超大型升降机安装辅助工装研究
2022-10-14 07:44袁博王玲奇
中国水运 2022年9期
袁博,王玲奇
(沪东中华造船(集团)有限公司,上海 200129)
超大型升降机(以下简称升降机)是大型船舶进行不同甲板层间重型物资调度的关键设备,其静态运载能力达30 吨,而其组件中液压机基座和升降机导轨对安装精度要求极高,其正确可靠的安装将直接影响升降机的使用和生命周期。升降机各组件的安装受船舶结构搭载、精度控制、项目检验等多种因素影响,本文针对液压机基座和升降机导轨在安装中使用的辅助工装即平面度加工工装、液压机安装模板工装、导轨固定调节工装和导轨安装测量工装进行研究,结合在施工过程中的经验,对设备安装辅助工装的技术重点进行阐述。
1 液压机安装辅助工装
液压机长宽高约15mx1.6mx1.8m,重量较重,其基座安装面多达26 个且为非连续安装面,安装面由下方焊接垫片和上方调整垫片组成,中间为斜切面。为了保证超长行程液压组件的正常运转,防止因安装面不平导致的油缸磨损等问题,液压机各安装面需要保证其平面度达到0.2mm 的高精度。为了更高效的达到工艺要求的精度,平面度加工工装和液压机安装模板两个独立子工装应用于该液压机安装。

图1 液压机底座安装面示意
1.1 平面度加工工装
平面度加工工装主要为了保证多块焊接垫片上表面具有一致的平面度,以减小调节垫片的人工精加工工作量。其可以一次性加工液压机上的所有焊接垫片,该工装取代了现场人工拂配的工作,精度高,完成了斜切面一次性机加工,很大程度上提高了现场施工效率,保障了调节垫片拂配和最终达到安装面精度要求。
平面度加工工装除需保证本船液压机焊接垫片的平面加工以外,还要考虑到其他常规结构平面加工的需求,具有相应的兼容性。其需要满足如下特殊功能要求:
(1)应适宜在船舱内吊装、测量定位、移位、加工,并可直接在甲板上进行调整、固定;
(2)具有加工基座水平垫片及倾斜垫片的功能;(3)加工所有垫片过程中,移动调整次数不超过4 次;
(4)加工精度:表面粗糙度≤Ra3.2um(铣削);
(5)可移动式,并固定在工件侧面;
(6)可180°旋转加工另侧面工件平面;
1.1.1 平面度加工工装组成方案
根据液压基座平面加工要求,基座平面度辅助加工装置主要由固定基座、升降立柱、床身转台方滑枕组件、动力单元组件、横向伺服驱动装置、纵向驱动装置、旋转伺服驱动装置、电控系统及附件等组成。整体式床身结构可以提升铣削装置的结构刚性强度精度,减少变形和铣削时振动,从而提高加工精度。
1.1.2 平面度加工工装动力系统
液压机基座平面度辅助加工装置的动力系统各部分组成见图2。

图2 基座平面度辅助加工装置组成
动力系统是铣削装置提供主切削运动及垂直进给运动的部件。X 向驱动采用伺服电机实现转台的横向移动;Y 向驱动采用伺服电机实现动力单元纵向移动;Z向手动微调由丝杆传动实现调节上下Z 向移动;B 轴驱动实现动力单元组件的B 轴旋转回移。
装置横向床身上两端有4 处放置激光射线水平调整装置平台,水平调整主要由装置用调整垫铁、连接等高架、螺栓固定垫板协动调整。
1.1.3 平面度加工工装电气系统
加工装置采用3 相四线制380V 交流供电,频率50Hz,具有过载、短路保护功能,内部进行电压变换,为控制系统提供220V 交流和DC24V 供电。
加工装置有遥控和就地控制功能,采用plc 编程,可以预设作业程序自动运行,也可以手动控制。
主轴可做到6 速无极变频控制;X 轴和Y 轴伺服控制,配备Y 轴自锁;B 轴无极调速控制,配备B 轴自锁;Z 轴走刀器电子控制;限位功能通过光电控制。
1.2 液压机安装模板工装
安装面平面度的精度控制要求是一个双向要求,液压机设备本身的底座接触面需保持高精度的平面度,且底座和经过精加工的基座调节垫块能接触良好满足行业标准要求。液压机由于液压机设备本身尺寸较大,且重量较重,不利于现场人员施工。液压机安装模板工装主要用来模拟液压机底部基座面,以便用于调节垫片的不断拂配和安装面精度调节。
该工装需有较好的刚性、质量轻便、结构简单,可拆装适用于船舱内吊装,其接触面满足0.2mm 平面度拂配精度。
1.3 液压机安装模板组成
安装模板工装采用框架结构形式,为保证底部安装面的较高精度,利用有限元仿真技术研究影响安装模板底部平面度的尺度参数,为工装的支撑位置、工装横向加强肘板数量和工装高度提供数据支撑。
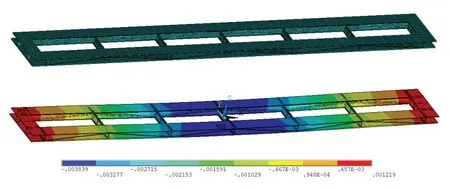
图3 安装模板的有限元仿真
基于液压机底座的实际情况对安装模板进行了优化设计,最后完成安装模块设计,相对于液压机设备本身,安装工装高度小,重量轻。通过在中间段的紧固件,分为两段式进行装配,解决设备安装空间狭窄、吊装能力有限的问题。为缩短垫块安装面精加工周期提供了有力保证。

