
固溶时效处理对4043铝合金沉积层组织与性能的影响
2022-08-26 07:10解瑞军王祺星陈芙蓉
精密成形工程 2022年8期
解瑞军,王祺星,陈芙蓉
材料与成形性能
固溶时效处理对4043铝合金沉积层组织与性能的影响
解瑞军,王祺星,陈芙蓉
(内蒙古工业大学 材料科学与工程学院,呼和浩特 010000)
研究CMT增材制造的4043铝合金在固溶时效处理后的组织与性能变化规律。利用基于冷金属过渡技术的金属丝材增材制造方法制造出4043铝合金试件,采用金相组织观察、硬度测试、室温拉伸性能测试、能谱分析等手段,观察并测试固溶时效处理后4043铝合金沉积层的组织与性能。增材制造的沉积层与母材间的成分分布不均匀,Al多以树枝状晶形式存在,共晶Si以片状形式存在,固溶时效处理能够使沉积层内共晶Si聚集,元素扩散均匀。在540 ℃下固溶处理2 h、180 ℃下时效处理8 h后,性能提升最为明显。使用增材制造方式制造零件后,可采用固溶时效处理的方式改善组织、提高性能,从而扩大使用范围。
4043铝合金;丝材增材制造;固溶时效处理;组织;力学性能
增材制造技术(additive manufacturing,AM)又称3D打印技术,是近年来国内外兴起的一种制造技术,具有材料利用率高、可制造复杂几何构件等优点。基于以上优点,使用常规电弧焊接设备、辅以可控制位移设备进行逐层沉积的金属丝材增材制造(WAAM)技术受到了广泛关注,相比于激光与电子束增材制造技术,该技术具有设备价格低廉、操作简便、原料易制备且无需要求苛刻的真空试验环境等优势[1-2]。当前WAAM技术主要应用于铝合金、钛合金、碳钢中,多使用钨极惰性气体保护焊(GTAW)或熔化极气体保护焊(GMAW)作为热源,通过WAAM制造出的零件质量受工艺参数、熔覆材料和其他环境因素的影响[3]。冷金属过渡(CMT)技术是在传统熔化极气体保护焊(MIG)的基础上改良开发出来的技术,其基本原理是焊丝向熔池运动,当触及熔池后电弧熄灭,焊丝快速回抽促进熔滴进入熔池,焊丝的回抽运动频率可高达90次/s,这极大减小了焊接过程中的热输入。将CMT技术应用于铝合金增材制造中,能够实现飞溅小甚至无飞溅的增材过程。
Al–Si合金因具有较高的比强度、优异的耐腐蚀性、良好的成形能力被广泛应用于铝合金丝材增材制造中。Wang等[4]使用可变极性气体保护钨极电弧焊(VP–GTAW)增材制造了4043铝合金,观察分析了焊接参数对沉积试件的显微组织、侧壁粗糙度与硬度的影响,并研究了析出物的主要分布区域。Heard等[5]使用短路过程可控的惰性气体保护焊增材制造了4047铝合金,发现共晶Si被细化成了纤维态,相比铸态4047铝合金,其延展性得到了大幅提高。