
艾砂磨机在黄金氰化生产细磨工艺中的应用研究
2022-08-25 08:02徐忠敏熊宗彪李俊杰
黄金 2022年8期
钱 虎,徐忠敏,熊宗彪,李俊杰
(1.招金矿业股份有限公司; 2.浙江艾领创矿业科技有限公司)
引 言
氰化提金生产中磨矿是必不可少的工序,其目的是将金解离出来,便于后续氰化浸出[1-2],而磨矿成本约占氰化生产直接成本的20 %。招金矿业股份有限公司(下称“招金矿业”)某金矿氰化生产多年来一直采用小型球磨机和钢球介质进行磨矿,磨矿工艺为球磨机与水力旋流器组成的闭路磨矿分级工艺,最终产品细度-0.037 mm占90 %~92 %。这种磨矿方式存在诸多弊端:一是设备数量多、占地面积大、噪声高,仅1个氰化车间就有12台球磨机,操作、维护人员投入多;二是磨矿成本居高不下,球磨机钢球消耗高,维修费用高;三是产品粒级分布不合理,产品粒级受分级影响[3],如果继续提高磨矿细度,电耗和钢球消耗将继续攀高;四是大量使用钢球,增加后续生产工艺铁屑污染,石灰和氰化钠消耗升高,影响氰化浸出效果。为解决氰化细磨成本高、钢球消耗大等问题[4],该金矿与浙江艾领创矿业科技有限公司合作,先后进行了新型细磨设备——艾砂磨机[5]ALC-100 L和ALC-1 000 L 的中试及工业试验研究。工业试验采用1台 ALC-1 000 L艾砂磨机及1套配套给料系统,用以替代4台φ1540溢流型球磨机[6],取得了理想的效果,表明艾砂磨机在氰化细磨[7]工艺中具有较强的优势。