底架组装工装模块化设计与应用
2022-10-03 05:17张孝然肖博玉
制造业自动化 2022年9期
张孝然,肖博玉
(中车唐山机车车辆有限公司,唐山 064000)
0 引言
近年来中国轨道客车行业飞速发展,轨道客车运行速度越来越快、功能越来越多样化。为适应市场需求变化,车体底架结构持续升级优化、底架制造标准不断提高。中国制造2025中也将先进轨道交通装备作为十大重点领域之一。为响应国家号召,公司提出高品质低成本车体制造项目。底架是车体主要大部件之一,高品质低成本底架制造是实现本项目的关键。本文重点从底架工艺装备更替升级的方向研究如何实现高品质低成本底架制造。
1 底架结构与制造工艺
经过多年的轨道客车发展,目前轨道客车已经发展为多种系列多种车型。按照市场需求及制造批量可划分两大类,第一类:大铁路客车(25G、25T、160车),第二类:小品种特殊车型(出口安哥拉车、出口古巴车、双层车、运输车、检测车等)。目前大铁路客车车体底架结构系列化较好整体框架结构相似;小品种特殊车型车体底架结构差异性较大。依据公司近几年生产现状,大铁路客车占整体比例超过70%是后续方案研究优化的重点,同时需要兼顾小品种车的多类型小批量生产需求。
1.1 底架结构介绍
底架是筒型车体结构的重要组成部件,其是车辆承载的主要部件、车下与车内分割部件、车下设备连接的主要部件。底架的结构按照功能可划分为底架框架、底架地板、底架附件三种功能单元。通过以上三种功能单元的配合,组成了完整的底架结构。后续介绍以大铁路客车标准车型160车为示例。
底架框架由牵枕缓、边梁、横梁、纵梁、底架连接件组成。牵枕缓为模块化结构包括枕梁、牵引梁、缓冲梁等结构组成,其是整个底架部分与转向架连接部件、车钩安装部位,是整个车体运行、连挂最重要的部件。底架地板由枕外铁地板、枕梁上盖板、枕内波纹地板组成。底架附件由车下吊座、车电制动附件、铁地板附件等组成。底架整体结构如图1所示。

图1 底架结构简图
1.2 底架制造工艺介绍
依据公司目前制造工艺方案,底架制造主要由次部件制造、底架组成产线制造两个工区进行。次部件制造为底架的各级零部件备料工序,包括下料、折弯、加工、次部件组装焊接等工序完成。底架组成产线制造由底架组装、底架焊接、底架调修三个工序构成。底架组成工艺流程如图2示所示。
