
一种焊接工装的设计及应用
2022-10-02 08:30陈伟衡袁胜男
科技创新与应用 2022年27期
陈伟衡,袁胜男,张 晔
(西安优耐特容器制造有限公司,西安 710201)
焊接是工业生产中最常用到的一种固定连接方式[1],在焊接连接2个细长轴时,通常将2个细长轴放置在托架上,保持2个细长轴固定不动,焊接人员操作焊枪沿细长轴的圆周方向旋转1周,将2个细长轴焊接为一体达到焊接目的,该焊接方式焊接效率较低,在对细长轴焊接时,细长轴容易在托架上发生滚动,导致细长轴的焊接质量差;且焊接人员操作焊枪旋转1周焊接2个细长轴时,需要变换位置,费时费力,且容易造成2个细长轴焊接不连续,进而导致2个细长轴的连接处焊接质量差[2-3]。所以需要设计一种焊接工装来保证焊接的工作效率及焊接质量。
1 工装结构设计
1.1 焊接工装结构分析
对于轴管,相对来说尺寸较小,管壁较薄,而且焊接后产品的尺寸精度要求也很高。
目前对金属材料的焊接方法主要有:激光焊、电子束焊、等离子焊和氩弧焊等[4]。根据产品成品件、高精度和薄壁件的特点,拟采用激光焊进行焊接[5]。激光焊的特点为高精度、焊接应力低和焊后变形小,适合本产品的要求,但是激光焊对产品的组对及焊接工装要求很高,所以根据产品的实际需求,设计出如图1所示的工装结构。
1.2 焊接工装结构设计
图1为焊接工装的结构示意图,根据产品的实际需求,确定工装各个零部件之间的相对尺寸,最终设计出如图2所示的焊接工装设计图。
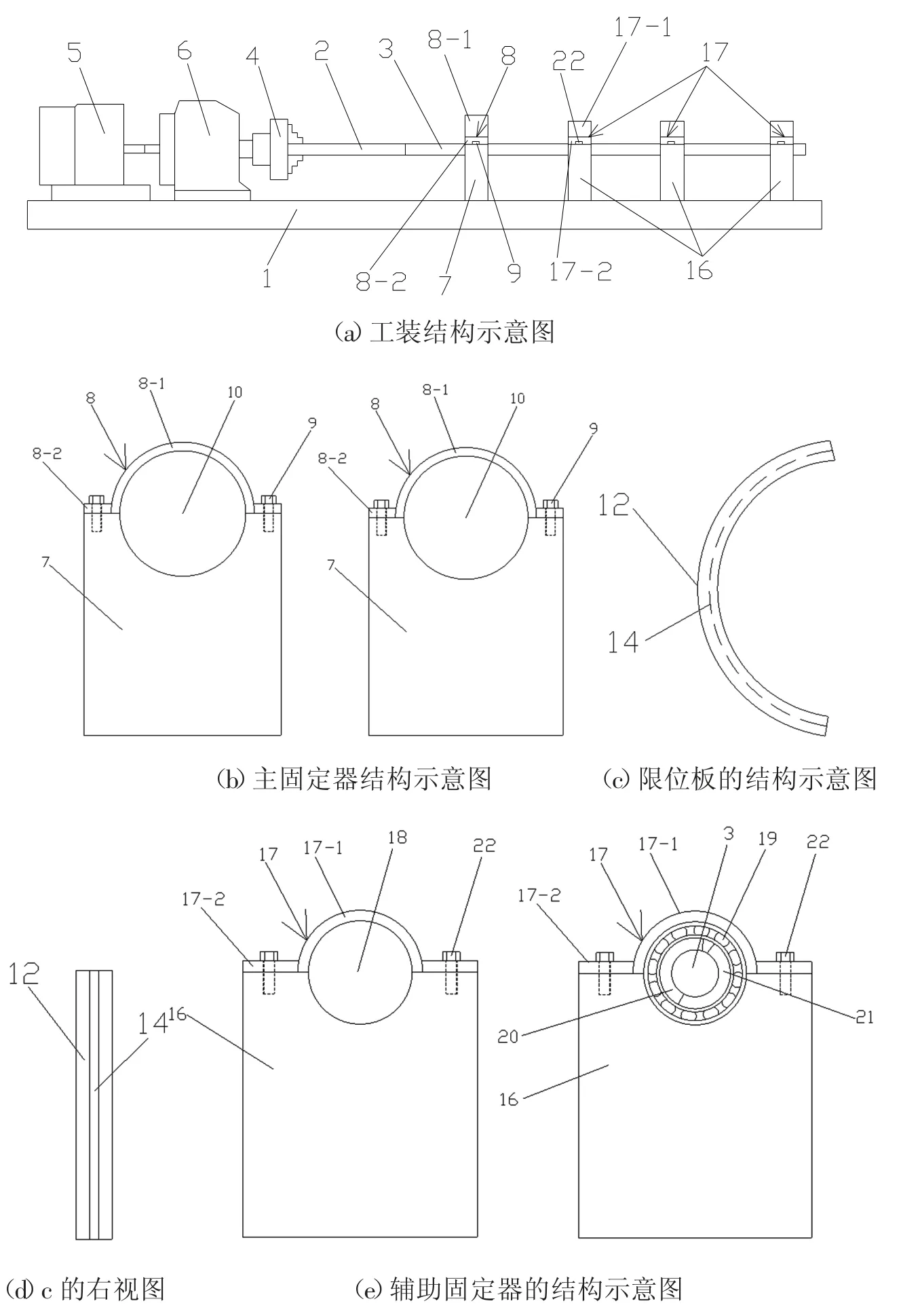
图1 工装结构图
2 激光焊接试验