艾砂磨机为矿物加工细磨设备,在国外已应用20余年,磨矿效果好,将磨矿与分级合而为一,流程简单易操作,仅开路磨矿即可得到合格产品。
1 样品性质
试验样品为金矿石浮选后获得的金精矿,其中可利用的元素主要是金、银、铜、铅、锌、铁、硫,有害元素砷、锑、碳因含量较低对回收影响不大。试验样品化学成分分析结果见表1。
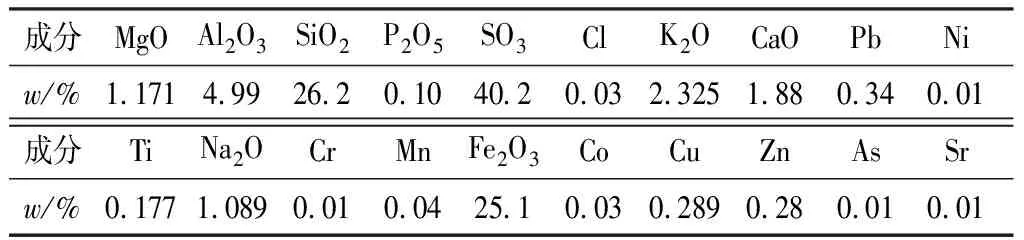
表1 试验样品化学成分分析结果
X射线衍射分析是根据不同矿物晶体结构不同,对样品中主要矿物成分进行定性分析,结果见图1。
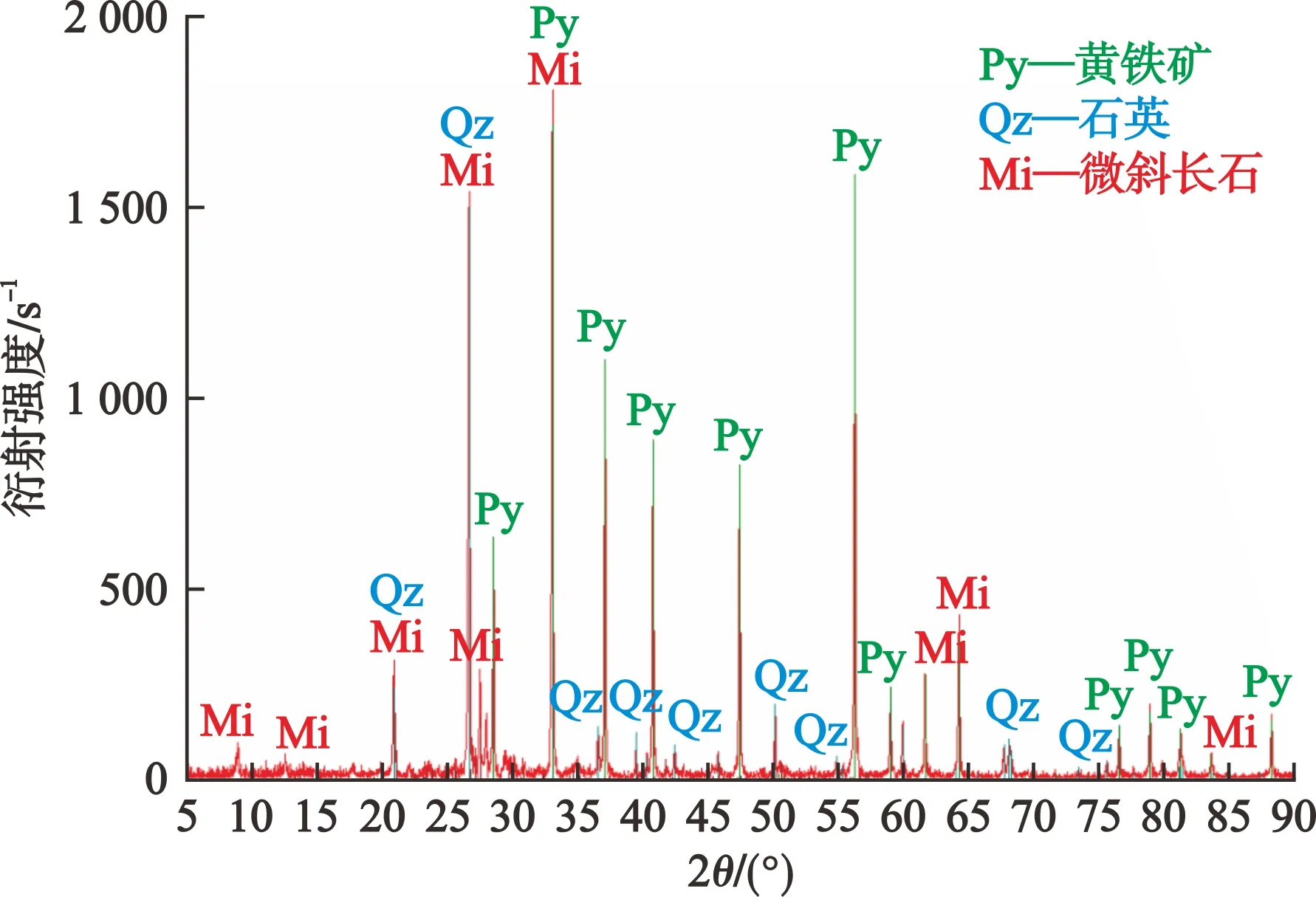
图1 样品X射线衍射谱图
根据X射线衍射分析结果,该样品中主要矿物成分为黄铁矿、石英、微斜长石,其他矿物成分含量较低。采用扫描电镜及能谱仪对黄铁矿、闪锌矿、方铅矿、石英等矿物进行了观察分析,结果见图2、图3。
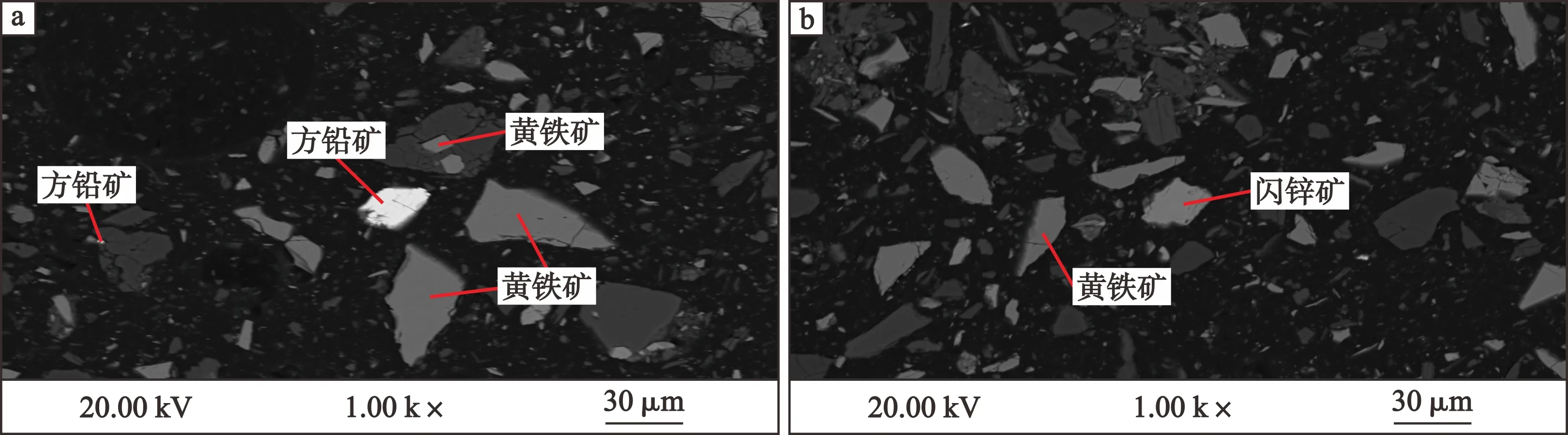
图2 黄铁矿、闪锌矿、方铅矿嵌布状态
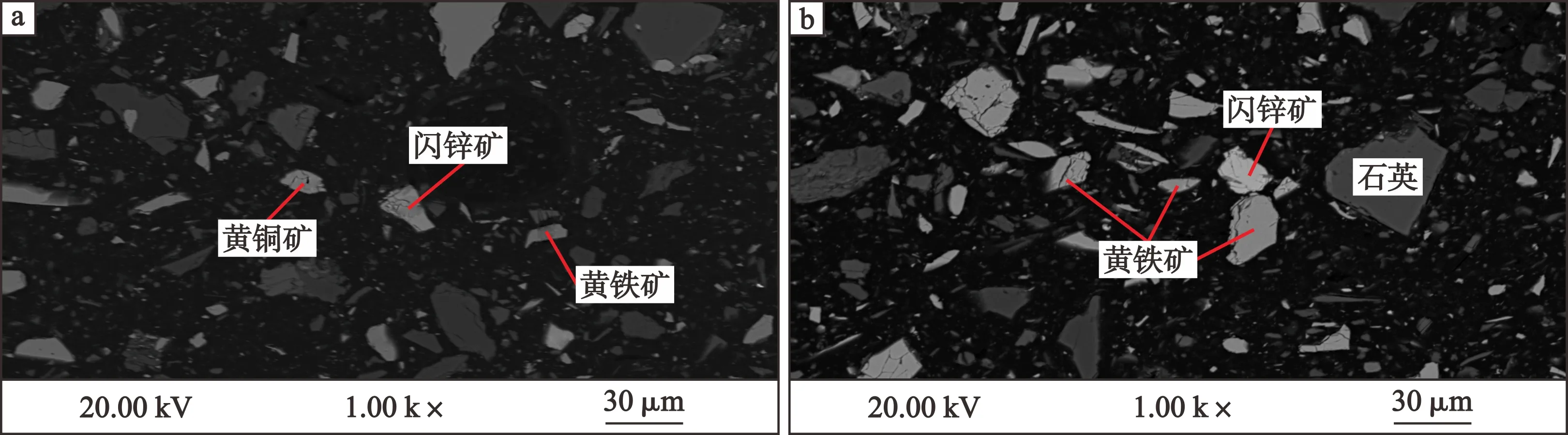
图3 黄铜矿、闪锌矿、黄铁矿、石英嵌布状态