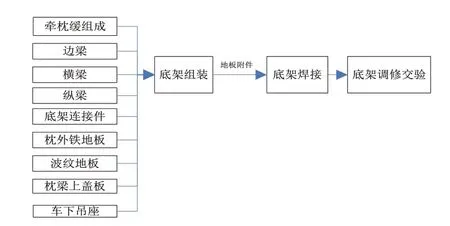
图2 底架组成工艺流程
底架组装工序需要进行牵枕缓、边梁、横梁、纵梁、地板、底架连接件等部件的定位组装,整体零部件数量多、组装精度要求高。底架组装工序是底架组成产线制造三工序中工作量最大、操作最复杂的工序,同时也是决定底架尺寸最重要的工序。为此,在底架工艺提升中,提升底架组装工序制造能力是关键一环。底架组装工装是底架组装工序最关键的工艺装备,底架组装工装的性能直接影响底架组装工序的生产效率及质量。从底架组装工装升级应用是实现高品质低成本底架制造的关键因素。
2 底架组装工装模块化设计
2.1 模块化技术介绍
模块化设计是提高产品性能的一个重要的基本技术。模块化设计可提升产品可升级性,可重用性和可回收性。针对产品设计,产品模块化具有简化产品设计结构和提高装配效率的优点。在产品设计中,确定产品的设计结构是初始设计阶段考虑产品需求的关键程序之一[1]。工装设计采用模块化,可实现工装各个功能模块灵活匹配。当整体结构或局部结构发生变化时,模块化设计的工装能够快速调整结构,仅特殊部位进行部件调整更换,缩短工装设计周期、节省工装设计制造成本[2]。
2.2 工装模块化设计
底架组装工装的模块化设计,应符合底架制造工艺的要求。首先,分析不同类型车辆底架的结构形式,确定底架组装工装功能需求,包括工装调整的尺寸范围和结构特点等。第二,对生产中涉及到的不同底架结构分析,按照底架结构模块划分原则对底架组装工装进行模块划分,确定出底架组装工装的相关模块。第三,对底架工装依据各模块功能单独进行工装模块结构设计,模块设计时预留出各模块之间的接口,并绘制各模块模块结构图。第四,按照底架组装工装各模块间的相互关系,进行模块组合,组合中可依据情况对模块接口形式进行调整优化,确保工装整体一致性。模块化工装的设计流程如图3所示:

图3 模块化底架组装工装设计流程
2.2.1 底架组装工装功能分析
底架组装工装作为底架组装工序的载体工艺装备,在功能上可分为以下三个方面。
