SiC用多线切割技术与设备的发展现状与趋势
2022-09-09 07:35董同社靳永吉
电子工业专用设备 2022年3期
董同社,靳永吉
(中国电子科技集团公司第四十五研究所,北京 100176)
第三代半导体材料之一的SiC具有禁带宽度大、击穿电场高、饱和电子漂移速度快、热导率高等特点,其特殊性能在许多领域得到广泛应用。SiC衬底加工技术是器件制作的重要基础,只有在成功的加工技术支持下,才能将SiC材料的性能发挥出来。然而,由于SiC晶体具有硬度高,脆性强,耐磨性好,化学性质极其稳定的特点,使得SiC晶片的精密加工非常困难,利用常规晶体材料的加工技术和工艺,无法获得高质量的SiC晶片。随着直径不断增大的同时,片厚度也在变小,这样就对SiC片切割方法提出了更加严格的要求。切片是SiC片制备过程中一道至关重要的工序,切割工艺和方法直接影响到SiC片表面质量粗超度(Ra)、总厚度偏差(TTV)、翘曲度(BOW)、弯曲度(WARP)等参数,对SiC片最终的品质和成品率有非常大的影响。
多线切割技术推广应用之前,半导体切割主要是使用内圆切片机切割,如图1所示,该设备为Meyer Burger公司MB TS23内圆切割机,硅料采用卧式夹持,其切割原理如图2所示。

图1 Meyer Burger公司MB TS23内圆切割机

图2 卧式内圆切割机原理图
金刚石带锯需要频繁停止、换向,切削速度非常低,一般不超过2 m/s。机械磨损大,维修费用高,受到锯条宽度的限制,切割曲率半径不能太小,只能进行单片切割,不能进行多片切割。外圆锯锯切深度受到锯片直径限制,切割过程中锯片易产生振摆和跑偏,噪音大,锯片刚性差。内圆切割机是使用环形不锈钢内圆刀片,内刃口镀制金刚砂颗粒,周边用机械方法张紧,这种切片机根据SiC晶体的夹持不同可分为立式和卧式。一般刀片刃口厚度在200~300μm之间,主轴的结构形式有流体静压轴承和精密机械主轴两种,内圆切割可以用于小批量小尺寸SiC片的生产。
这些传统的锯切工具受基体的限制不能转弯,或转弯半径受限,只能切割直线表面,不能切割曲线表面,切缝较宽,出片率较低,不适用于SiC晶体切割。但是随着第三代半导体产业的迅猛发展,SiC片向大尺寸方向发展,继续使用内圆切割就不得不加大锯片基体厚度(锯切ϕ300 mm的SiC晶片,基体厚度约为200μm),由切割缝造成的损失大大影响了企业的经济效益。因此材料损耗大,加工效率低的缺点就成为产业发展的瓶颈,市场急需一种高质高效并且经济的切割技术解决这一难题,多线切割技术应运而生。多线切割方式已经取代了内圆切割方式成为主流的SiC片加工方式。表1列出了多线切割与内圆切割的参数对比。

表1 多线切割与内圆切割的参数对比