由镜下观测结果可知:样品中金属矿物主要有黄铁矿、闪锌矿、方铅矿、黄铜矿等,其中黄铁矿含量最多,闪锌矿次之,方铅矿、黄铜矿含量极少,各种金属矿物大多呈现单体解离状态;非金属矿物主要为石英。
2 艾砂磨机
艾砂磨机具有高效节能、设备占地面积小、投资基建省、维修简便等优点,且磨矿产品粒度分布窄,可有效避免磨矿过程中的过磨和欠磨[8],开路磨矿工艺可实现闭路磨矿效果。ALC-1 000 L艾砂磨机装机功率400 kW,最大处理量15 t/h,满足单系列处理量280~300 t/d的要求,在给料细度-0.037 mm占45 %~50 %的前提下实现磨矿产品细度-0.037 mm占90 %的细磨需求。艾砂磨机结构见图4,ALC-1 000 L艾砂磨机基本参数见表2。
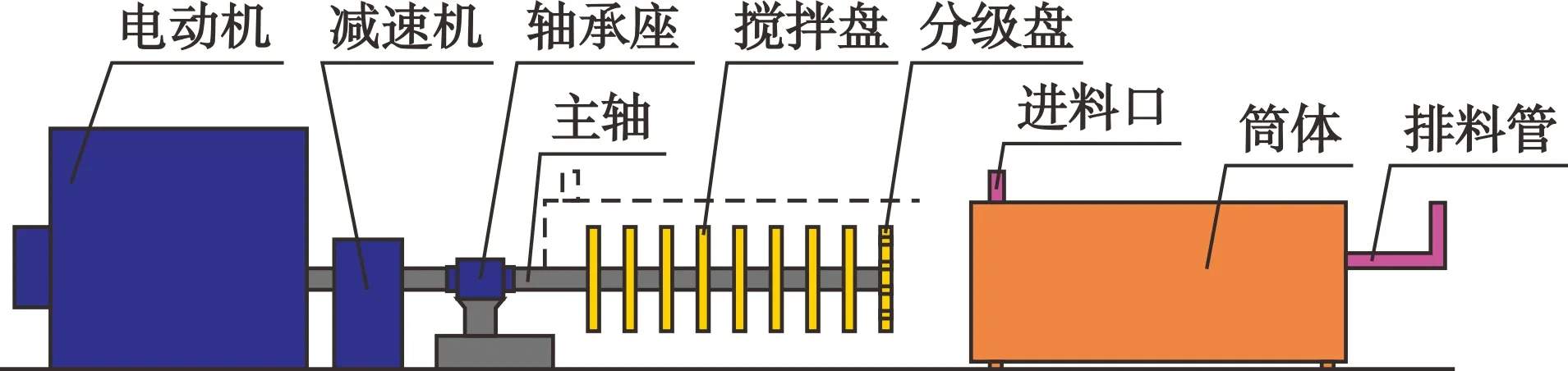
图4 艾砂磨机结构示意图
3 试验工艺流程
艾砂磨机安装于氰化车间磨矿工段最东侧空地,占地8 m×2 m×3 m。磨矿工艺采用开路磨矿,氰化原料给料端增加筛分和搅拌给料系统,艾砂磨机磨矿出料直接进入现有碱浸浓密机与后续工艺相衔接。试验工艺流程见图5。
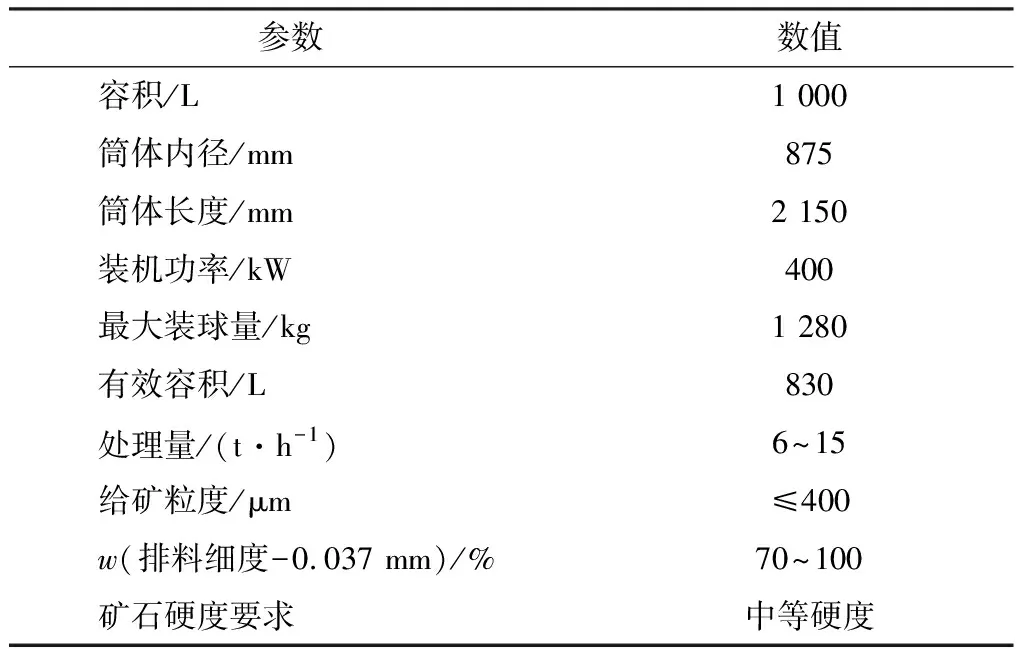
表2 ALC-1 000 L艾砂磨机基本参数
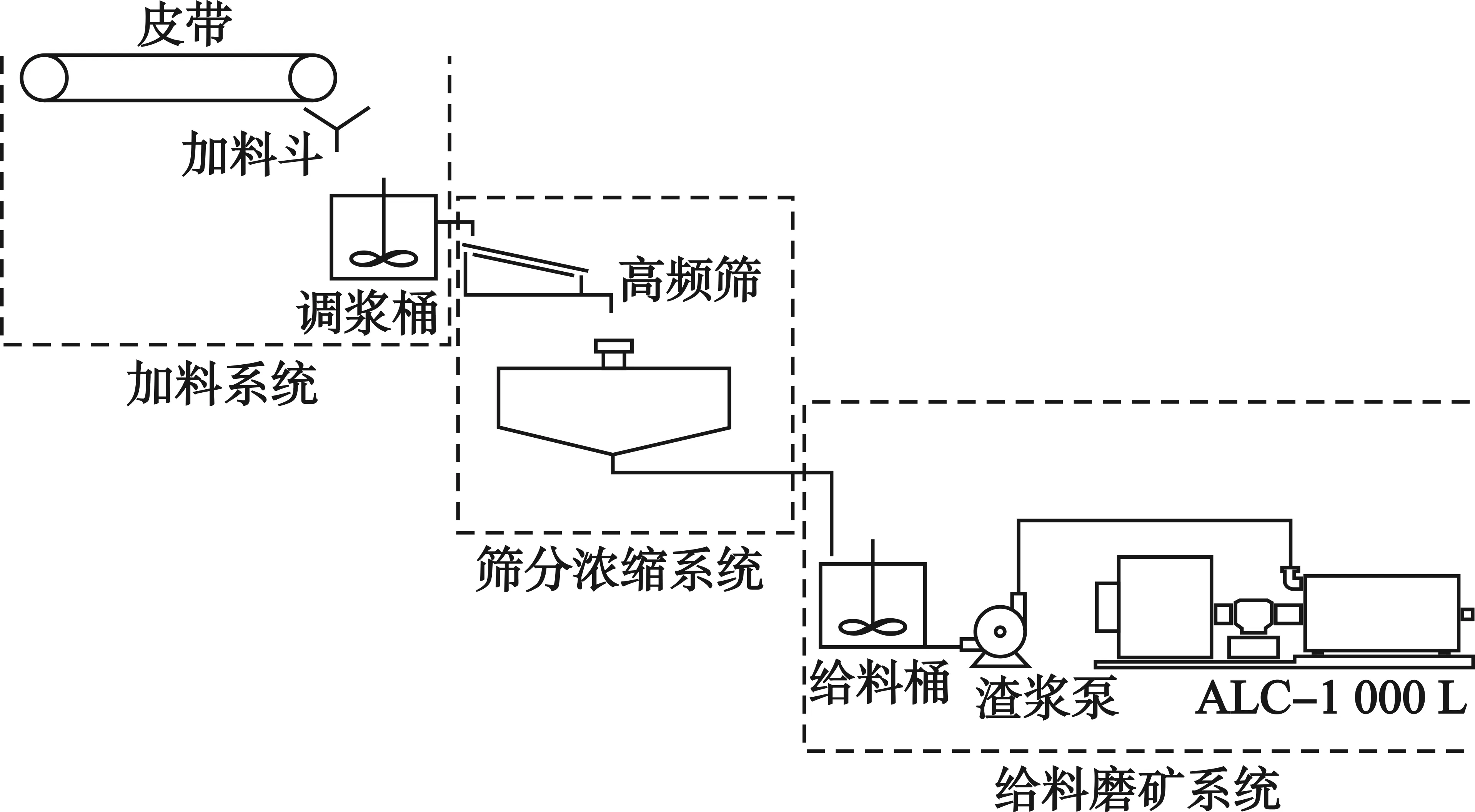
图5 试验工艺流程
4 结果与讨论
4.1 中试试验