Wang等[6]使用CMT技术增材制造了4043铝合金,观察到试件中部区域的枝晶相较顶部与底部的枝晶相更加粗大,表现出了与传统铸造和焊接铝合金相似的力学性能,但层间结合处粗大的晶体结构导致其力学性能有一定程度的下降,且晶粒硬度较低,共晶Si多为粗大片状,这使其在实际应用中受到了诸多限制。研究表明,焊后热处理能使铝合金的显微组织与力学性能得到明显改善,从而延长其使用寿命并扩大其使用范围[7-8],这一过程主要通过改变共晶Si和初生Si的形态、尺寸及合金元素的析出方式等,热处理后Si相的形态球化可以提高铝合金的强度及耐磨性,但Si相的尺寸变大又会导致铝合金的耐磨损性能降低[9]。
文中主要研究了ER4043铝合金增材制造后沉积层中元素的扩散情况,以及增材试件进行固溶时效处理后沉积层的显微组织与力学性能的变化情况。
1 试验
试验材料选用直径为1.2 mm的铝硅ER4043焊丝,它是一种用途广泛的通用焊接材料,适用于铝合金的焊接和电弧增材制造,母材选用厚度为4 mm的6061铝合金基板,焊丝和基板的化学成分如表1所示。
表1 焊丝与基板化学成分

Tab.1 Chemical compositions of wire and matrix materials wt.%
试验系统包含奥地利Fronius公司研发的CMT焊机、TPS2700 CMT弧焊电源、自行开发的三维滑台、PLC控制台等设备,保护气使用氩气,采用往复式沉积的方式进行增材,沉积层数为10,沉积过程如图1所示。焊接电流为150 A,焊接电压为16.7 V,焊接速度为8 mm/s,保护气流量为15 L/min,在此参数下进行增材制造的零件表面成形质量高,表面光滑平整,气孔较少。
对增材沉积层进行热重分析(见图2),对照Al–Si二元合金相图,在无烧损的前提下选择固溶温度为540 ℃。使用马弗炉对试件进行固溶处理,使用干燥箱进行时效处理,固溶处理温度为540 ℃,固溶时间为2 h,时效温度为180 ℃,时效时间分别为4、6、8、10、12 h。对断面进行EDS能谱分析,观察焊后各元素的分布情况。使用电火花线切割机沿垂直试样增材方向进行切割,切取试样中包含合金沉积层以及相连的基板,制备金相试样并使用金相显微镜观察分析其组织形貌变化。使用显微维氏硬度计测量试样各个区域的显微硬度。按照GB/T 228.1—2010沿平行焊接方向切割板状拉伸试样,使用万能试验机进行室温拉伸性能测试。

图1 CMT增材制造沉积过程

图2 沉积层热重分析
2 结果与分析
2.1 元素分布与显微组织
经过增材制造的沉积修补后,沉积物与基板都经历了一系列复杂的热循环,连续循环的加热与冷却过程相当于对已沉积区域和相连的基板进行多次热处理[10-12],母材与第1层沉积层间纵向和横向的元素能谱分别见图3和图4。结合图3与图4可知,在修补后的零件中,Si元素在沉积层垂直方向上与母材有明显分界,基板中的Mg元素也有少量过渡到沉积层中且分布较为均匀。水平方向上Si元素以焊道为中心,呈中心高、两侧低的对称分布趋势。