传统的多线切割方式是用钢线带动砂浆往复运动磨削,此种方式存在切割效率低、高硬脆材料切割难度大等缺点,为了提高切割效率,用金刚石线(是由金刚石微粉颗粒以一定的分布密度均匀地固结在高强度钢线上制成)切割,其切割效率是传统方式的数倍,但切割后会留下线痕。以上这些方面都是指切割一般的脆性材料,但通过大量的切割实验证明,像SiC这种高硬脆材料,具备内部晶格结构同向性,分子间的结合力大,因此造成其切割困难,用这样的切割方法很慢,甚至无法割。所以,一般多线切割机都会采用高线速、摆动切割以及可靠的张力控制算法来保证切割过程的顺利进行。
摆动多线切割机是对传统多线切割机的改良,变平面升降为摆动升降,使得切割线与待切工件由原来的平面接触变为弹性点接触,进一步增强切割力,提高工效。如图3所示,从摆动方法上来分,市场上存在两种方法:一是金刚线网的摆动切割方式,另一种是被切割材料摆动的切割方式。从国外市场来看,线摆切割的设备厂商代表有日本高鸟,其经典机型为MWS-612DD,料摆动切割的设备厂商有日本NTC,机型为NTC SPI3000。

图3 切割方式示意图
1 多线切割的机理及影响因素
1.1 多线切割宏观机理
如图4所示,将开方处理后的晶棒料通过玻璃板固定在不锈钢工件上,然后放置到切割机的相应区域。导轮经过开槽工艺处理在轮体上刻有与所使用切割线直径、切片厚度相适合的精密线槽,钢线通过来回顺序缠绕在导轮的线槽上而形成上下两个平行线网。电机带动导轮旋转,导轮带动切割钢线高速运行,线速一般为10~20 m/s。在切料两侧的砂嘴将砂浆均匀地喷在线网上,砂浆(主要成分为碳化硅和PEG)随着切割线进入晶棒进行切割作业。同时晶棒随工作台缓慢向下推进,一般经过5~10 h的切割,晶棒完全通过线网,几百片的晶片便切割完成。钢线张力(一般设定在20~50 N)在先进的闭环反馈控制下保持不变。放线轮放出新的钢线,同时收线轮收集已用过的钢线。切割晶棒最大直径是由主辊之间的空间大小和工作台垂直行程所决定。

图4 多线切割机原理简图
(1)多线切割方式,是由钢丝线作为载体带动高硬度的研磨砂粒对材料进行研磨去除,实现对材料的切片。砂粒在切割过程中进行移动和滚动运动。移动过程中,砂粒一棱角切入被切割材料中,使其产生蠼性变形,同时在钢丝线的带动下横向移动,破坏材料原子间的键合力形成碎屑,当阻力大于横向力时,产生滚动运动,而另外的棱角重新参与研磨切除,同时排出切屑。在切割过程中,钢丝线作为实现对材料切割磨料的载体,在高速运动,保证磨料达到切削去除的基本能量,磨料在研磨去除中受到钢丝线压力,此压力来源于不断的进给运动,由于钢丝线的高速运动,磨料在钢丝线和材料之间运动,实现对材料的切除,在此运动过程中钢丝线和被去除材料相互都具有磨损,然而钢丝线由于不断的更新,磨损过的钢丝线不再使用,对于被切割材料破损不断的进行,从而实现对材料的切割。