艾砂磨机所用介质为纳米陶瓷球(下称“纳米球”)[9-10],该纳米球主要应用于金属矿山二段球磨。其理化指标为Al2O3≥80 %、Fe2O3≥11 %、SiO2≥7 %、CaO≥1 %、其他≤1 %。
1)1.8~2.0 mm纳米球试验。在保证磨矿细度-0.037 mm占90 %的前提下,选用球径为1.8~2.0 mm 纳米球,分别进行不同给料浓度对比试验,考察处理量及电耗等指标,结果见表3。

表3 1.8~2.0 mm纳米球试验结果
由表3可知:采用1.8~2.0 mm纳米球时,艾砂磨机实际电耗为30 kW·h/t以上,处理量最高达到1.0 t/h,预估所用介质球径偏小,后续进行了3.0~4.0 mm纳米球试验。
2)3.0~4.0 mm纳米球试验。试验结果见表4。
由表4可知:采用3.0~4.0 mm纳米球进行磨矿,艾砂磨机处理量为1.46 t/h,电耗仅为20.26 kW·h/t,球耗100.53 g/t,效果较好,因此选用3.0~4.0 mm纳米球进行后续工业试验。

表4 3.0~4.0 mm纳米球试验结果
4.2 工业试验
通过改变介质充填率、除杂筛网尺寸,考察两方面问题:一是量的考察,即考察磨矿产品细度在达到现状-0.037 mm占90 %~92 %时,艾砂磨机的最大处理能力;二是质的考察,即考察磨矿产品细度在-0.037 mm占90 %的基础上提高至93 %~95 %时,艾砂磨机的处理能力和单耗。
4.2.1 量的考察