1)基本功能:底架生产过程中,满足牵枕缓、边梁、横梁、纵梁、地板、车下吊座等组装定位、压紧需求,满足部件的组装点固空间位置需求。
2)高质高效功能:底架组装工序生产中,各定位装置需定位准确操作简单、压紧装置需压紧牢固操作简单,底架组装工序完成后快速去除各项限制装置,方便底架吊运出工装。
3)柔性化功能:底架组装工装可满足不同类型底架组装工序需求,即满足不同长度、不同宽度的底架在同一套设备进行底架组装需求,提升工装柔性化,提升底架组装工装的使用率。
目前行业内应用的底架组装工装基本功能都可满足,高质高效功能在不同结构工装存在一定差异,但工装柔性化功能普遍较低。当进行特殊小品种车底架生产时,需要新采购底架组装工装,整体费用高、时效性低、工装利用率低。在本底架组装工装设计中应用模块化设计理念,确保底架组装工装同时具有以上三方面的功能,用1套底架组装工装满足后续所有类型底架组装工序生产需求。
2.2.2 底架组装工装模块划分
从模块化划分的角度既要考虑满足大部分顾客所需产品功能的需求,而且还需考虑不同用户对不同产品的个性化要求[3];同时模块划分时又不能使模块的结构过于复杂和昂贵,以免提高制造的难度和成本[4]。
底架组装工装应具有的三个方面功能,同时依据产品模块化划分的原则,将底架组装工装划分为5个模块。5个模块分别为:整体框架模块、牵枕缓组装模块、中部支撑框架模块、部件定位装置模块、底架中心标识模块。
整体框架模块是底架组装工装主体模块,其是工装与地面的连接模块,同时起到对边梁、横梁等支撑、压紧作用;牵枕缓组装模块是底架组装工装两端的部分,起到保证牵枕缓组成部件组装、定位、压紧的功能;中部支撑框架模块是底架组装工装的中间模块,起到对底架中间各种纵梁、底架连接件、车下吊钩等的支撑功能;部件定位装置模块是底架组装工装柔性化功能单元,可依据不同的单位需求灵活设计各种定位装置,起到底架各种横梁、纵梁等零部件定位功能;底架中心标识模块是底架组装工装的基准模块,起到为整个工装及组装工序提供基准位置的功能。
2.2.3 底架组装工装模块设计
