
铝型材包装机构和包装工艺的研究
2022-09-22 08:50何海岗杨银初王志艺朱世安
机电工程技术 2022年8期
何海岗,杨银初,王志艺,朱世安
(广东豪美新材股份有限公司,广东 清远 511540)
0 引言
中国是全世界的铝型材生产大国[1-3]。铝合金型材广泛应用于建筑、工业等领域,一些铝合金型材的外表面有表面要求,所以在生产运送过程中要避免损坏型材表面和防止表面氧化,此时需要对铝型材用胶带进行打包包装,从而对铝合金型材的表面起到有效的防护作用[4]。铝型材的自动化包装通过包装生产线实现[5-6]。为提高包装效率和包装平整性能,铝型材包装装置或自动包装生产线近年来引起业内的广泛关注。张博强等[7]发明了一种包装机构以及胶带捆绑机构的包装生产线,能够针对不同种类铝型材进行相应包装,提高工作效率,整个铝型材包装平整统一。刘绍威[8]发明了一种铝型材包装捆扎设备,其结构简洁、运行稳定,能快速有效地对铝型材进行包胶工作。
上述研究主要针对铝型材包装装置,实现自动包装、实现铝型材防护、和提高包装效率,总结了铝型材包装过程中存在的典型问题,但缺少从铝型材包装工艺出发对铝型材包装装置或自动化包装生产线本身的设备性能率做出分析,无法给出实际包装效率和包装平整性。
本文通过从铝型材包装工艺出发,建立了传统铝型材包装装置/生产线工艺流程。基于设备管理工具设备综合效率(OEE)的设备性能率分析,运用模块化和联动性的思路,建立了高效率铝型材自动包装生产线工艺流程,设计出高效率铝型材自动包装生产线,并经过实际测量和应用效果分析,验证了高效率铝型材自动包装生产线能有效提高包装效率和包装平整性。
1 铝型材自动包装工艺分析
铝型材成品是长条形物料。在包装的过程中主要工艺包括5个过程:裁包装纸、铝型材上架、折纸、缠带包装、铝型材装框。经过分析,折纸和缠带包装工艺的工作时间较长,现有的铝加工行业几乎都采用包装装置或自动化包装生产线替代人工折纸缠带包装的操作,或替代上料、装框等一个或多个工艺过程,能够有效减少操作工人的工作量和提高包装效率。