碳化硅磨料在切割运动中分为4个状态,即滑行、切入、犁、滚动。实现对材料的去除主要为切入状态和犁铧状态,磨料在钢丝线的带动下在材料表面摩擦滑行,在压力的作用下磨料的棱角切入材料使其产生塑性变形后对材料进行犁铧,破坏材料间的分子键合力,产生碎屑。当切削阻力很大时,磨料停止划切运动,在钢丝线的摩擦力下产生滚动,并排出切屑,同时又进入下一次的切削运动。
(2)晶片入线网。①当切割距离与单晶直径比例在70﹪以下时,可布线网后直接进入线缝中;②当切割距离与单晶直径比例在70%以上时,晶片几片甚至几十片粘接在一起,无法直接进入,需引入两支砂浆喷嘴开启砂浆长时间冲洗已切割晶片区域,靠砂浆重力将晶片分开后进入线网(以前使用水冲洗,但是水对冷粘胶、晶片质量会产生影响)。为此特别设计了砂浆引入冲洗装置。
(3)接口处位置压低还是抬高。从实验结果可以看出,下压所获得切割表面明显优于抬高。这是因为抬升后线网的线弓变小,切割线所受力变小,导致切割时钢线出现摆动,而出现愣子(凸台或凹台),致使后道工序无法加工,出现废片。
(4)下压的距离。从实验结果可以看出,断线位置不同,下压的距离也不同,切割线受力大小也不同。在切割过程中,线弓是由逐步形成到变大再到稳定再到逐步变小的一个过程,理想的切割方式是单位时间内钢线的切割面积相等,所以在切割过程中随着单晶直径的变化钢线接触单晶的面积将由小变大再变小,这就是在半导体切割过程中进给使用变速的根源所在。钢线接触单晶的面积小时,下压距离大,线弓变大,切割线受力随之变大,变相的加快进给速度,致使切割线无法按正常轨迹切割。
1.2 多线切割微观机理
多线切割过程微观机理如图5所示,在切割线和晶体表面充满了碳化硅颗粒和砂浆悬浮液的混合物。送料工作台推动晶棒向线网方向移动,导致切割线弯曲,弯曲角度通常在1°~5°,由钢线造成的压力在不同接触区域并不相同,在钢线正下方达到最大值。由于钢线横向震动会将压力施加到侧面,而侧面的切割质量会直接影响SiC片最终表面质量,有效控制钢线张力,减小钢线震动就成为多线切割技术的一项重要指标。
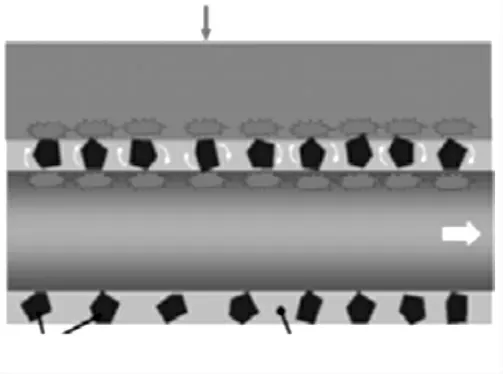
图5 多线切割微观机理
1.3 切割工艺过程分析
多线切割机的控制方式不外乎工业控制计算机加运动控制卡或大型PLC,整机控制以张力为核心控制放线电机、收线电机及主轴电机、切割线张力控制电机、放线收线导向移动电机、启动和停止运转、工作台驱动电机调节。从张力传感器取样、测试、计算、比较后输出指令控制各路电机运转。设定切割模式,检测切割条件,测定、调节各电机运转情况及砂浆流量和温度。理论分析切割过程主要涉及槽距和理论切片数量两个方面,计算公式为:

式(1)中:D为槽距,d1为钢线直径,d2为金刚砂直径,T为片厚度,f为游移量。
用单位质量的单晶的有效长度除以槽距就得到了理论切片数量为:

式(2)中:N为理论切片数,L为单晶有效长度。
切割工艺中的各种参数对SiC片的规格和质量都有不同程度的影响,以下重点讨论钢线和金刚砂的影响。
1.3.1 钢线对SiC片的影响