进行激光焊接试验的轴管材料为TA2,轴管尺寸为直径25 mm,壁厚1.5 mm,轴管长度900 mm。根据图2的工装设计图进行加工,加工后进行激光焊接试验,激光焊接完成后对焊接位置进行力学性能试验,试验结果见表1。

表1 力学性能试验结果

图2 焊接工装设计图(单位:mm)
结果表明,该工装在焊接过程中能够很好地保证焊接质量,力学性能达到了产品的焊接技术要求,然后应用三坐标检测仪器对其进行形位尺寸检测,图3为三坐标进行直线度测量的测点示意图,根据测点测试得到表2的直线度数据。
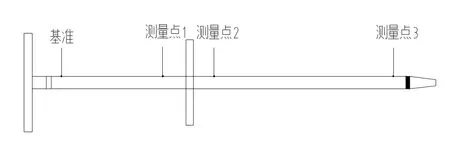
图3 直线度测点示意图
根据表2的直线度测量结果,直线度偏差为-0.14~0.15 mm,可以看出在该工装的辅助下,激光焊接后产品的变形量很小,产品的焊接精度很高。
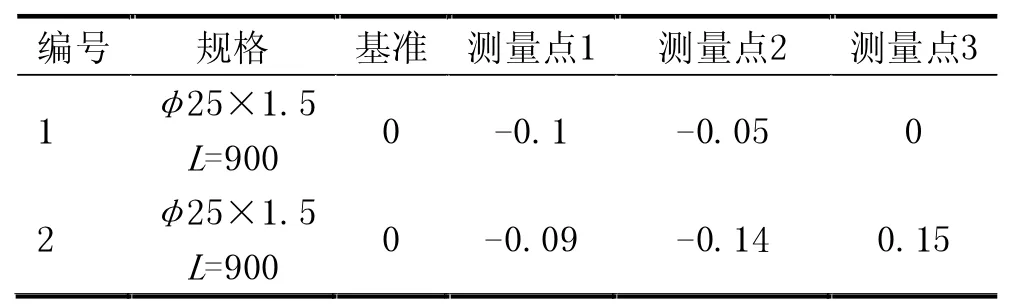
表2 直线度测量结果
3 薄壁轴管振动时效处理
由于激光焊接过程会产生焊接残余应力,需要采取振动时效处理对焊接试验件进行去应力处理,并检测振动时效前后的应力值。数据处理方法如下。
焊缝焊接残余主应力与主应力夹角计算公式
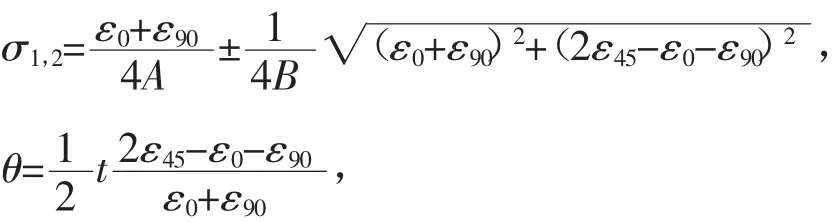
式中:σ1,2为测点的残余主应力,MPa;ε0、ε45、ε90为测点在3个方向上的释放微应变,με;A、B为应变释放系数。
应变释放系数A、B可由Kirsch理论解得
式中:E为构架材质的弹性模量,取0.21×106MPa;μ为构架材质的泊松比,取0.3;a为盲孔孔径;r1、r2为盲孔中心到应变片近孔端、远孔端距离。