图1所示为传统铝型材包装装置/生产线工艺流程,从图中可以看出,裁纸和上料是包装的两个前提工艺,其中一个工艺效率降低将影响另一个工艺效率,一捆合格的包装型材至少要经过7~8道的缠带包装工艺,很明显:“单工位缠带包装机构”无法大幅度地提高自动包装的效率,同时“型材牵引机构复位”要等待“装框机构上料机构动作”完成后才能完成。传统铝型材包装装置/生产线的设备综合效率(OEE)无法提高。
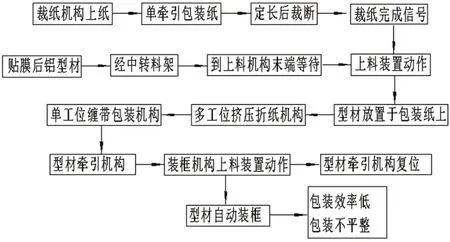
图1 传统铝型材包装装置/生产线工艺流程
数据收集是提高设备综合效率最关键的一步,OEE=时间利用率×设备性能率×合格品率,其中:设备性能率=净利用时间/利用时间,设备性能率反映了设备的性能发挥情况,度量了设备的短暂停机、空转、速度降低等性能损失[9]。运用OEE方法可以识别出各工序设备的效率损失,使隐藏的或损失掉的产能释放出来[10-12]。经过分析得出:只有从裁纸、折纸和缠带包装工序提高工艺效率,并增强各工序的联动性,才能有效提高整体包装效率。图2所示为高效率铝型材自动包装生产线工艺流程,图中,将折纸和缠带包装合并为一个工序,采用三工位折纸包装机构,增加型材牵引机构并提高和前一工序“三工位折纸包装机构”的联动性能。高效率铝型材自动包装生产线如图3所示,该生产线划分为上料机构、自动裁纸机构、三工位折纸包装机构、型材牵引机构和型材自动装框机构共5个子机构。
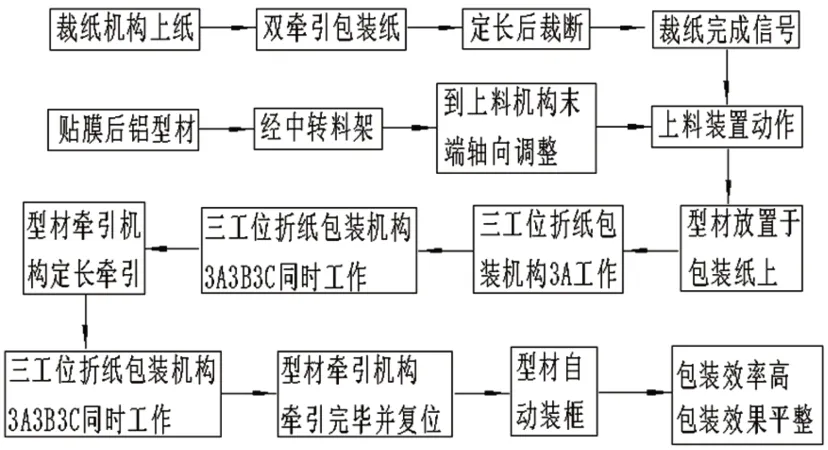
图2 高效率铝型材自动包装生产线工艺流程
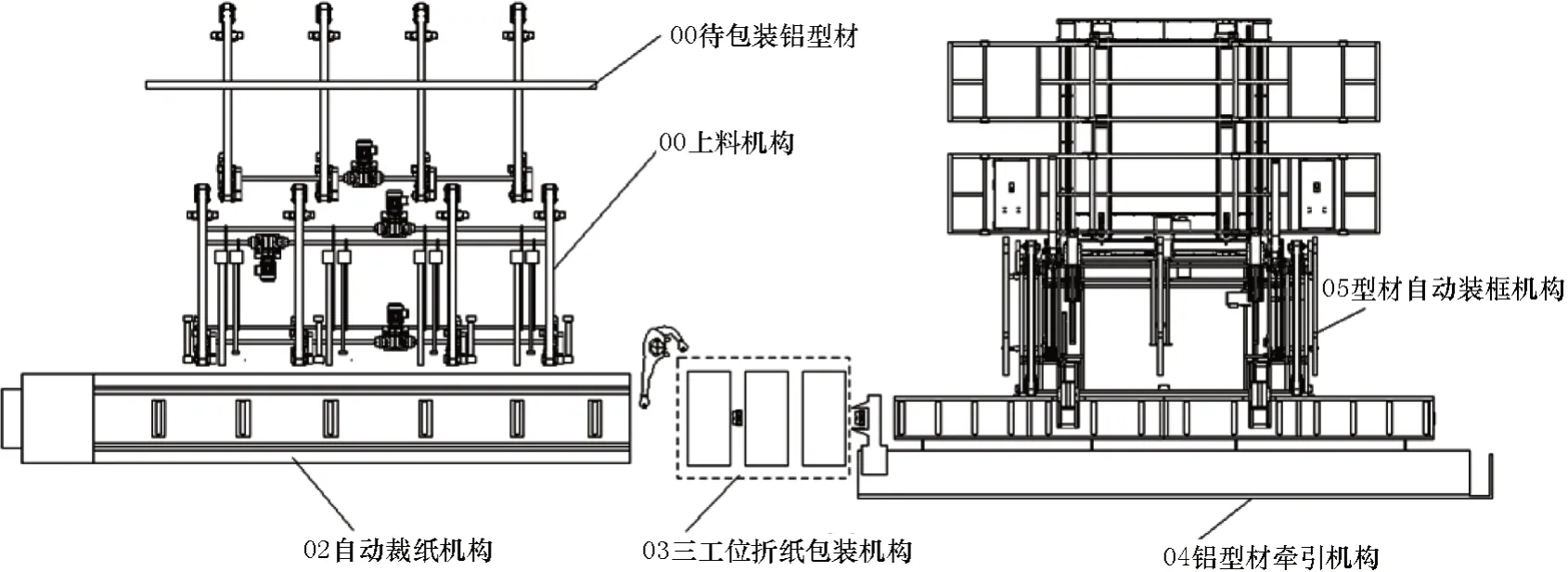
图3 高效率铝型材自动包装生产线
2 高效率铝型材自动包装生产线
2.1 上料机构运行原理
上料机构主要机械结构如图4所示,1为毛毡同步带,带动铝型材向前运动;2为挡板装置,由气缸和挡板组成,阻挡铝型材向前运动;3为调整装置,由毛毡辊筒、气缸、滚珠直线导轨及滑块、支架组成,用于提升铝型材做轴向调整;4为铝型材上料装置,由齿轮减速三相异步电动机、链轮、工业用传动链条、气缸、滚珠直线导轨及滑块、支架组成,用于将铝型材从毛毡同步带转移至裁纸机构的纸床上;5为挡料装置,由齿轮减速三相异步电动机、链轮、工业用传动链条、气缸、滚珠直线导轨及滑块、挡块和支架组成,用于上料装置后退时阻挡铝材移动;6为铝型材包装纸。

图4 上料机构主要机械结构
