应理化解剖、模拟热处理和性能试验,主要步骤如下:
(1)试板坡口朝上平整放置组对,焊前打磨Q345R侧坡口及附近50 mm区域见金属光泽,并清理NS3306或NS1402侧的坡口。
(2)室温下采用焊条电弧焊焊接,焊接规范参数见表5,要求控制层间温度≤100℃,打磨清根,不允许气刨清根,焊完后缓冷。

表5 焊接规范参数Table 5 Welding specification parameters
(3)采用铝基无铁砂轮打磨焊缝,并进行100%PT、100%UT检测。
(4)按要求对试板进行模拟热处理(Min.PWHT:620℃±14℃×(3.5~4.5)h,Max.PWHT:620℃±14℃×(10.5~12.5) h并进行性能试验。
3.3 试验结果
按照NB/T 47014—2011《承压设备焊接工艺评定》和分离器技术条件要求对评定试板进行拉伸试验、冲击试验、弯曲试验,主要力学性能试验结果见表6和表7。
从表6和表7中可以看出,焊接接头的各项力学性能均能满足要求,同时焊接接头的宏观照片也没有发现裂纹、夹渣和未熔合等缺陷,由此确定上述试验结果和焊接工艺是符合要求的。
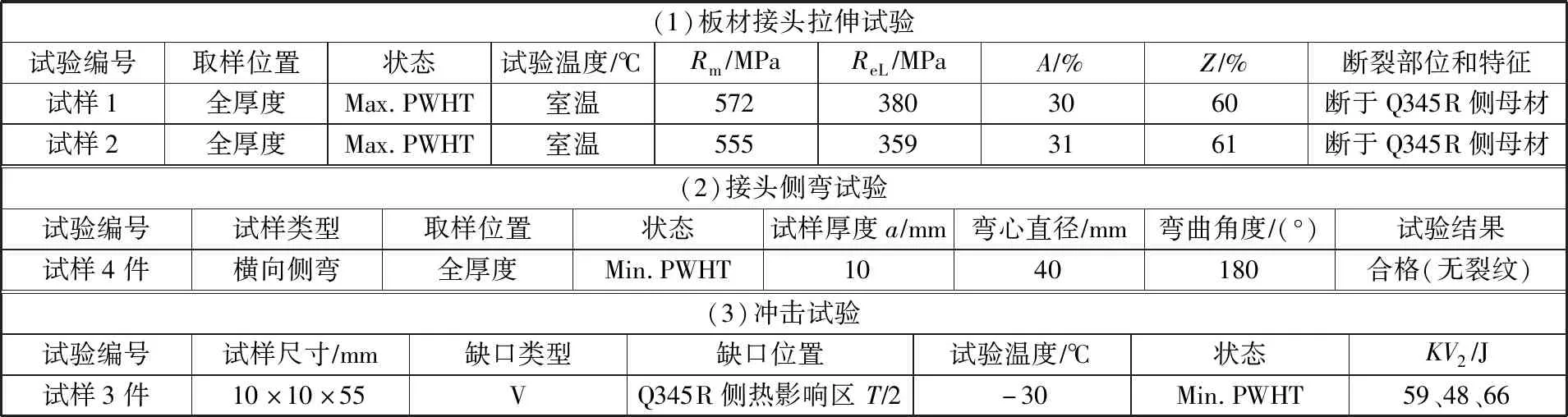
表6 Q345R+NS3306焊接接头力学性能检测结果Table 6 Mechanical properties detection results of Q345R+NS3306 welded joints
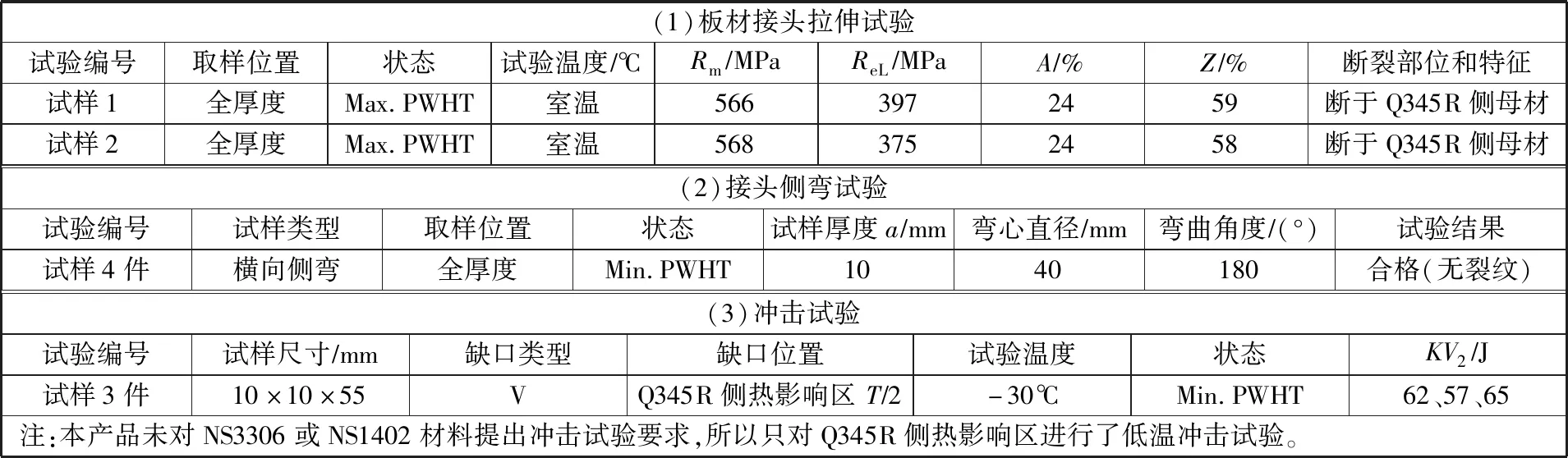
表7 Q345R+NS1402焊接接头力学性能检测结果Table 7 Mechanical properties detection results of Q345R+NS1402 welded joints
4 产品焊接
上文分析了异种钢材料的焊接性,并进行了焊接工艺评定的验证,考虑到镍基焊接材料和普通的低合金钢、不锈钢等焊接材料存在一定的区别,还需要充分了解和掌握该种材料的焊接特点,以保证焊接的质量和产品的安全可靠。
4.1 镍基焊接的特点
镍基焊接最明显的特点就是熔池的熔融金属流动性差,不易流动或铺展,不易流动到坡口的两侧,气体在液态熔融金属中的溶解度会随着熔池的不断凝固而下降,在焊缝的凝固过程中游离出的气体无法在焊缝凝固前完全逸出而形成气孔[4]。
镍基母材和焊材中含有大量的合金元素,在焊缝的凝固过程中合金元素会向未凝固的液态熔融金属扩散,从而在枝晶间和晶界形成偏析,产生金属中间相组织。镍极易与氧发生化学反应形成氧化镍,而氧化镍熔点比镍的熔点高,当镍熔化时氧化镍还未达到熔点,从而出现焊缝金属中存在氧化镍形成夹渣。金属中间相组织和焊接夹渣会在一定程度上影响焊接接头的力学性能。