底架组装工装的模块结构设计按照模块划分进行。依据模块划分及各模块的功能,确定出底架组装工装的整体结构布局方案如图4所示。整体结构图明确了各个模块的相互关系,为各模块结构设计提供了基本的结构信息。其中部件定位装置模块没有固定的位置,可根据部件定位需求布置。

图4 底架组装工装整体结构布局图
1)整体框架模块结构设计:整体框架模块由地基轨道(件号1)、气动顶紧压紧机构(件号2)、顶紧机构(件号3)、手工压紧机构(件号4)、整体框架(件号5)、支撑T型槽(件号6)六部分组成。地基轨道是底架组装工装与地面连接件,其布置了横向行走T型槽,可实现工装宽度范围调整;整体框架是地基轨道与上部结构的连接件,由T型槽、齿条结构构成。通过T型槽、齿条结构可实现上侧的气动顶紧压紧机构、顶紧机构在工装全长度范围内调整移动。气动顶紧压紧机构、顶紧机构、手工压紧结构三个结构共同起到边梁的定位、压紧功能。整体框架模块结构示意图如图5所示。
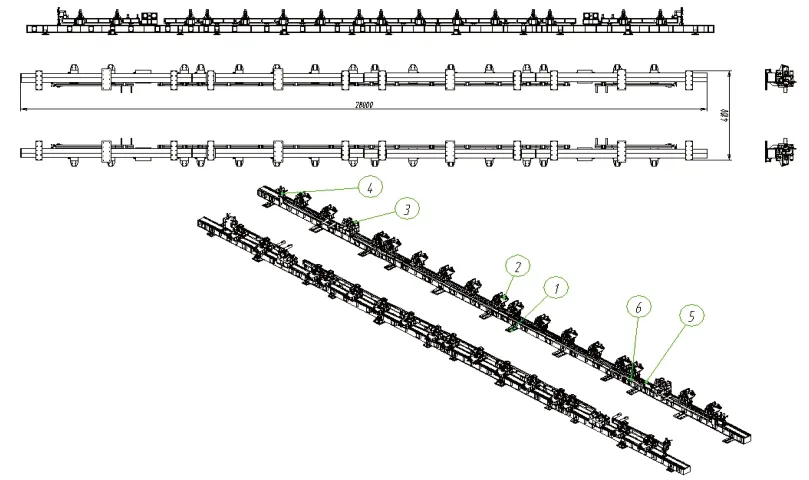
图5 整体框架模块示意图
2)牵枕缓组装模块:牵枕缓组装模块需满足牵枕缓组成的各项组装、压紧需求。牵枕缓组装模块由枕梁定位支撑装置(件号1)、缓冲梁定位压紧装置(件号2)、牵引梁定位支撑(件号3)、滑动轨道(件号4)四部分组成。枕梁定位支撑装置采用中心销定位(四分之一圆销),并采用枕梁下面平台支撑结构形式。缓冲梁定位压紧装置,通过端部顶紧实现底架长度的控制、通过上部压紧装置实现牵枕缓压紧。滑动轨道是本模块柔性设计的一部分,当底架长度变化,牵枕缓组装位置变化后,前3个部分都可以在滑动轨道进行纵向移动,满足不同长度底架使用需求。牵枕缓组装模块结构示意图如图6所示。
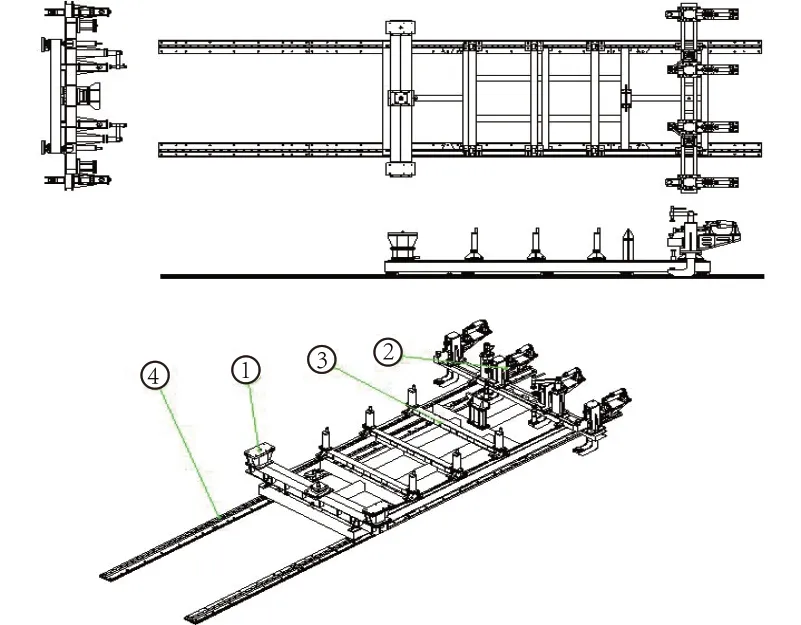
图6 牵枕缓组装模块示意图
3)中部支撑框架模块:中部支撑模块需实现对底架中间部位各零部件(横梁、纵梁等)的支撑作用,中心支撑框架模块由T型槽铸铁结构(件号1)、支撑框架结构(件号2)两部分组成。T型槽铸铁结构为横梁、纵梁等底架中间部位零部件支撑件,T型槽的结构方便布置各种横梁、纵梁定位装置布置。中部构架模块示意图如图7所示。