图5 所示为上料机构运行原理。挡板装置和调整装置安装在毛毡同步带的一边,上料装置和挡料装置安装在毛毡同步带的另一边。①毛毡同步带运动前,挡料装置的气缸动作,带动挡板上升;②毛毡同步带运动带动铝型材向前运动,将铝型材运送至毛毡同步带的末端后停止运动;③挡料装置气缸动作,带动挡板向下运动并复位;④调整装置气缸动作,带动支架、毛毡辊筒和铝型材上升;⑤根据裁纸机构纸床上的包装纸,铝型材做轴向的移动,使纸张的端面和铝型材的端面在同一直线上;⑥调整装置气缸动作,带动支架、毛毡辊筒和铝型材下降并复位,铝型材放置在毛毡同步带上;⑦上料装置的气缸动作,带动滑块、支架和铝型材上升,使铝型材离开毛毡同步带;⑧上料装置在齿轮减速三相异步电动机、链轮、工业用传动链条的带动下,向裁纸机构纸床方向移动,将铝型材转移至包装纸上;⑨挡料装置的气缸动作,带动滑块、挡块和支架上升;⑩挡料装置在齿轮减速三相异步电动机、链轮、工业用传动链条的带动下,向裁纸机构纸床方向移动,将挡块移动至铝型材的侧面阻挡铝材;上料装置在齿轮减速三相异步电动机、链轮、工业用传动链条的带动下,向裁纸机构纸床反方向移动,铝型材由于自身重力和挡料装置的挡块阻挡作用下,铝型材被放置在裁纸机构纸床的包装纸上;上料装置的气缸动作,带动滑块、支架下降,上料装置复位;挡料装置在齿轮减速三相异步电动机、链轮、工业用传动链条的带动下,向裁纸机构纸床反方向移动;挡料装置的气缸动作,带动滑块、挡块和支架下降;挡料装置复位。图5所示为上料机构运行原理。
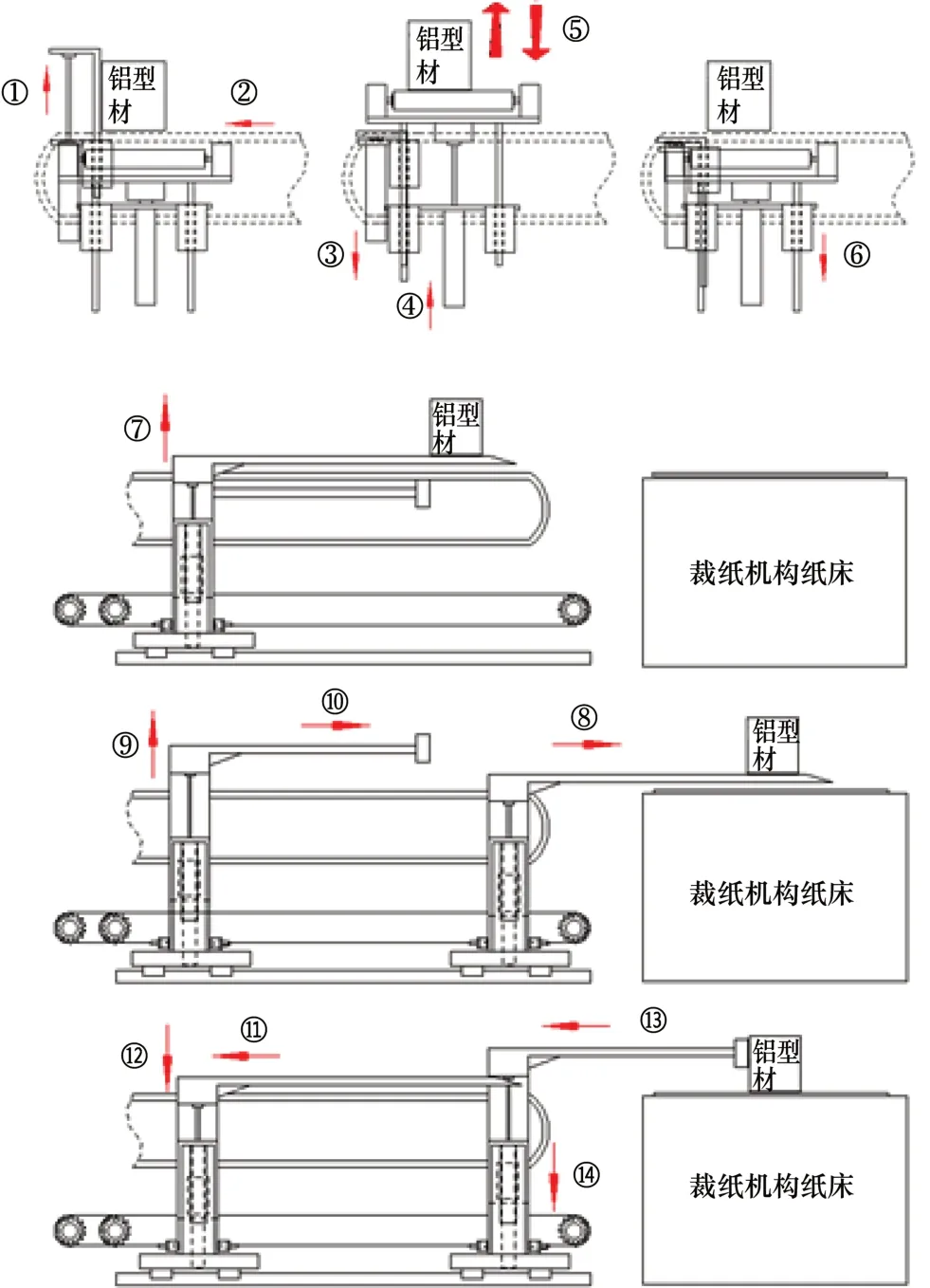
图5 上料机构运行原理
2.2 裁纸机构运行原理
裁纸机构的主要机械结构如图6所示,1为卷筒纸;2为纸皮传送装置,由齿轮减速三相异步电动机、链轮、工业用传动链条和毛毡辊筒组成;3为压纸辊筒,由气缸、支架和毛毡辊筒组成;4为剪纸上刀片,由气缸,支架和剪刀上片组成;5为导向毛毡辊筒;6为剪纸下刀片,固定安装;7为外轨道开合装置,由气缸和轨道片组成;8和9为纸皮夹紧器A和纸皮夹紧器B,由上夹板、下夹板、轴承滚轮、夹紧座、链条连接销和弹簧组成,其中上夹板左右两边各安装两个轴承滚轮,用于沿外轨道内侧运行,下夹板左右两边各安装两个轴承