在保证磨矿产品细度-0.037 mm占90 %~92 %的前提下,以期实现处理能力为280~300 t/d。基于前期小型试验结果,磨矿介质选用中试试验所用3.0~4.0 mm纳米球,该球堆密度2.16 g/cm3。
艾砂磨机初装球1 000 kg,充填率55 %。试验过程中根据效果调整充填率、筛网尺寸,充填率由55 % 最终调整至82 %,筛网由5目、10目、20目最终调整至40目。试验过程中通过调整给料泵、给料管路直径、机封水(使用碱浸工艺循环水,过滤后使用,不额外补加新水)、电动机风扇方向、筛下矿浆下料口位置等,最终达到稳定给料。试验原则是在磨矿产品细度合格的前提下,调节给料泵频率、给料量,从而稳定生产,指标见表5。

表5 ALC- 1 000 L艾砂磨机运行指标
由表5可知:在稳定给料的前提下,该艾砂磨机平均处理量达283.3 t/d,期间装球量为1 475 kg,充填率82 %,每天补加球25 kg,球耗88 g/t;主机运行线速度较高,电流和功率基本满负荷,电耗相对球磨机略有上升,平均为31.35 kW·h/t;给料浓度平均为36.7 %,给料流量平均为23.1 m3/h,给料细度-0.037 mm 占42.67 %~52.00 %。
4.2.2 质的考察
在磨矿产品细度-0.037 mm占90 %~92 %的基础上,提高磨矿细度-0.037 mm占比至93 %~95 %,考察其处理能力及单耗。2021年4月8—17日ALC- 1 000 L艾砂磨机运行指标见表6。
