天然气部分氧化法生产合成氨工艺的问题及对策
2022-10-10 13:03雷炳莲许忠义陈美岭
盐科学与化工 2022年9期
雷炳莲,许忠义,陈美岭
(1.青海盐湖工业股份有限公司,青海 格尔木 816099;2.国家盐湖资源综合利用工程技术研究中心,青海 格尔木 816099;3.青海省盐湖资源综合利用重点实验室,青海 格尔木 816099;4.青海汇信资产管理有限责任公司,青海 格尔木 816099)
氨冷冻是合成氨生产工艺中最重要的工艺之一,也是使用最广泛的工艺之一。青海盐湖100万t钾肥综合利用项目合成氨装置,在运行中出现了冷氨泵电流瞬间超高的现象,导致泵停止运行。氨冷器和氨分离器液位长期处于忽高忽低状态,导致氨压机频繁跳车、液氨闪蒸槽安全阀频繁起跳,直接影响了整套装置的稳定运行。文章主要分析了导致压缩机频繁跳车的原因及解决问题的方案,为整套装置的连续稳定运行提供了技术保障。
2 项目背景
青海盐湖100万t钾肥综合利用项目于2005年开始建设,2010年建成试生产,项目落地于我国最大的钾镁盐湖——察尔汗盐湖。察尔汗盐湖是整个柴达木盆地中最低洼的地带,是我国最大的可溶性钾镁盐矿床。总面积为5 856 km2,海拔为2 680 m,蒸发量为降水量的140多倍,日照时间长,辐射能量大,空气含氧低,自然环境十分恶劣,有“地球上的月球”之称。湖区内各类盐矿物总储量超600亿t,其中已探明的氯化钾表内储量16.5亿t,氯化锂储量8 246万t,均占会国首位。并伴生有锂、硼、溴、碘,铷、铯等元素,整个盐湖潜在开发价值达12万亿元以上。盐湖开发和综合利用具有广阔的发展前景,在国民经济中占有十分重要的地位。随着国家西部大开发首批十大重点工程之一的青海盐湖100万t钾肥项目于2008年建成投产,察尔汗盐湖资源的开发进入了一个新阶段,青海盐湖工业集团已从单一的氯化钾产品向氢氧化钠、合成氨、尿素、PVC等石油天然气盐湖化工结合的下游产品发展。青海盐湖100万t钾肥综合利用项目主要包括12万t/a氢氧化钾、72万t/a碳酸钾、10万t/a聚氯乙烯、19万t/a合成氨、33万t/a尿素及其配套工程。
年产19万t合成氨装置以天然气部分氧化法生产乙炔产生的尾气为原料,采用了低能耗、加压催化转化法生产合成氨。其主要工艺流程为:脱硫造气、中低温变换及甲烷化、脱碳工序、压缩工序、氨合成和驰放气回收、氨冷冻系统、液氨罐区。其中,氨冷冻是合成氨生产工艺中最重要的工艺之一,也是使用最广泛的工艺之一,其作用是进一步降低氨合成塔出来的合成气的温度,将合成气中的氨和氢气、氮气分离,主要由氨冷器、氨分离器、氨压缩机、氨冷凝器、液氨贮槽和冷氨泵组成。该装置在投产运行过程中,出现了冷氨泵电流瞬间超高,泵停止运行,氨冷器和氨分离器液位长期处于忽高忽低状态,导致氨压机频繁跳车、液氨闪蒸槽安全阀频繁起跳。现场技术人员根据实际运行情况,从工艺、设备、操作等方面对该问题进行了全面分析,制定了解决方案,并逐步实施后取得了良好效果。
1 合成氨工艺简述
从合成气压缩机来的合成补充气,通过补充气氨冷器冷却到7℃,气体中的冷凝水在补充气分离器中分离排出。分离水后的合成补充气与来自1#氨分离器的合成循环气汇合,在2#氨冷器中进一步冷却到-6 ℃,进入2#氨分离器将冷凝的氨分离出来。分离氨后的合成气经过冷交换器回收冷量后去合成气压缩机的循环段,压缩到约14.2 MPa回到合成工序。流程见图1。

图1 氨合成系统新鲜气流程
压缩机来的合成气在进出塔换热器中预热后进入氨合成塔进行氨的合成反应。合成塔出口的高温气体先经合成废热锅炉回收热量,产生2.5 MPa的中压蒸汽,然后再进入合成锅炉给水预热器、进出塔换热器回收热量后,在合成水冷器中用循环冷却水冷却到38 ℃,然后经冷交换器、1#氨冷器冷却,部分氨被冷凝并在1#氨分离器中分离出来,1#氨分离器出口的合成气有一部分作为弛放气排离系统,剩余的大部分合成气与补充气一起进入2#氨冷器进一步冷却到-6 ℃,在2#氨分离器中再次分离氨后循环使用。流程见图2。

图2 氨合成系统循环气流程
1#氨分离器与2#氨分离器分离下来的液氨在液氨闪蒸槽中降压闪蒸,除去大部分溶解的合成气后,液氨分别进入补充气氨冷器和1#氨冷器。2#氨冷器的液氨从1#氨冷器来。从补充气氨冷器中抽出少量液氨到2#氨冷器、从2#氨冷器抽出少量液氨经冷氨泵加压后送到液氨贮槽的洗涤段,以使氨冷器中的微量水分不积累。为防止惰性气体在系统中积累,补充新鲜气之前,在系统中抽出少量合成气作为弛放气,以保持系统惰性气体平衡[2]。流程见图3。