滚轮,用于沿内轨道外侧运行,下夹板两边下端安装链条连接销,用于连接工业传动链条,夹紧座用于连接上夹板和下夹板,弹簧安装在夹紧座内,用于在上夹板的轴承滚轮在没有受到外轨道开合装置挤压或上夹板运行到外轨道隆突处时,使上夹板和下夹板分开复位,从而使纸皮在夹紧器A或夹紧器B上松开;10为外轨道,安装在裁纸机构纸床两边;11为内轨道,安装在裁纸机构辊筒传送架两边;12为工业用传送链条,通过齿轮由同步伺服电机带动,由编码器检测单次裁纸的长度。

图6 上料机构主要机械结构
图7所示为裁纸机构运行原理。①为卷筒纸的纸皮在纸皮传送装置的带动下,通过压紧辊筒、导向毛毡辊筒、剪纸上、下刀片,穿入纸皮夹紧器A;②外轨道开合装置的气缸动作,拉动轨道片向下运动,压紧纸皮夹紧器A上夹板两侧的轴承滚轮,使上夹板和下夹板咬合,纸皮被夹紧在纸皮夹紧器A上;③工业用传动链条在同步伺服电机的带动下,带动纸皮夹紧器A将纸皮被拉直在裁纸机构纸床上面;④压纸辊筒将纸皮压紧;⑤剪纸上刀片动作,将纸皮裁断;⑥外轨道开合装置向上动作,进行复位;⑦工业用传动链条在同步伺服电机的带动下,带动纸皮夹紧器A继续向前运行,到达外轨道隆突处时,使上夹板和下夹板分开复位,从而使纸皮松开,将纸皮放置在裁纸机构纸床上面;下一张裁纸将由纸皮夹紧器B进行牵引并裁断,进行轮流交替,提高了裁纸的效率。图7为裁纸机构运行原理。

图7 裁纸机构运行原理
2.3 三工位折纸包装机构运行原理
图8 所示为三工位折纸包装机构主要机械结构,3A、3B、3C为折纸包装装置,内部结构相同;3D和3E为挡料装置,内部结构一样,由气缸、辅助杆、支架和挡料板组成;1为皮带轮,由齿轮减速三相异步电动机带动;2为皮带;3为转动圈,4为胶带,通过支架安装在转动圈上;5为上折纸装置,由气缸、辅助杆、支架和胶垫组成;6为侧边折纸装置,有左右两个,由垫胶辊筒、气缸、滚珠直线导轨、滑块组成;7为胶带切断装置,由气缸、轴承、齿轮、齿条和刀片组成;8为胶带夹紧装置,由气缸、轴承、齿轮、齿条和料夹组成。
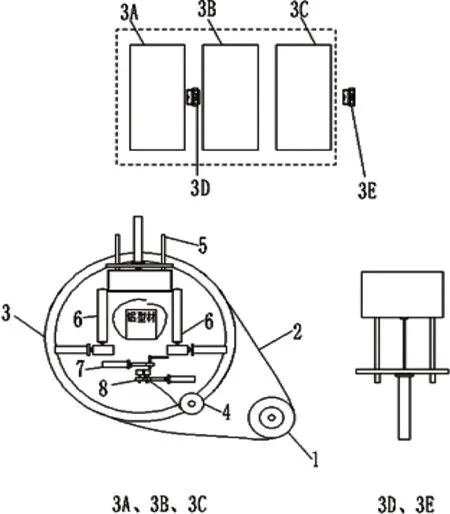
图8 三工位折纸包装机构主要机械结构