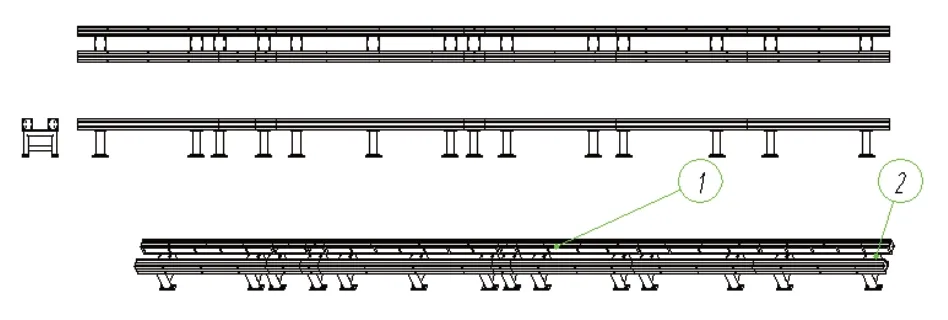
图7 中部框架模块示意图
4)底架中心标识模块:底架中心标识模块是底架组装工装及底架组装工序的尺寸基准。底架中心标识模块由纵向中心标识(件号1)、枕梁中心标识(件号2)、横向中心标识(件号3)、横向中心拉线装置(件号4)四部分组成。在底架组装工序,通过中心标识可以有效的为部件组装提供尺寸基准,确保组装尺寸正确性。底架中心标识模块布置如图8所示。

图8 底架中心标识模块示意图
5)部件定位装置模块:部件定位装置模块由多种多样的零部件定位装置组成,包括横梁定位装置、纵梁定位装置、车下吊座定位装置、裙板吊座定位装置等。部件定位装置结构形式根据连接位置设计出相关接口,常用的几种部件定位装置如图9所示。
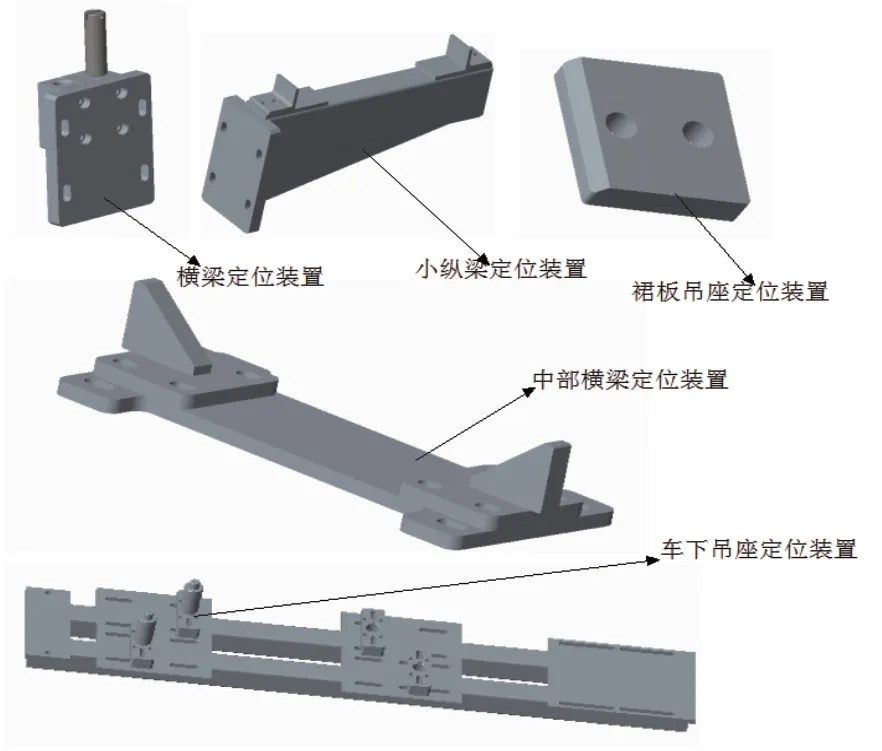
图9 常用部件定位装置结构图
2.2.4 底架组装工装模块组合
底架组装工装由5模块共同组成,对5个模块三维图纸进行组合,组合后底架组装工装整体结构如图10所示。底架组装工装的主要技术参数及底架应用范围如表1所示。
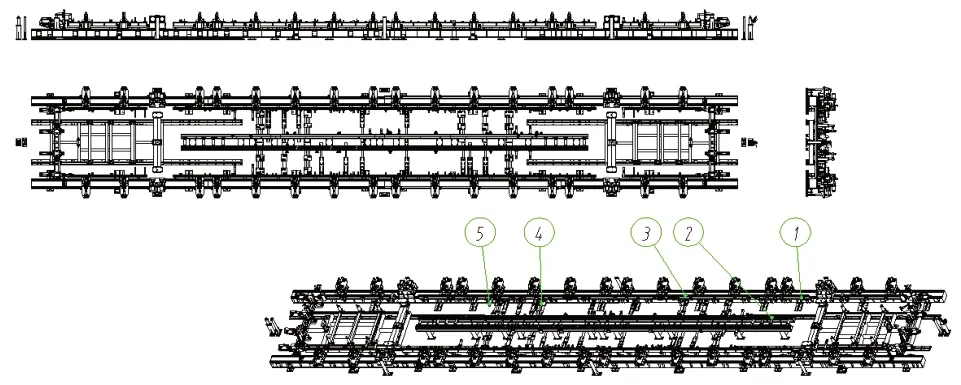
图10 底架组装工装整体结构图
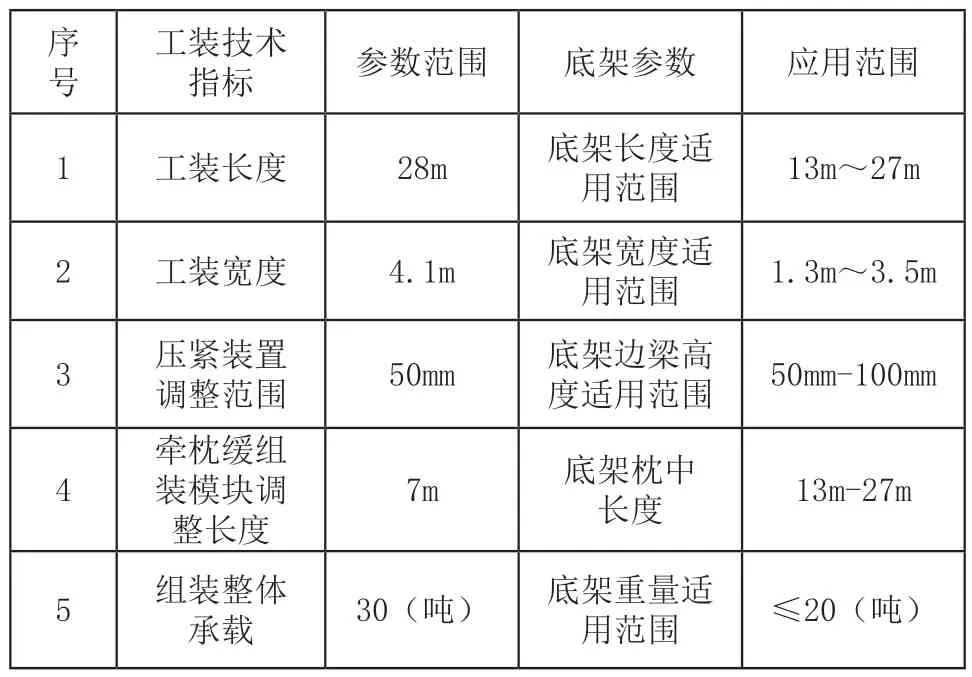
表1 底架组装工装主要技术参数
2.3 底架组装工装模拟仿真模拟应用
底架组装工装的结构设计完成后,在实际工装图纸定版生产前,采用三维软件进行底架组装工序模拟组装,通过模拟组装过程分析各模块的匹配性、组装工序的可操作性、底架吊运出入底架组装工装的便利性等。底架组装工装在底架组装完成后状态如图11所示(图中隐藏底架地板)。通过以上模拟组装过程分析,底架组装工装具有设定的三项功能,达成了工装设计目标。

图11 底架组装完成后底架组装工装状态图
3 底架组装工装生产应用及优化
3.1 底架组装工装生产应用