多线切割机在切割时,主轴电机先正转一段距离(设为A m),然后再反转一段距离(设为B m),根据实际情况,0.5 m<A-B<1.5 m,保证在多次往复运动中,将新的切割线逐渐放出,已使用的切割线逐渐收回。若切割线速度过慢,切割晶片表面局部发亮(晶片表面均匀性较差),切割耗时过长,严重影响切割效率;若切割速度过快,切割过程中易发生拱线现象,严重拱线可能导致断线,切割晶片几何参数也较差。经多次实验,最佳切割速度为1~8 mm/h。对于供线速度,若太慢,则切割过程中切割线经多次磨耗后切割力急剧下降,切口变小,极易产生夹线,严重夹线可能导致断线,影响晶片的质量甚至碎片;若太快,则会增加切割成本,导致不必要的浪费。经多次实验,最佳供线速度:2~30 mm/min。
在主轴运行的同时,收放线电机要保持与主轴电机的线速度同步。由于在运行中,收放线轮的直径会一直变化,如果不调整收放线电机的旋转速度,主轴上的线速度和收放线轮上的线速度偏差会越来越大,将会拉断切割线,此时,需要根据张力轮的位置,去实时调整收放线电机的旋转速度,这是整个控制系统中最为关键的地方。
最为直观的是,随着切割过程的进行钢线会不断的变细,从而影响到加工SiC片的厚度,导致成品率下降。
另外,由于钢线是由铁线外包一层铜而组成,所以在切割的过程中会将重金属杂质引入到SiC片的表面(10-9~10-6级别),由于离子键合作用而很难被去除,形成复合中心而影响到太阳能电池转换效率。目前广泛使用的是改良的RCA清洗法,该方法在原有传统RCA的基础上对清洗液进行稀释处理,并加入适量的活性剂,提高SiC片表面金属和颗粒的去除率。
1.3.2 金刚砂对多线切割过程的影响
砂浆在切割过程中起主要作用。砂浆由SiC和悬浮液PEG混合配置而成,SiC颗粒较为细小,根据粒径范围分为不同规格,一般粒子越细,切出的硅片表面越光滑,但对应的切割能力也下降。对于砂浆粒度,若过小还易发生拱线、夹线等现象,严重时可能导致断线,切割片表面易留下较重的切割刀痕,影响晶片几何尺寸;若砂浆粒度过大,则切割效率较高,但切割片磨耗较大,切割片表面粗糙度较大,几何参数较差。经多次实验,最佳砂浆粒度:3~25μm。另外,微粉由于颗粒细,易在包装、运输、存放过程中挤压结团,因此配制砂浆时加料应慢,避免添加过快造成微粉沉底结块搅拌不开,造成砂浆密度与预期的不一致或者不均匀而影响切割。砂浆是被往复运动的切割线带到切割区的,被带入的砂浆量的多少以及切割速度的高低决定SiC片的切割质量。不同砂浆供给条件会对SiC片质量造成不同程度的影响。
碳化硅微粉在空气中极容易受潮结团,分散性降低,在料浆中形成假性颗粒物和团积物,砂浆过搅拌也会吸收水分造成此问题,因此应避免微粉裸漏在空气中时间过长和过搅拌,烘砂的目的也在于此,一般把碳化硅微粉在80~90℃烘箱里,烘8 h以上,来优化碳化硅微粉的各项指标。当然砂浆配置如果采用集中供应系统,会减少诸多人工配置的不稳定因素,更利于砂浆质量的稳定。