图9 所示为折纸包装装置3A、3B、3C工作原理。型材和包装纸由裁纸机构送过来后,触碰挡料装置3D,三工位折纸包装机构的3A折纸包装装置开始工作:①两侧边折纸装置在气缸的作用下,通过滑块推动垫胶辊筒向铝型材方向运动,将铝型材两侧边的包装纸挤压压紧;②上折纸装置的气缸动作,推动胶垫向铝型材方向运动,将铝型材上端面的包装纸挤压压紧;③齿轮减速三相异步电动机运行,带动皮带轮、皮带和转动圈转动,当胶带运动大约3/4周时,胶带已经被捆绑到铝型材的两个面上,电动机停止;④胶带夹紧装置的气缸动作,推动齿条、齿轮,带动料夹旋转张开,胶带端头被松开;⑤齿轮减速三相异步电动机继续运行,带动皮带轮、皮带和转动圈转动,当胶带运动大约1.25周时,电动机停止;⑥胶带夹紧装置的气缸动作,使齿条、齿轮复位,带动料夹夹紧胶带;⑦胶带切断装置的气缸动作,推动齿条、齿轮,带动刀片旋转,将位于胶带夹紧装置和铝型材之间的胶带切断。完成一次折纸捆绑包装后,所有装置均处于复位状态,等待下一次折纸捆绑包装工作。胶带捆绑包装过一道的型材穿过三工位折纸包装机构后,触碰挡料装置3E,此时,3A、3B、和3C同时进行折纸捆绑缠胶带工作。之后,挡料装置3E复位,铝型材进入牵引机构。图9所示为折纸包装装置3A、3B、3C工作原理。

图9 折纸包装装置3A、3B、3C工作原理
2.4 铝型材牵引机构运行原理
图10所示为铝型材牵引机构主要结构图,1为铝型材料夹装置,用于夹紧在铝型材,由气缸、滚珠直线导轨、滑块,带胶垫料夹组成;2为上支架,用于安装料夹装置;3为下支架,用于支撑上支架、安装轴承滚轮、工业用传动链条和旋转气缸;4为旋转气缸,用于旋转上支架,当牵引机构牵引完毕时,无需等待,可快速复位,由气缸和旋转座组成;5为轴承滚轮,安装在下支架下面,每条轨道上面安装两个;6为工业用传动链条,通过齿轮由同步伺服电机带动,由编码器检测单次牵引的长度;7为平面轨道,用于支撑轴承滚轮在铝型材牵引机构上来回运动。

图10 铝型材牵引机构主要机械结构