测试工艺参数:孔径a为1.5 mm;r1为2.0 mm;r2为4.0 mm。
计算结果见表3。

表3 振动时效前后应力值
振动时效应力测点如图4所示,测量结果表明:时效前,轴管焊缝焊接残余应力不高;振动时效后,轴管焊缝焊接残余应力整体降低40.5%,下降比例相对较大,且分布趋于均匀,达到了时效振动的目的,满足规范JB/T 10375—2002《焊接构件振动时效工艺参数选择及技术要求》的要求,因此对加工过程中工件尺寸精度及应力分布控制有很大的帮助。
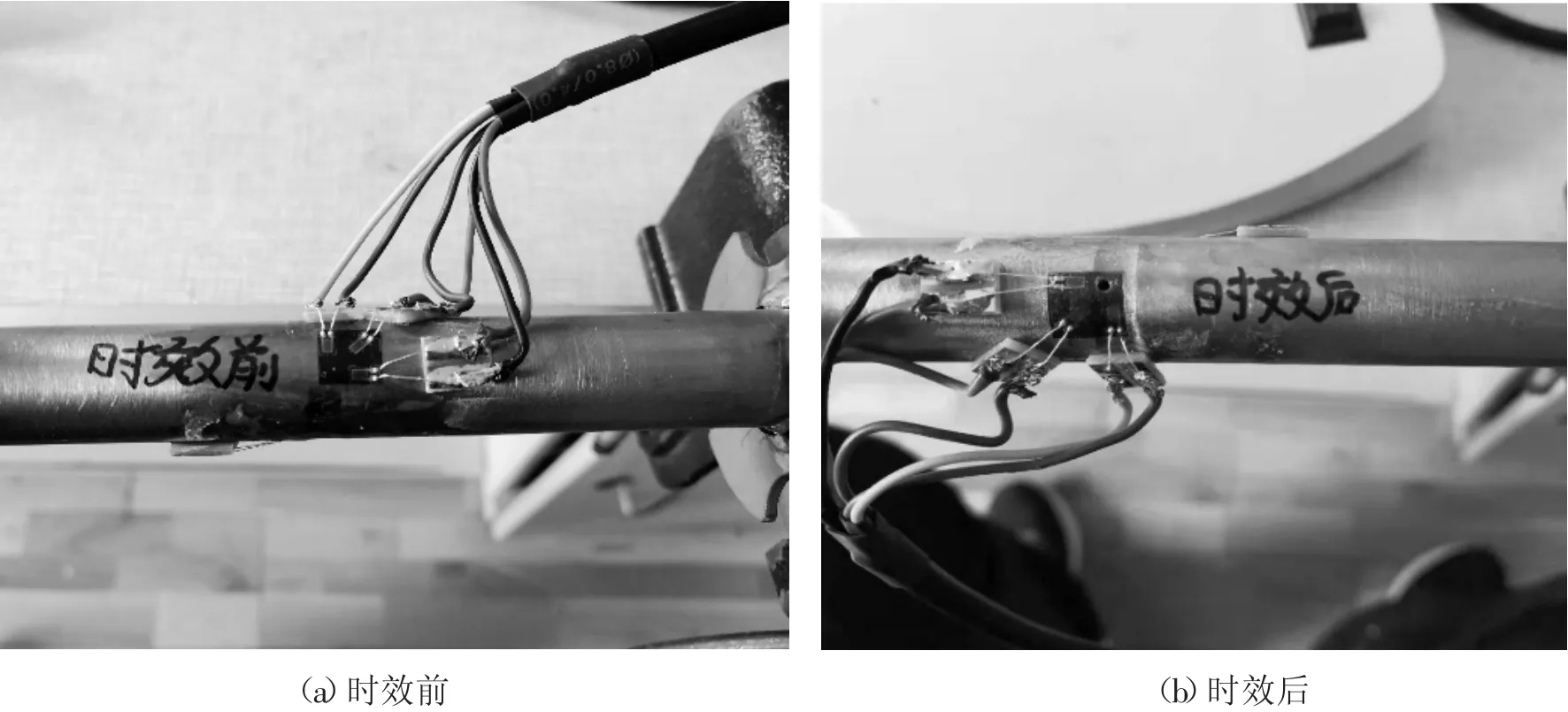
图4 振动时效应力测点实物图
4 结论
(1)在进行焊接作业时,使用此焊接工装,能够很好地完成焊接作业,保证了产品的焊接尺寸精度。
(2)对激光焊接的轴管进行振动时效试验,并且进行应力检测,振动时效前轴管焊缝焊接残余应力不高;振动时效后,轴管焊缝焊接残余应力整体降低40.5%,下降比例显著,且分布趋于均匀,达到了时效振动的目的。
猜你喜欢
军民两用技术与产品(2022年8期)2022-10-10
模具制造(2022年5期)2022-06-27
北京航空航天大学学报(2021年7期)2021-08-13
宇航材料工艺(2021年6期)2021-03-19
小学阅读指南·低年级版(2020年9期)2020-10-12
湖南大学学报·自然科学版(2019年6期)2019-07-26
现代职业教育·职业培训(2019年2期)2019-06-11
Coco薇(2015年10期)2015-10-19
小资CHIC!ELEGANCE(2015年5期)2015-04-24
法制与社会(2009年4期)2009-07-07
