即时衡准在三维检测批量检测技术中的实现
2022-08-26 03:03胡成昕
机械工程师 2022年8期
胡成昕
(黑龙江省机械科学研究院,哈尔滨 150040)
0 引言
广义上的三维检测技术是利用空间坐标对所测量的产品进行基本尺寸、形位公差计算和分析的技术;三维检测的手段有很多,如点触测检测模式、触测(滑动触测)检测模式、光学扫描检测模式等,主要区别在于采集三维空间内产品部位的采集方法有所不同,其精准度和自动化程度也有所不同,所带来的设备购置成本也相差甚远。本文列举的对二级转子这种航天动力零部件的检测方法使用的是触测式检测模式,利用的是三坐标测量机,这是一种利用三轴定位在三维坐标系下检测产品的自动化程度较高的设备,因其适中的成本及较高的检测精度目前在机械加工制造业中得到普遍应用。
1 二级转子在三维检测中实现即时衡准的技术要点和难点分析
1.1 二级转子检测中的技术难点
如图1所示,二级转子作为航空航天动力零部件,具有精度要求高、材质轻和表面质量要求高的特点,从具体的检测过程中分析,即在检测过程中要保证一定的检测密度以确保形位分析的全面性和精确性。在选择检测方法时,要避免固定装夹所造成的固定痕迹和测量过程中的接触痕迹,这就使得这一类的产品不适用于传统的检测方法,而利用三维检测技术可以完美解决这一问题[2]。

图1 二级转子
1.2 二级转子批量检测法的必要性
要通过即时衡准来分析机床及刀具的变化对生产带来的影响,且避免检测效率的低下对生产效率的影响,就必须使用批量检测法来检测此类产品,现将原因说明如下。
1)由于二级转子加工时间较长,在生产过程中要实现对机床的最大利用率,机床停机状态下等待检测结果会导致生产效率低下,而二级转子对检测密度要求极高,所以检测时间也很长,经过反复的试验,二级转子的检测工序时间基本可以达到生产时间的1/4。由于二级转子的表面质量和尺寸精度要求也极高,受机床状态和刀具温度、刀具磨损程度等的影响很大,如果不等待检测结果而直接加工下一件,很有可能造成次品甚至是废品的产生。所以提高检测效率就成为二级转子检测工作中最为重要的一项,批量检测是提高三维检测技术检测效率的方法之一。
2)由于即时衡准的目的不仅是为了指导生产工序的及时调整,也是为了提高检测效率,在实际生产加工的情况下,一台三坐标测量机要服务于多台加工机床,根据所用三坐标工作台的大小,使用阵列法的批量检测可以满足多台机床加工的产品特性的记录以便于比对。
1.3 二级转子批量检测法的难点分析
在利用三坐标测量机对机械产品检测过程中,批量检测法并不罕见,但是多数是针对构造简单的产品,而二级转子的构造较为复杂,在批量检测过程中有些对设置移动路径的要求高,避免发生干涉而造成测头的意外触测和错过零件头。此类问题在所有的批量检测中都要解决,否则将降低检测过程中的自动化程度,甚至影响测量精度[3]。
在利用批量检测法实现即时衡准的目标下,对生产工序要增加一个测量相关的配合点,对二级转子的固定摆放也要区别于简单的批量检测法,即标记加工中所使用的找正、分中、零点等相关元素。在检测工序中,二级转子的固定方法要尽量与在机床加工时一致,至少要达到置于坐标系中的方向上一致。在编制检测程序中,要与生产过程中使用的找正、分中、零点等相关元素的一致,就是将产品在机床加工中的摆放姿态完全复制到三坐标测量机的工作台面上来,这样做的目的是记录产品相同部位的生产加工情况,以三坐标测量机的测头测针代替生产机床的刀具,还原一遍加工过程。