沉积层固溶时效处理后的显微组织如图5所示。由图5a可知,原始状态下的沉积层组织为Al树枝状晶与片状共晶Si组织共存,并且Si分布较为均匀。固溶处理后,随时效时间的延长,Al晶粒逐渐长大,共晶Si慢慢聚集呈不规则分布,适量的共晶Si聚集有利于性能的提高,因此固溶时效处理造成的共晶Si聚集是改变沉积层性能的关键[13-15]。
2.2 显微硬度分布
修复后的零件硬度明显下降,图6为固溶时效处理后试件各个区域的显微硬度结果。可以看到,以沉积试件为中心,两侧各位置的平均硬度呈对称分布,总体硬度从边缘向沉积试件中心位置呈先降低后上升的变化状态,这主要是由化学成分的不均匀分布、增材制造过程中的热影响作用以及共晶Si的聚集程度升高导致的[16]。固溶处理后原始态试件的平均硬度最低,180 ℃时效处理后硬度得到提升,时效处理8 h后硬度提升最大,远离熔合区的基板也能恢复至修补前的平均硬度水平,若继续延长时效时间则硬度反而下降[17-19]。

图3 母材与第1层沉积层间纵向元素能谱

图4 母材与第1层沉积层间横向元素能谱

图5 沉积层固溶时效处理后显微组织
2.3 室温拉伸性能
室温拉伸性能测试结果也显示出相同的变化趋势,图7为沉积层固溶时效处理后的抗拉强度与断后伸长率。可以看出,当时效时间为8 h时,抗拉强度达到最大,最大抗拉强度为221.77 MPa,时效时间不足与过长均达不到最优性能。当时效时间在8 h以内时,共晶Si的少量聚集会阻碍位错运动,提高沉积层的拉伸性能。继续延长时效时间,共晶Si过度富集,会形成断裂的起点,造成沉积层抗拉强度降低[20-21]。
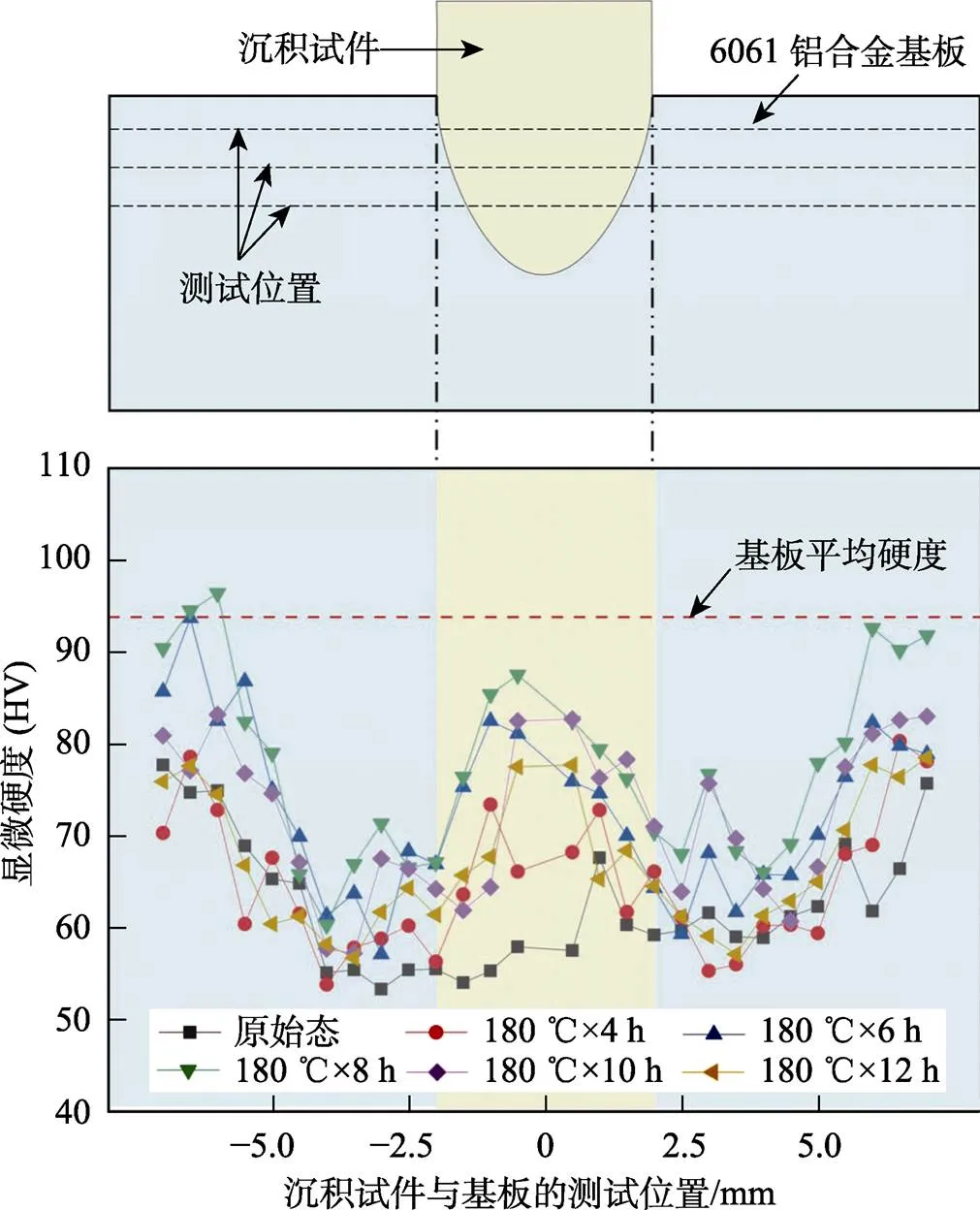
图6 固溶时效处理后试样各区域硬度

图7 沉积层固溶时效处理后的抗拉强度与断后伸长率
3 结论
1)对ER4043铝合金焊丝增材制造修复的6061铝合金零件进行固溶时效处理,在保持固溶处理温度与时间不变的条件下,随着时效时间的延长,沉积层内Al晶粒长大,共晶Si逐渐聚集,适量的聚集能够提升零件的力学性能,过度聚集则会造成力学性能下降。
2)固溶时效处理后试件整体硬度得到提高,沉积层中心位置硬度可达到接近基板的硬度,共晶Si的适量聚集可阻碍位错移动、提高拉伸性能,但过度聚集会形成断裂的起点、反使拉伸性能降低,因此经540 ℃固溶处理2 h、180 ℃时效处理8 h后的试样获得了最优的力学性能。
[1] 张建华. ER5356铝合金电弧增材制造技术及工艺研究[D]. 济南: 山东大学, 2021: 16-28.