图11 所示为铝型材牵引机构工作原理。3A、3B、和3C折纸包装装置同时进行折纸捆绑缠胶带工作完成后,①挡料装置3E的气缸动作,带动挡料板向下运动;②两料夹装置的气缸动作,带动带胶垫料夹向铝型材方向运动,将铝型材夹紧;③工业用传动链条在同步伺服电机的带动下,带动牵引机构和铝型材向前运行,由编码器计算牵引的距离,当牵引至一定距离时停止,3A、3B、和3C再次同时进行折纸捆绑缠胶带工作,缠胶带工作完毕后,同步伺服电机再次启动,带动链条将牵引机构和铝型材牵引至自动装框机构的传送料架的末端;④两料夹装置的气缸动作并复位,将铝型材松开;⑤旋转气缸动作,将牵引机构上支架顶起来,远离自动装框机构的传送料架和铝型材;⑥同步伺服电动机启动,带动链条将牵引机构牵引至挡料装置3E后端。之后牵引机构的各装置和挡料装置3E复位,完成牵引的工作。

图11 铝型材牵引机构工作原理
2.5 铝型材自动装框机构运行原理
铝型材自动装框机构主要机械结构如图12所示,1为传送料架,由毛毡辊筒和支架组成;2为毛毡同步带;3为上料装置,由上升气缸、抬料板、导杆、移动气缸、滚珠直线导轨、滑块和支架组成;4为支撑装置,用于铝型材装框时将铝型材分层放置,由圆柱直线导杆、滑块、支撑架、支撑胶垫条、链轮、工业传动链条和齿轮减速三相异步电动机组成;5为推料装置,用于将毛毡同步带末端,在支撑装置支撑架上的铝型材推移至支撑胶垫条上面,由气缸、圆柱直线导杆、滑块、支架和单向挡板组成;6为液压升降台,用于将支撑装置的支撑胶垫条上的整层铝型材放置到料框上,由液压站、剪刀叉、液压油管、液压油缸、上下支撑架组成;7为铝型材料框。

图12 铝型材自动装框机构主要机械结构
铝型材自动装框机构运行原理如图13所示。牵引机构将铝型材牵引至自动装框机构的传送料架的末端后,①上料装置的上升气缸动作,将铝型材提升;②移动气缸动作,将铝型材移动至毛毡同步带上方;③上升气缸下降,将铝型材放置在毛毡同步带上;④移动气缸复位;⑤毛毡同步带运动将铝型材运输至支撑装置的支撑架上,在经过推料装置的单向挡板时,将其压下,离开后因其自身重力自动复位;⑥推料装置气缸动作,带动滑块、支架、单向挡板向前运动,将铝型材从支撑装置的支撑架上转移至支撑胶垫条上;⑦当支撑胶垫条上铝型材数量达到时,齿轮减速三相异步电动机启动,使支撑胶垫条向后移动,将整层的铝型材放置到液压升降台的上支撑架上;⑧液压升降台设定高度下降;⑨支撑装置的齿轮减速三相异步电动机启动,使支撑胶垫条向前移动,为支撑整层铝型材做分层准备;⑩当液压升降台上的铝型材层数达到设定层数时,液压升降台下降,将多层的铝型材放置到料框上,自动装框完毕。