由表6可知:在提高质的同时,也就是排料细度-0.037 mm占比提高至95.16 %时,艾砂磨机处理量为202.98 t/d,处理量虽有下降,但功率消耗明显降低,电耗降为25.4 kW·h/t,此时主机线速度和给料浓度均有降低,更符合生产加料现状,易操作。试验期间最佳装球量为1 400 kg,充填率78 %,球耗97~140 g/t,除杂筛网为40目,给料细度-0.037 mm占41.00 %~49.50 %。

表6 2021年4月8—17日ALC-1 000 L艾砂磨机运行指标
4.3 磨矿成本
1)球磨机成本分析。4台φ1540溢流型球磨机易损件及折旧只计主体设备,折旧计提1.18元/t(每台球磨机原价约30万元)。4台φ1540溢流型球磨机备件消耗见表7。
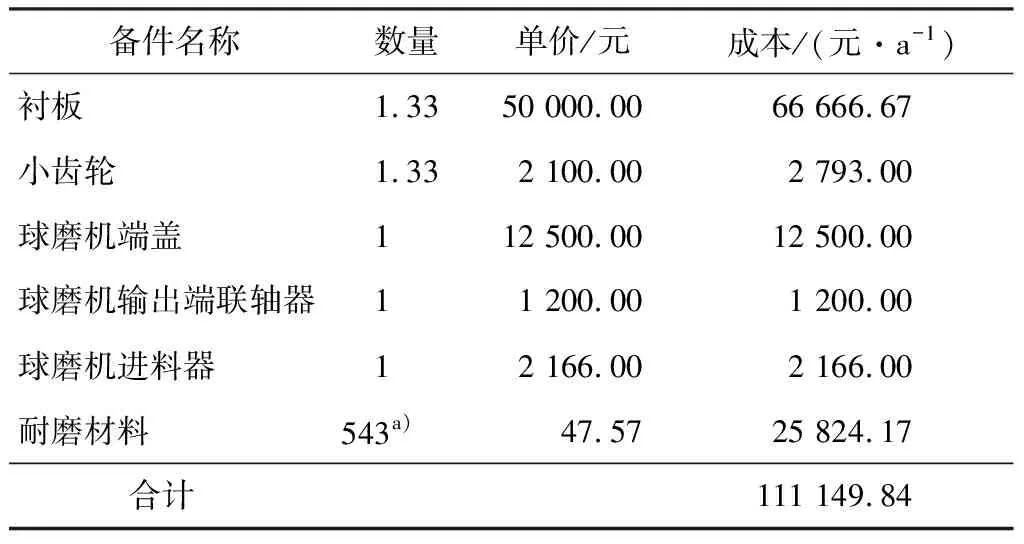
表7 4台φ1540溢流型球磨机备件消耗
2)艾砂磨机成本分析。1台ALC-1 000 L艾砂磨机易损件只计主体设备,折旧计提2.35元/t(主体设备按240万元计算)。ALC-1 000 L艾砂磨机易损件消耗见表8。
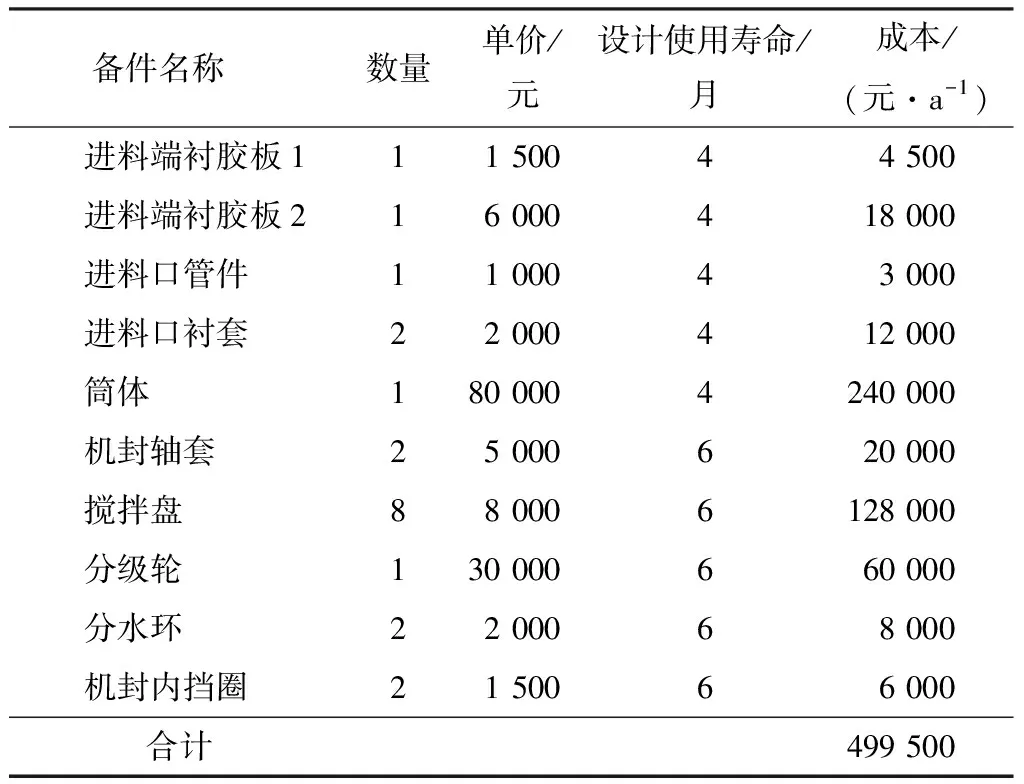
表8 ALC-1 000 L艾砂磨机易损件消耗