ZHANG Jian-hua. Study on Manufacturing Technology and Process of ER5356 Aluminum Alloy Arc Additive[D]. Jinan: Shandong University, 2021: 16-28.
[2] ZHOU Jia-fen, ZHAO Hui-hui, LI Song-bin, et al. Effects of CMT Additive Manufacturing Process on Microstructure and Mechanical Properties of 5356 Aluminum Alloy Cladding Layer[J]. Aerospace Shanghai, 2020, 37(3): 103-106.
[3] 赵磊, 焦坤, 杜行, 等. 电弧增材4043铝合金显微组织及力学性能分析[J]. 热加工工艺, 2021, 50(13): 139-141.
ZHAO Lei, JIAO Kun, DU Hang, et al. Microstructure and Mechanical Properties of 4043 Aluminum Alloy Formed by Wire Arc Additive Manufacturing[J]. Hot Working Technology, 2021, 50(13): 139-141.
[4] WANG H, JIANG W, OUYANG J, et al. Rapid Prototyping of 4043 Al-Alloy Parts by VP-GTAW[J]. Journal of Materials Processing Technology, 2004, 148(1): 93-102.
[5] HEARD D W, BROPHY S, BROCHU M. Solid Freeform Fabrication of Al-Si Components via the CSC-MIG Process[J]. Canadian Metallurgical Quarterly, 2012, 51(3): 302-312.
[6] WANG Yuan, YANG Shang-lei, XIE Chao-jie, et al. Microstructure and Ratcheting Behavior of Additive Manufactured 4043 Aluminum Alloy[J]. Journal of Materials Engineering and Performance, 2018, 27(9): 4582-4592.
[7] 王立伟, 武子琴, 胡虎安, 等. 工艺参数对Al-Si合金CMT增材制造组织和力学性能的影响[J]. 沈阳大学学报, 2021, 33(1): 1-9.
WANG Li-wei, WU Zi-qin, HU Hu-an, et al. Effects of Process Parameters on Microstructure and Mechanical Properties of Al-Si Alloy CMT Additive Manufacturing [J]. Journal of Shenyang University, 2021, 33(1): 1-9.
[8] 孙旭光. 热处理工艺对4043铝合金焊接接头组织及力学性能的影响[J]. 铸造技术, 2014, 35(7): 1431-1433.
SUN Xu-guang. Effect of Heat Treatment Process on Microstructure and Properties of 4043 Al Alloy Welding Joints[J]. Foundry Technology, 2014, 35(7): 1431-1433.
[9] LIU Zhi-qiang, ZHANG Pei-lei, LI Shao-wei, et al. Wire and Arc Additive Manufacturing of 4043 Al Alloy Using a Cold Metal Transfer Method[J]. International Journal of Minerals, Metallurgy and Materials, 2020, 27(8): 783-791.
[10] 秦克, 秦坤伦, 陈夏明, 等. 焊后时效热处理对6063铝合金CMT焊接接头组织性能的影响[J]. 轻合金加工技术, 2021, 49(3): 69-74.
QIN Ke, QIN Kun-lun, CHEN Xia-ming, et al. Effect of Post-Weld Aging Treatment on Microstructure and Properties of CMT Welded Joints of 6063 Aluminum Alloy[J]. Light Alloy Fabrication Technology, 2021, 49(3): 69-74.
[11] 张桐, 钟浩, 刘孝丽, 等. 解析铝合金厚板CMT补焊工艺试验[J]. 电子测试, 2018(18): 48-49.
ZHANG Tong, ZHONG Hao, LIU Xiao-li, et al. Analysis of CMT Repair Welding Process for Aluminum Alloy Thick Plate[J]. Electronic Test, 2018(18): 48-49.
[12] DEREKAR K S. A Review of Wire Arc Additive Manufacturing and Advances in Wire Arc Additive Manufacturing of Aluminium[J]. Materials Science and Technology, 2018, 34(8): 895-916.
[13] 张时维. 6061铝合金焊接性及焊接接头组织演变机理研究[D]. 沈阳: 沈阳工业大学, 2020: 10-16.
ZHANG Shi-wei. Reserch of the Weldability of 6061 Aluminum Alloy and the Evolution Mechanism of Welded Joint Structure[D]. Shenyang: Shenyang University of Technology, 2020: 10-16.