焊工在操作的过程中对镍基焊接材料不熟悉,会试图通过提高电流的方式以增加熔融金属的流动性,而实际上这种操作方式会使熔池温度升高产生过热,使熔融金属中的脱氧剂快速蒸发,造成焊缝的凝固过程中更易形成气孔和夹渣;熔池过热还会造成焊缝的晶粒粗大,在粗大晶粒上集中一些强度低、脆性大的低熔点共晶体,在焊接应力的作用下容易形成热裂纹[5-6];电流过大还会使焊条由于过热而出现药皮开裂、脱落的现象,电弧吹力受损,药皮的保护作用受损。
4.2 焊接的操作要点
分离器壳体Q345R与接管NS3306/NS1402的产品焊接过程中,有以下操作要点以确保焊接质量:
(1)焊前准备。需了解施工图纸和工艺、施焊注意事项、焊接技巧和焊接参数的控制;焊条严格烘干,焊接时使用焊条保温桶,防止吸潮。
(2)焊件清理。焊接坡口及坡口两侧的母材需用专用砂轮打磨坡口见金属光泽,将油污、杂质等清理干净,并对坡口进行100%PT/UT探伤检测合格。
(3)焊接过程控制。焊前不预热,在室温下进行焊接,焊接过程中严格控制层间温度≤100℃,焊后缓冷;严格按照工艺规定的参数范围进行焊接,尽量采用小线能量、短电弧焊接;坡口起弧,息弧前填满弧坑,仔细检查每层每道焊缝,有缺陷应立即打磨去除;镍基母材侧摆动施焊,且稍作停留,碳钢侧小摆动甚至不摆动。
4.3 焊后检验
(1)焊后采用专用砂轮将焊缝表面的熔渣、飞溅等清理干净,检查焊缝外观表面,焊缝与母材呈凹形圆滑过渡,未发现裂纹、气孔、夹渣、咬边、未熔合等焊接缺陷。
(2)按照标准NB/T 47013.5—2015承压设备无损检测 第5部分:渗透检测》进行100%PT,检测技术等级C级,线性缺陷和圆形缺陷的质量等级为Ⅰ级合格;按照标准NB/T 47013.3—2015《承压设备无损检测 第3部分:超声检测》进行100%UT,检测技术等级B级,Ⅰ级合格。
5 结论
(1)Q345R与NS3306/NS1402异种钢的焊接,为了有效缓解金属的稀释、减少碳迁移形成扩散层、提升焊接接头的稳定性和焊接过程的质量,可选择ENiCrMo-3型镍基焊材。
(2)Q345R与NS3306/NS1402异种钢采用镍基焊材焊接,分别进行Q345R+NS3306、Q345R+NS1402的焊接工艺评定试验,焊接接头的力学性能均能够满足要求。
(3)基于镍基材料的焊接特点,焊接前清理焊接区域,焊接过程中控制层间温度和道间清理,采用小线能量、短电弧焊接,实现了Q345R与NS3306/NS1402异种钢的镍基对接焊,焊接质量满足要求。
猜你喜欢
焊接学报(2022年7期)2022-09-14
汽车实用技术(2022年13期)2022-07-19
汽车实用技术(2022年11期)2022-06-20
中国金属通报(2022年1期)2022-06-02
检察风云(2021年16期)2021-10-29
船海工程(2021年5期)2021-10-25
理论与创新(2020年11期)2020-07-26
物理教学探讨(2009年4期)2009-05-25