2 三坐标测量机的基本参数要求
在检测二级转子的前期,要设定三坐标测量机的基本参数,并要做到以下几点。
1)设置逼近回退距离。预期目标为在二级转子扫描过程中避免叶片轮换测量中的意外触测,以及多个二级转子轮换测量中的意外触测。2)测量速度和触测力度。测量机上的红宝石测量球对产品接触的损伤极小,不允许修改机床自定义的测量速度和触测力度。3)选择测针角度。对二级转子这类的环形均布叶片的扫描,要充分考虑满足每一个叶片的每一条型线的扫描完整性,即全面闭合性型线采集的实现。4)安全平面的设定。由于批量检测二级转子所需采集元素的数量巨大,在坐标系中一定要考虑叶片间的安全平面设定,这一项设定对检测效率影响很小,并可以极大地提高检测过程中的安全性。尤其要注意的是,一定要设定转角安全平面,即三坐标测量机测头在变换角度时统一使用的安全平面,避免在转换角度时发生意外触测和超过限位。5)移动路径的设置。这一项内容是整个检测程序的重中之重,对于单个二级转子的移动路径设定和轮换过程中的移动路径设定要全面考虑,保证检测程序的流畅性,以杜绝手动移动避让和回退为目的,实现检测自动化。

图2 二级转子叶片
3 二级转子批量检测程序示例
3.1 坐标系的建立
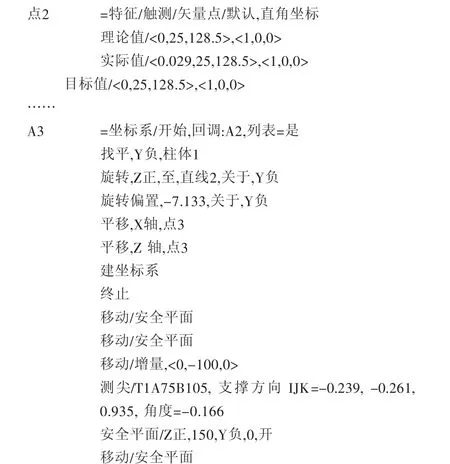
在充分做好批量检测二级转子的前期准备后,即可开始对检测程序进行编制[4]。三维检测的核心在于建立三维空间,即建立坐标系,在检测二级转子时,初始坐标系的建立取上端面、中心内口及生产工序中标记的任意点为建立坐标系的元素,建立与加工机床相符的坐标系,如图3所示。程序示例如下:

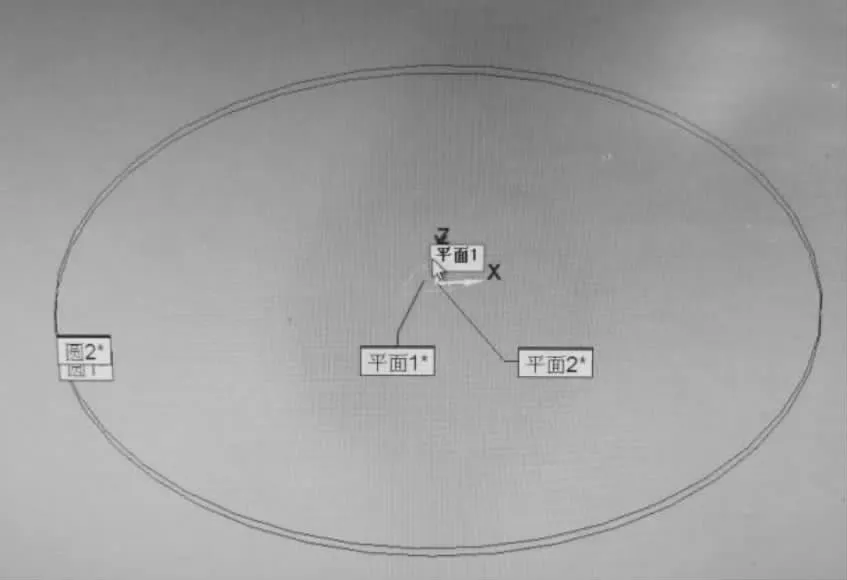
图3 坐标系
由于精建坐标系与初始坐标系要保持一致,在此不做赘述。
3.2 扫描程序部分展示
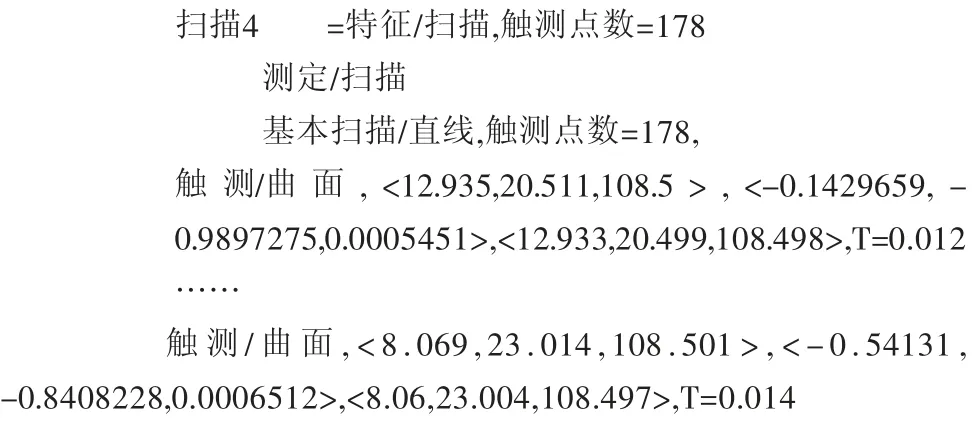
在坐标系建立完成后,就可以依据二级转子的检测要求对叶片的型线进行闭环扫描,扫描的具体设置要依据图样工艺要求,利用补点的办法满足扫面曲线的闭合,点集的密度要考虑图样工艺要求的单一环线的点数数量,在具体生成闭环曲线后要复查点数过于松散的线段并予以单独加密,避免造成局部的检验密度过低问题,如图4所示,部分程序展示如下:

图4 叶片扫描
以上程序为单个二级转子的扫描程序,将此程序依据三坐标测量机工作台尺寸和检测二级转子数量进行方形阵列,顺序执行便可获得多个二级转子的测量结果(如图5),将测量结果存储为IDG格式,则可依据此次测量加工比对下一生产时段加工的二级转子。以图6、图7为例,前次扫描型线与本次扫描型线变化一目了然,结合生产过程中所记录的温度、刀具情况,可以清楚了解生产过程中所有的客观因素对加工效果的影响,以求在生产加工中及时调整刀具的使用周期、种类选择及设计优化方案。

图5 叶片扫描结果

图6 比对效果总览

图7 比对细节
4 结语
以此方法检测产品的最大创新点是将质检工序衍生成为生产工序的延伸,从而避免了因生产工序中所使用的定位元素不同而在检测工序中造成检测失真的情况,在生产及检验过程中实现统一考量和技术融合,在提高效率的同时,增加了对具体尺寸的横向比对,将生产加工情况变化的方向更加具体化和直观化,甚至可以明确分辨加工刀具常用刀刃甚至是每一个刀刃的变化给加工部位带来的影响,不仅使生产加工工序更完善,也可以间接指导刀具复磨、刀具降级使用这些具体生产加工过程中节约成本的实际策略,从多个方向给生产及质检工作带来突破。
猜你喜欢
中国设备工程(2022年12期)2022-07-11
内燃机与配件(2022年2期)2022-01-17
建材发展导向(2021年15期)2021-11-05
智能制造(2021年4期)2021-11-04
云南画报(2021年6期)2021-07-28
科学家(2021年24期)2021-04-25
汽车零部件(2019年7期)2019-08-16
科学与财富(2018年23期)2018-08-19
新商务周刊(2017年6期)2017-12-27
中国市场(2016年45期)2016-05-17