[14] MARIOARA C D, NORDMARK H, ANDERSEN S J, et al. Post-Β″ Phases and Their Influence on Microstructure and Hardness in 6xxx Al-Mg-Si Alloys[J]. Journal of Materials Science, 2006, 41(2): 471-478.
[15] YASSAR R S, FIELD D P, WEILAND H. Transmission Electron Microscopy and Differential Scanning Calorimetry Studies on the Precipitation Sequence in an Al-Mg-Si Alloy: AA6022[J]. Journal of Materials Research, 2005, 20(10): 2705-2711.
[16] CG P, SW W, LUNT M. Characterisation of the Cold Metal Transfer (CMT) Process and Its Application for Low Dilution Cladding[J]. Journal of Materials Processing Tech, 2010, 211(3): 496-502.
[17] WANG Peng, ZHANG Han-zheng, HU Sheng-sun, et al. Microstructure and Mechanical Behaviour of CMT-Welded Mg/Al Dissimilar Joint Using Inconel 625 as Filler Metal[J]. Science and Technology of Welding and Joining, 2020, 25(1): 10-19.
[18] MISSORI S, SILI A. Mechanical Behaviour of 6082-T6 Aluminium Alloy Welds[J]. Metallurgical Science and Tecnology, 2000, 18(1): 12-18.
[19] AHMAD R, BAKAR M. Effect of a Post-Weld Heat Treatment on the Mechanical and Microstructure Properties of AA6061 Joints Welded by the Gas Metal Arc Welding Cold Metal Transfer Method[J]. Materials & Design, 2011, 32(10): 5120-5126.
[20] SELVI S, VISHVAKSENAN A, RAJASEKAR. Cold Metal Transfer(CMT) Technology-an Overview[J]. Defence Technology, 2018, 14(1): 28-44.
[21] CHEN Fu-rong, YANG Yi-hang, CHEN Chao, et al. Effect of La2O3Particle Size on the Microstructure and Properties of AlSi Alloys Deposited via Wire Arc Additive Manufacturing[J]. Journal of Manufacturing Processes, 2021, 68: 523-533.
Effects of Solid Solution Aging Treatment on Microstructure and Properties of Deposited Layers of 4043 Aluminum Alloy
XIE Rui-jun, WANG Qi-xing, CHEN Fu-rong
(School of Materials Science and Engineering, Inner Mongolia University of Technology, Huhhot 010000, China)
The work aims to study the change rules of microstructure and properties of 4043 aluminum alloy by CMT additive manufacturing after solid solution aging treatment. 4043 aluminum alloy specimen was manufactured by wire arc additive manufacturing (WAAM) with the cold metal transfer technique. The microstructure and properties of 4043 aluminum alloy after solid solution aging treatment were observed and tested through metallographic observation, hardness test, room temperature tensile property test and energy spectrum analysis. The composition distribution between the deposited layer and the additively manufactured base metal was not uniform, with Al mostly in the form of dendritic crystals and eutectic Si in the form of flakes. The solid solution aging treatment can make eutectic Si aggregate in the deposited layer and the elements diffuse evenly. The most obvious improvement in properties can be seen after solid solution aging treatment at 540 ℃ for 2 h and aging treatment at 180 ℃ for 8 h. The solid solution aging treatment can be used to improve the microstructure and properties after the production of the additively manufactured parts, thus expanding the range of use.
4043 aluminum alloy; wire arc additive manufacturing (WAAM); solution-aging treatment; microstructure; mechanical properties
10.3969/j.issn.1674-6457.2022.08.019
TG146.21;TG661
A
1674-6457(2022)08-0134-06
2022–01–04
2019内蒙古自然科学基金(RZ1900004193)
解瑞军(1969—),男,博士,副教授,主要研究方向为金属材料的焊接及其增材制造。
陈芙蓉(1972—),女,博士,教授,主要研究方向为材料焊接性及其表面改性。
责任编辑:蒋红晨
猜你喜欢
铝加工(2022年1期)2022-11-24
北京航空航天大学学报(2022年6期)2022-07-02
石材(2022年4期)2022-06-15
航天制造技术(2022年2期)2022-05-16
电子产品可靠性与环境试验(2022年2期)2022-05-14
科学技术与工程(2021年35期)2022-01-11
陶瓷学报(2020年3期)2020-10-27
西安工业大学学报(2020年1期)2020-03-07
科学导报(2019年55期)2019-09-28
模具制造(2019年3期)2019-06-06