图3 氨合成系统液相流程
氨压缩机为离心式压缩机,由电机驱动。来自氨冷器壳侧的气氨进入氨压缩机,压缩至约。压缩机出口的气氨,经氨冷凝器冷却、冷凝为液氨,冷凝下来的液氨自流至液氨贮槽,然后经热氨产品泵送往尿素装置,尿素装置停车的时候液氨送往液氨贮罐。
2 运行过程中出现的问题及原因分析
合成氨装置氨合成和驰放气回收、氨冷冻在装置运行负荷50%以上时一直运行平稳,但是在装置负荷降至30%时,就会出现如下情况:
(1)出现冷氨泵电流瞬间超高,泵停止运行,岗位人员对备用泵启动,也是无法启动,打开排气阀进行排气,启泵,泵运行几分钟后,又停运。氨冷器、氨分离器无法保持正常的液位,氨冷器的气相系统出现气带液的情况,导致氨压缩机跳车[3],致使合成氨装置被迫停车处理,车间领导与会讨论后将原有冷氨泵由立式泵更换为屏蔽泵,但是在后续的生产中冷氨泵在前系统低负荷运行时依然频繁停运。
(2)氨冷器和氨分离器液位长期处于忽高忽低状态,导致氨压机频繁跳车、液氨闪蒸槽安全阀频繁起跳。
(3)合成氨装置设计装置满负荷时乙炔尾气的进气量为54 985 m3/h产氨23.75 t/h,装置负荷降为30%时,氨产量仅为7 t/h。由于合成氨的原料是上游天然气部分氧化法生产乙炔产生的尾气,因此合成氨装置负荷受乙炔装置的影响较大,而乙炔装置由于工艺的特殊性,长期频繁处于低负荷状态,使得乙炔装置长时间处于低负荷运转,因此氨冷冻系统的正常运行也受到限制;在低负荷情况下,一方面合成气中产生的液氨减少,另一方面气氨所带的热量降低,导致氨冷冻系统中液氨量下降,氨冷器、氨分离器无法保持正常的液位,氨冷器的气相系统出现气带液的情况,液相系统出现液带气的情况,氨压缩机作为压缩气体的设备一旦气体带液就会造车压缩机叶轮的损坏,导致氨压缩机频繁跳车;冷氨泵作为输送液体的设备,液体带气进入设备就会出现气缚现象。
氨分离系统由氨冷器、气液分离器、阀门、仪表、冷氨泵、氨压缩机等组成。为了提高氨分离效果,氨分离器液位保持在40%~50%,压力保持在0.18 MPa~0.24 MPa左右,分离器气相返回氨压机,液相通过节流阀直接进入冷氨泵。分离器液位和压力的控制要在适宜的范围内,液位太高造成闪蒸空间不足,气相无法完全分离,液位太低,在负荷波动时无法及时调整造成气氨进入冷氨泵,无法实现分离作用。
3 解决方案
(1)在2#氨分离器和冷氨泵之间增设气液分离器,在氨冷凝器与1#氨冷器和2#氨冷器之间增设防喘线以及采用信息采集控制系统远程控制的方法,解决现有氨冷冻系统中,冷氨泵容易发生气缚和氨压缩机频繁跳车的技术问题。在2#氨分离器和冷氨泵之间增设气液分离器,通过对2#氨冷器的液氨做进一步的分离,减少液氨中的气相组分,保证冷氨泵正常运行。
(2)在氨冷凝器与1#氨冷器、2#氨冷器之间分别增设防喘线,使氨冷凝器中的气氨通过1#氨冷器和2#氨冷器后进入氨压缩机,以防氨压缩机发生喘振、避免氨压缩机跳车;采用信息采集控制系统远程控制氨冷冻系统中阀门开度,确保氨冷冻系统安全稳定运行。
(3)采用PLC控制的液氨气液分离罐的液位,液氨气液分离罐的液位和压力通过DCS远程直接控制,根据液氨气液分离罐的液位控制进冷氨泵的液氨量,保证了冷氨泵的正常运行。改造后合成氨工艺流程见图4。
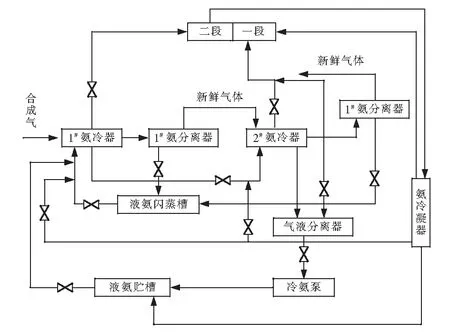
图4 改造后合成氨工艺流程
4 结语
通过增加气液分离器和改变压缩机防喘阀的位置,氨冷冻系统在装置低负荷情况下,运行正常,各氨冷器液位正常,氨冷器、氨分离器的压力和液位、冷氨泵的电流均在指标范围内。采取上述措施后,合成氨装置已运行多年,整个氨冷冻系统在装置低负荷情况下运行正常,没有出现过因冷氨泵频繁停机导致合成氨装置停车;且加强监控后,氨冷冻系统的电能消耗量也大幅度降低,表明采取的措施及改造取得了良好的效果,为装置长周期、稳定运行提供了保障。通过以上的一系列措施和方案,虽然基本上解决了氨压缩机频繁跳车的问题,但此问题仍需探究,以期进一步实现整套装置的连续稳定运行。
猜你喜欢
分子催化(2022年1期)2022-11-02
科技视界(2022年7期)2022-04-11
车用发动机(2021年5期)2021-10-31
山东工业技术(2018年10期)2018-06-26
科学与财富(2017年32期)2017-12-20
中小企业管理与科技·下旬刊(2017年8期)2017-09-13
计算机辅助工程(2014年4期)2014-09-18
新媒体研究(2014年13期)2014-07-31
中国高新技术企业·综合版(2013年6期)2013-07-31
西安交通大学学报(2009年3期)2009-04-20