最后,通过实验研究还发现,改变砂浆喷嘴与线锯之间的角度,可以形成两种不同的砂浆供给方式,即形成水平薄膜层与未形成水平薄膜层。在形成水平薄膜层情况下,线锯的砂浆携带量要远大于未形成水平薄膜层的携带量,所以有水平薄膜层情况下的切割质量要比未形成水平薄膜层的情况下的要好。
2 主流多线切割技术状况
2.1 国外多线切割设备的发展现状
多线切割机床属于大型精密数控机床,具有精度高、控制系统复杂、技术难度大等特点,目前国际上比较知名的生产企业主要有瑞士Meyer Burger公司、HCT公司,日本Takatori公司、NTC公司、日本安永等。其技术参数与工艺消耗比较如表2所示。

表2 国外多线切片技术参数与工艺消耗比较[1]
2.2 国内多线切割技术发展水平
我国SiC用多线切割技术起步较晚,从技术上来讲,有采用料摆式切割的,也有采用线网摆动式进行切割的,设备主要选用日本高鸟的线网摆动式机型,型号为MWS-612DD,还有日本NTC料摆动式机型,型号为NTC SPI3000。
最近几年,国内研发和生产多线切割机的厂商主要有苏州赫瑞特、湖南宇晶、唐山晶玉和中国电子科技集团公司第四十五研究所,其生产的设备型号及参数如表3所示。

表3 国内多线切机代表生产厂家产品技术参数对比
目前,从设备关键技术、主要参数及应用范围等多方面综合考虑,国内处于较高水平的是中国电子科技集团公司第四十五研究所自主研制开发的TDQ-602型多线切割机,如图6所示,是该设备的线网摆动切割部分结构组成图。

图6 线网摆动机构组成图
在切割过程中,被切割件从上向下送达,刚开始,当被切割件位于线网上方时,如图7(a)所示,由于线网摆动中心与切割线网位置基本齐平,则切割线网在摆动过程中形成的连续轨迹为一圆弧形,切割线网与被切割件的接触平滑,从而能够提高切割质量;再往下,当被切割件位于线网附近时,如图7(b)所示,切割线网与被切割件的接触范围达到最长,但由于切割线网是摆动的,相当于将被切割件的切割面分成了左右两部分进行切割,从而降低了切割难度,提高了切割效率;到达最后阶段,当被切割件位于线网的下方时,如图7(c)所示,切割线网在摆动过程中形成的连续轨迹为一圆弧形,线网与被切割件的接触平滑,从而提高切割质量。
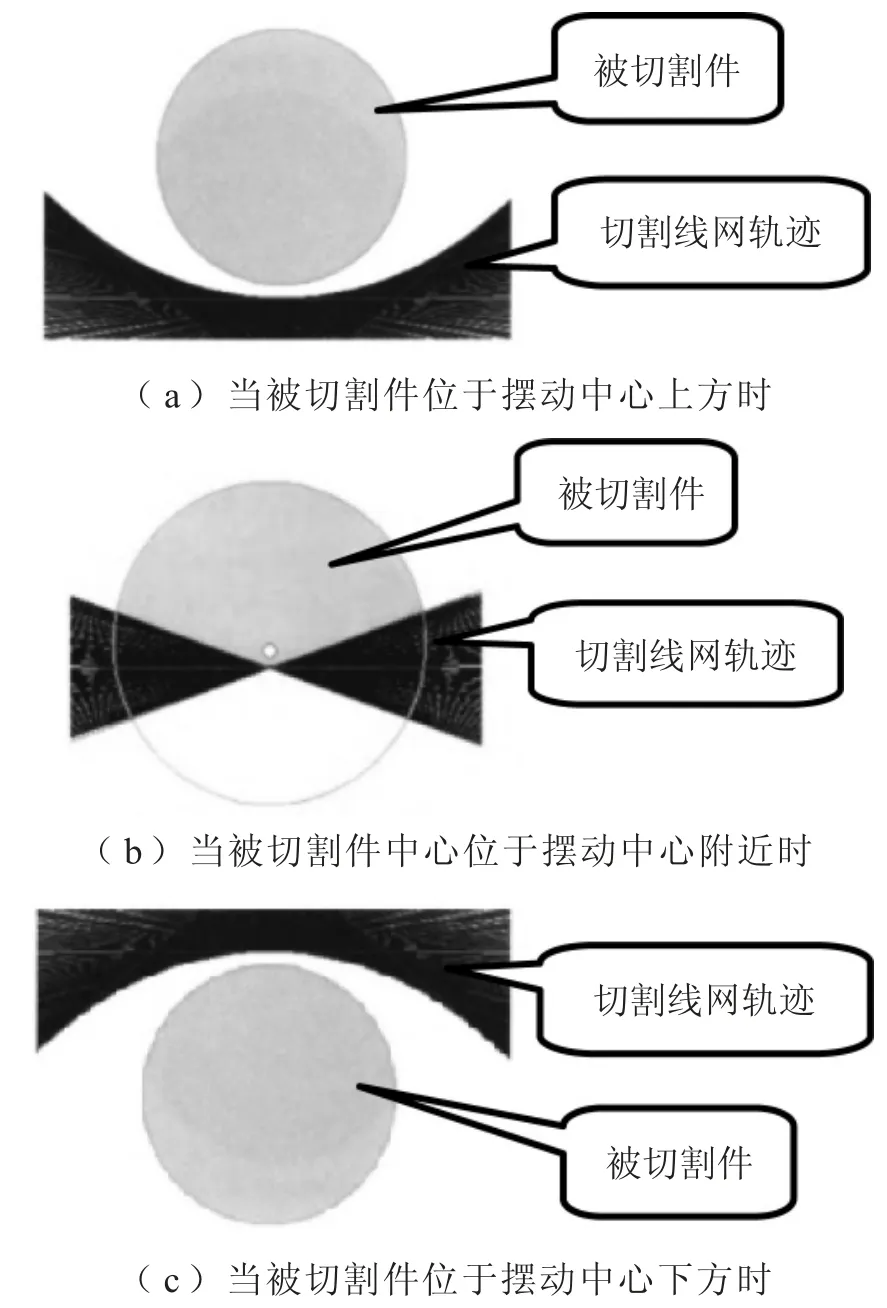
图7 线网摆动机构切割原理示意图
该设备具有的特点:(1)具有手动/自动功能模式。人机界面直接显示线速、张力、被切材料的切割位置和进给速度、砂浆流量,操作简洁直观;(2)热交换器控制砂浆温度,温度控制准确,保证切片精度;(3)采用主轴电机变频控制方式;(4)采用张力传感器和伺服电机闭环控制。
3 多线切割技术发展趋势