图13 铝型材自动装框机构运行原理
3 应用效果分析
高效率铝型材自动包装生产线投入车间生产使用后,可以包装的铝型材最大长、宽、高规格分别为7500 mm、350 mm和300 mm,包装纸和铝型材端面的误差在±3 mm以内,比传统铝型材包装装置/生产线的包装误差±10 mm,包装平整性提高70%,平均铝材最大包装速度可以达到270捆/h,比传统铝型材包装装置/生产线的180捆铝材/h,包装效率提高50%。彻底解决了传统铝型材包装装置/生产线设备性能率底下、包装效率低和包装效果不平整等一系列问题。
4 结束语
(1)高效率铝型材自动包装生产线的上料机构中比传统铝型材包装装置/生产线的上料机构增加了调整机构,使铝型材包装的平整性大大提高。裁纸机构中采用了双纸皮夹紧器,能大幅度提高裁纸效率。采用三工位折纸包装机构取代传统铝型材包装装置/生产线的多工位挤压折纸机构和单工位缠带包装机构,单捆铝材的包装由原来的7~8次缠带包装改变为3批次包装,大幅提高了包装的效率。铝型材牵引机构中增加气缸旋转装置,能彻底解决铝型材装框上料后,牵引机构才能复位的问题,消除短暂等待时间。
(2)影响铝型材整体包装效率的因素是多方面的,只有从包装机构的设备性能率分析,减少设备的短暂停机时间,才能提高设备综合效率;只有从裁纸、折纸和缠带包装工序提高工艺效率,并增强各工序的联动性,才能有效提高整体包装效率。
(3)因铝型材自动包装生产线机构众多,单个机构装置的损坏或故障,会导致整条包装生产线停机。设计时应尽量将机构合并、减少和优化。
猜你喜欢
世界有色金属(2021年3期)2021-12-04
上海建材(2021年3期)2021-02-12
铝加工(2020年1期)2020-12-19
现代装饰(2019年12期)2020-01-19
汽车维护与修理(2019年1期)2019-07-09
模具制造(2019年4期)2019-06-24
作文大王·笑话大王(2019年2期)2019-01-23
中国金属通报(2019年1期)2019-01-04
科技创新导报(2016年9期)2016-05-14
读者·校园版(2014年7期)2014-05-14