3)综合成本分析。试验过程中纳米球球耗在90~140 g/t,在此按150 g/t计入成本。按电费0.6元/(kW·h),钢球价格5 100元/t,纳米球价格35 000元/t计,易损件单耗及折旧均按300 t/d处理量摊销,具体成本对比结果见表9。

表9 球磨机与艾砂磨机磨矿成本对比
由表9可知:艾砂磨机磨矿成本下降明显,质的提高取得了良好效果;相对于球磨机,艾砂磨机在磨矿产品细度同比提高5.16百分点的情况下,球耗+电耗成本下降了13.32元/t,同比下降了39.40 %,计入易损件及折旧费用,综合成本下降了7.29元/t(辅助设备估算成本按1元/t计入),同比下降了20.15 %。由于试验时间有限,未能完全测试其易损件的耐磨性及使用周期。艾砂磨机电费只计算了主机功率,辅助设备振动筛(1.5 kW)、给料泵(15 kW)及机封水泵(3 kW)没有单独计算,在成本核算中以1元/t暂估计入。
4.4 指标对比
为了考察磨矿细度提高对浸出效果的影响,在每批次配矿(根据不同矿区矿石性质进行配矿)给料前均进行磨矿细度对比浸出试验。多批次对比试验结果见表10。
由表10可知:随着磨矿细度的提高,金浸出率均有不同幅度的提高;氰渣金品位平均降低0.10 g/t,金浸出率同比提高0.26百分点。
5 结 论
1)根据招金矿业某金矿金精矿性质,通过磨矿介质球径对比试验表明,采用球径为3.0~4.0 mm纳米球作为磨矿介质,艾砂磨机处理能力最大,效果较优。