主流多线切割技术已经日趋成熟,但是随着SiC片尺寸进一步向超薄化发展对线切工艺水平不断提出挑战,也是促进多线切割技术水平不断向前发展的强大动力,今后多线切割主要发展方向:
(1)操作更加简单方便,从控制面板获取充足的信息,包括运行状态、程序、数据记录等,同时可进行加工参数设置与修改,方便操作控制;
(2)提高设备进给系统的机械装配水平,减少诱发钢线振动的因素,减小通过设备零部件(如:主辊、导向轮、进给系统等)作用于工艺材料(如:砂浆、钢线)上的作用力,使得砂浆内部切割磨粒在加工过程中的运动、形状等方面发生变化,最终提高SiC片的弯曲度、翘曲度、平行度、总厚度偏差、粗糙度等表面质量指标;
(3)在相同工艺参数设定的情况下,设备进给系统加工、装配水平的好坏直接影响到切割硅片翘曲度指标,能够通过改进零部件加工水平和装配工艺来提升其对切割硅片的影响;
(4)机械振动所诱发的低频振动不利于切割加工过程,严重影响切割加工的稳定性,通过提升旋转运动部件的加工装配精度,以及选用耐磨损的轴辊表面涂覆材料等方式来抑制这些低频振动的产生,降低钢线的受迫振幅,改善切割硅片质量;
(5)对于由外部激励等诱发的小幅振动,应该更加深入的研究并加以利用,通过分析其振动规律,改善切割加工过程中各个工艺参数的设置,并采取主动控制措施来抑制钢线产生高频共振,抑制振幅的扩大。使得切割过程中钢线尽量保持在高频微幅的振动状态,提升切割性能、改善切割状态以及提升切割后硅片翘曲度等表面质量指标;
(6)切割用钢线升级,游离磨料的多线切割技术虽然获得了比较良好的切片质量和效率,但由于切割是钢线带动砂浆连同碳化硅完成切割作用,能量传输步骤多,就会产生大量的损耗。
4 结束语
综上所述,未来几年,随着SiC片市场需求的不断增长和对其品质要求的不断提高,SiC片的多线切割技术会朝着提高加工精度与加工能力,缩短加工时间以提高效率这几个方向发展。比较成熟的游离磨料线切技术主要发展方向是研究性能更加符合产品需求的新型切削液和改良切割用钢线。另一方面,最新应用Si单晶切割的电火花切割(WEDM)可以极大地提高SiC片表面质量,据测量Si片表面粗糙度Ra<2,最高切割效率已达600 mm2/min,切割厚度小于120μm,是未来SiC片切割技术改进和提高的新亮点。
猜你喜欢
科技创新与应用(2022年27期)2022-10-02
河南科技学院学报(自然科学版)(2022年3期)2022-06-10
小天使·一年级语数英综合(2017年11期)2017-12-05
课堂内外·创新作文小学版(2016年6期)2016-07-04
小雪花·成长指南(2015年10期)2015-10-23
小朋友·快乐手工(2014年4期)2014-08-16
科技致富向导(2013年7期)2013-05-30
城市建设理论研究(2012年13期)2012-06-04
中国新技术新产品(2009年12期)2009-07-29
财经(2002年22期)2002-07-01