底架组装结构设计完成后,进行了工装制造及现场安装调试,并首次应用于160车型底架组装生产。在首批次底架生产中取得了预期的效果,底架组装工序工作效率提升15%、底架组装质量明显提升。底架组装工装更换前后分别跟踪记录1列车底架生产过程,人工效率及底架交付质量详细对比如表2,底架组装工装生产应用状态如图12所示。

图12 底架组装工装生产应用状态图
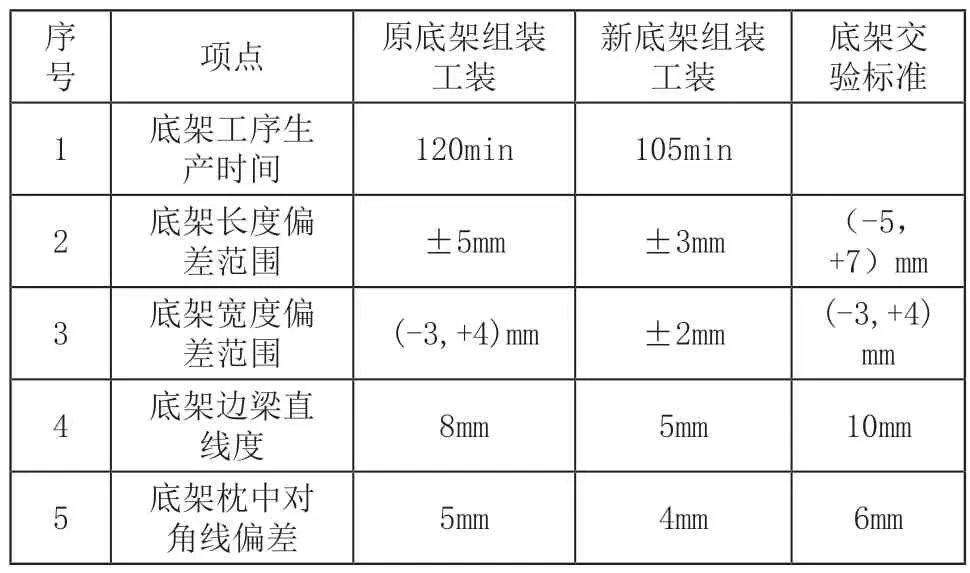
表2 底架组装工装对照表
第二批次应用于小品种车型(出口安哥拉车)生产,由于底架长度、宽度、枕中长度变化,底架组装工装各模块分别进行了调整,调整后顺利应用于底架生产。
3.2 底架组装工装结构优化改进
在第二次小品种车批量生产时,底架组装工装由于底架枕中长度变化,引起枕梁中心标识调整。由于中心基准尺寸调整要求高、调整过程工作量大。为此依据生产应用需求,进行枕梁中心标识的结构优化,原有的枕梁中心标识设定为固定枕梁中心标识,同时在牵枕缓组装模块增加配置活动枕梁中心标识(仅非标准枕中长度使用)。大铁路客车或标准枕中长度车辆底架生产时,以固定枕梁中心标识为准,特殊底架结构需要进行枕梁中心标识位置变化时,调整牵枕缓模块新增加的枕梁中心标识,满足特殊车辆枕梁中心组装基准需求。
通过以上枕梁中心标识结构优化,底架组装工装柔性化更好,在特殊结构底架生产时,底架组装工装的调整工作量更小。
4 结语
目前底架组装工装已经先后应用于4批次,超过200辆车车体底架生产,取得了预期的效果。后续将以本工装的模块化设计及工装升级为示范,逐步推向车体车间其他工艺装备。通过工艺装备设计理念的升级,逐步实现全车体车间的高品质低成本车体制造指标。
猜你喜欢
军民两用技术与产品(2022年8期)2022-10-10
模具制造(2022年5期)2022-06-27
科技与创新(2022年6期)2022-03-24
小猕猴智力画刊(2021年2期)2021-02-22
汽车维修与保养(2020年11期)2020-06-09
科学与财富(2020年6期)2020-05-19
小学语文教学·会刊(2019年2期)2019-09-10
大经贸(2018年12期)2018-02-20
文教资料(2017年15期)2017-09-18
科技视界(2016年24期)2016-10-11