2)通过对艾砂磨机量与质的考察可知,单纯追求单台设备处理能力,经济效益并不明显,而以提高磨矿细度为前提,降低能耗,提高氰化金浸出率,可实现经济效益最大化。
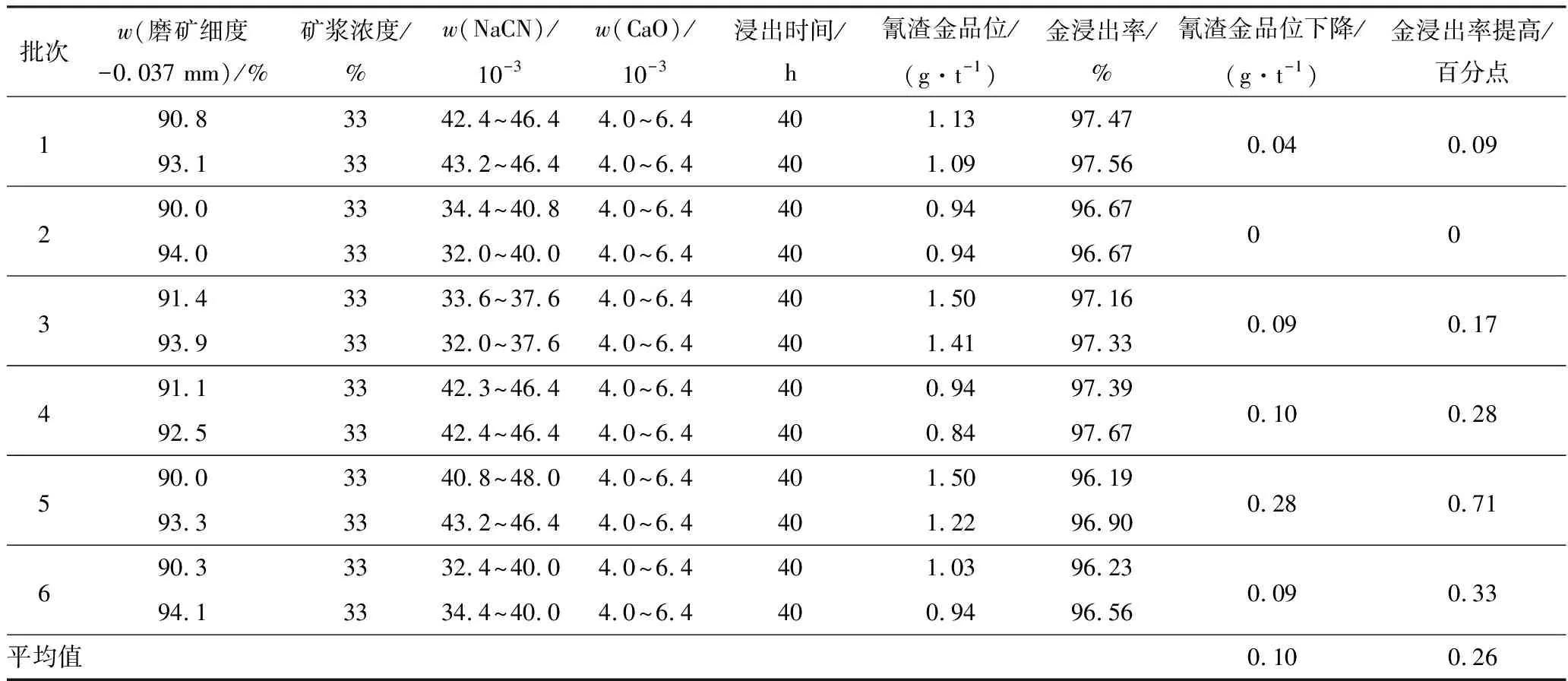
表10 多批次对比试验结果
3)研究结果表明,1台ALC-1 000 L艾砂磨机在排料细度-0.037 mm达到95.16 %时,处理量为202.98 t/d,磨矿综合成本最低,与球磨机相比磨矿成本同比下降了20.15 %。同时,磨矿介质为纳米球,杜绝了钢球介质的铁屑污染对金回收的影响,间接地降低了药剂消耗。此外,通过对比试验表明,提高磨矿细度可提高氰化金浸出率,经济效益和社会效益显著。
猜你喜欢
防爆电机(2022年2期)2022-04-26
能源与环境(2021年3期)2021-07-19
理化检验-化学分册(2020年5期)2020-06-15
石油化工建设(2019年6期)2020-01-16
电子制作(2019年20期)2019-12-04
世界有色金属(2018年17期)2018-11-20
科技创新与应用(2017年25期)2017-09-09
环境卫生工程(2016年2期)2016-07-25
魅力中国(2016年8期)2016-05-14
新疆钢铁(2015年1期)2015-11-07