图4 升降机液压机安装模板
2 升降机导轨安装辅助工装
升降机导轨的导轨布置在平台的单侧,共有2 列,每侧导向采用导向支撑小车、纵向导轮和整体导轨的组合形式对平台运行进行导向,并防止其在运行过程中纵向和横向晃动。
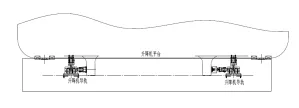
图5 升降机导轨布置示意
每根导轨的行程较长,拆分为3 段式进行安装,多列导轨结合多导向面的运行工况对导轨组件的安装提出了较高的安装精度,其1m 高度范围平行度需小于0.2mm,对接单列导轨对接部位高低差小于0.1mm。为了达到工艺要求的精度,导轨固定调节工装和导轨安装测量工装两个独立子工装应用于该导轨组件的安装。
2.1 导轨固定调节工装
导轨固定调节工装用于在导轨组件进行定位和安装精度调整过程中进行临时固定和微调。
调节工装的结构形式简单,由槽钢组成框架结构,使用时将末端与船体结构焊接牢固,依靠内部穿入的固定螺栓与导轨接触完成纵向和横向的自由度约束。通过拧紧螺母完成导轨位置的临时固定。
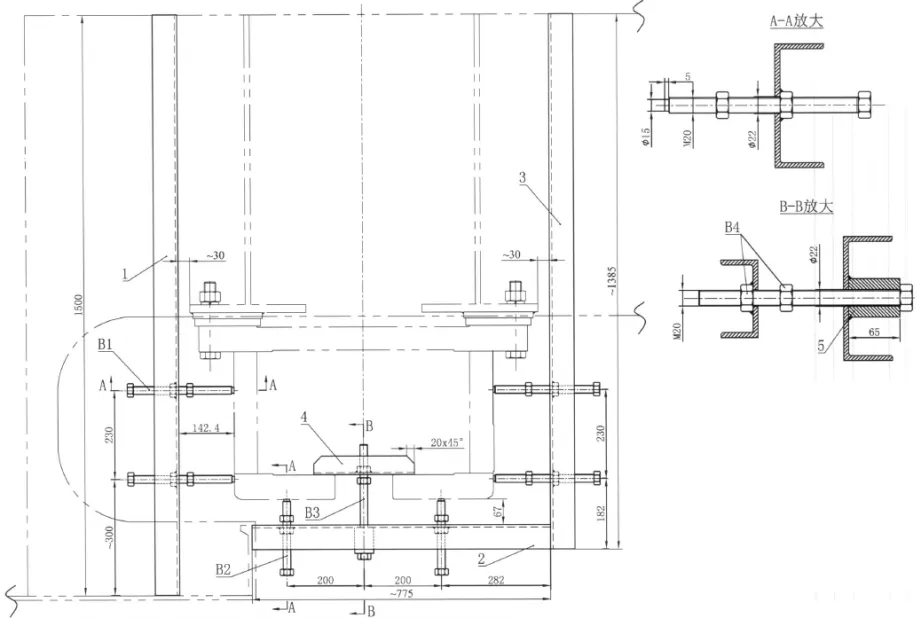
图6 升降机导轨固定调节工装装配图
2.2 导轨安装测量工装
在导轨的安装精度控制过程中,需要控制导轨横向导向面的中心线距平台开口横向中心面距离误差,可采用如下测量工装,通过一个高精度平面与导轨横向导向面接触,实现将横向导向面的引出导轨外部从而进行测量工作。

图7 导轨安装测量工装装配图
工装的技术指标在于其用于接触和测量的面需要保证较高的平面度。此安装测量工装能实现测量面和接触面0.1mm 的平面度,且结构形式简单,易于使用。
3 结语
超大型升降机自身的超大尺寸,大吨位及高精度要求设备安装人员必须利用各种辅助安装工装来实现设备的顺利安装。同时超大型升降机属于特种设备,其安装及辅助工装应结合各项目实际开展分析,本文以完成实船安装的升降机为例来分析、研究该设备的多种安装辅助工装的应用,实际证明安装辅助工装能有效提高设备安装的精度和效率。可为同类设备设计、制造辅助工装提供参考经验。
猜你喜欢
文萃报·周五版(2022年11期)2022-03-23
广东第二课堂·小学(2021年10期)2021-12-03
华声文萃(2021年6期)2021-08-25
意林(2021年10期)2021-05-28
文萃报·周五版(2021年15期)2021-05-08
汽车实用技术(2020年12期)2020-10-21
科技视界(2019年11期)2019-06-20
好孩子画报(2019年10期)2019-01-10
食品界(2018年8期)2018-09-03
中学物理·高中(2016年5期)2016-11-25