
不同渗氮时间下二段式真空渗氮后PCrNi3Mo钢表层的显微组织与性能
2022-10-19 03:10冯凌宵
机械工程材料 2022年9期
李 振,杨 丽,沈 统,冯凌宵
(沈阳理工大学装备工程学院,沈阳 110000)
0 引 言
PCrNi3Mo钢作为中碳合金调质钢,具有较高的硬度、良好的淬透性和韧性、较好的耐腐蚀性能,主要用于制造各类火炮身管、炮尾、门体等重负荷部件[1]。在现代战争中,高射速、高射频和高膛压成为火炮发展的趋势,同时这些特性也导致火炮身管内膛的烧蚀与磨损不断加剧,而身管的购置费用较高,甚至可达全炮价格的30%~40%[2],因此对火炮身管材料进行强化从而提高其使用寿命显得尤为重要。目前火炮身管内膛的强化方式有镀铬、磁控溅射镀钽、激光淬火等,但是仍存在内膛镀铬的镀层易剥落,磁控溅射镀钽工艺难度较高,激光淬火层不均匀等问题[3-4]。渗氮是钢铁常用的表面改性方法[5]。38CrMoAl钢经渗氮后表面具有较高的硬度、良好的耐磨性和耐腐蚀性,同时还具有一定的抗咬合、抗擦伤的能力[6-9]。韩国科研机构[10]曾经对Cr-Mo-V系钢火炮身管进行过渗氮处理,发现经过渗氮处理后,身管的耐烧蚀性能得到了提升。付航涛等[11]对25Cr3Mo2NiSiWVNb热作模具钢进行渗氮处理,与镀铬后小口径武器身管用30SiMn2MoVA钢性能进行对比,发现热作模具钢的耐磨性虽然较差,但是其硬度和耐腐蚀性能较好。由此推测可以采用渗氮技术对PCrNi3Mo钢表面进行改性处理,以提高其综合性能。
传统合金钢的渗氮方式通常为离子渗氮,但离子渗氮后工件的边角、衔接面等处由于受到离子的撞击数不同,造成工件表面渗氮层厚度不均;而真空渗氮可使工件表面获得均匀的渗氮层,且对环境污染较小[12]。真空渗氮一般可分为一段式,二段式与多段式渗氮方法。与一段式真空渗氮工艺相比,二段式真空渗氮工艺具有渗氮时间短、硬化层深、硬度梯度平缓等优点[13],另外多段式渗氮工艺也存在不易控制工件硬度的问题。二段式真空渗氮工艺包括强渗阶段与扩散阶段。强渗阶段通常采用高氮势处理,氨气可以快速分解为活性氮渗入工件;扩散阶段则采用低氮势处理,使氮原子在工件内部扩散。基于此,作者对PCrNi3Mo钢进行二段式真空渗氮处理,在总渗氮时间不变前提下,研究了强渗阶段和扩散阶段时间均为6 h以及强渗阶段时间为4 h和扩散阶段时间为8 h下试验钢表层的显微组织、物相组成、硬度和耐磨性能,以期为火炮身管表面的渗氮强化工艺优化提供一定的试验参考。
1 试样制备与试验方法
试验材料为PCrNi3Mo钢,热处理状态为调质态,其化学成分如表1所示,显微组织如图1所示,可知其组织为均匀的回火索氏体。在试验钢上截取尺寸为10 mm×10 mm×5 mm的试样,经研磨、抛光后,置于丙酮和无水乙醇中超声清洗,吹干备用。采用433型真空渗氮炉对PCrNi3Mo钢进行二段式真空渗氮处理,具体工艺参数见表2,渗氮后试样随炉冷却至室温。

表1 PCrNi3Mo 钢的化学成分

图1 调质态PCrNi3Mo钢的显微组织Fig.1 Microstructure of PCrNi3Mo steel in quenched and tempered state

表2 二段式真空渗氮工艺参数
试样经镶嵌、打磨、抛光,再用体积分数5%硝酸酒精溶液腐蚀后,利用MR5000型倒置光学显微镜观察截面组织;利用X’Pert PRO 型X射线衍射仪(XRD)分析渗氮层的物相组成,采用铜靶,Kα射线,工作电压为 40 kV,工作电流为40 mA,扫描范围2θ为10°~90°,步长为 0.05°,扫描速率为2.0 (°)·min-1。利用Inspect F50型扫描电子显微镜(SEM)观察表面微观形貌。采用MH-6型维氏显微硬度计对试样的截面硬度进行测试,载荷为0.3 N,保载时间为5 s,同一深度处测3个点取平均值。采用HSR-2M型高速往复摩擦磨损试验机对渗氮前后的试样进行干摩擦往复磨损试验,对磨盘为淬火态GCr15钢,硬度为63 HRC,试验载荷分别为10,15,20 N,磨损时间为10 min。采用精度为0.000 01 g的电子天平称取磨损前后试样的质量,计算磨损量,并采用MR5000型倒置光学显微镜观察磨损形貌。
2 试验结果与讨论
2.1 显微组织与物相组成
由图2可以看出,渗氮后试验钢表层(渗氮层)由化合物层和扩散层组成,且1#工艺下渗氮层的厚度小于2#工艺渗氮层,分别为0.6,0.7 mm,分析原因是强渗阶段时间对渗氮层的厚度影响较小,扩散阶段时间越长,渗氮层的厚度越大。1#工艺下试验钢渗氮层中化合物层的致密性较好且厚度均匀,其中微孔较少,扩散层中有极少量呈脉状分布的氮化物,按照GB/T 11354—2005,判断出该氮化物级别为1级。2#工艺下渗氮层中化合物层致密性以及厚度均匀性略差于1#工艺,其中存在的微孔略多,扩散层中呈脉状分布的氮化物较少,氮化物等级为1~2级。2#工艺的扩散阶段时间过长,化合物层中形成的高氮相处于亚稳定状态,氮原子脱离基体重新结合成氮气分子,导致化合物层中形成数量较多的微孔[14]。

图2 不同工艺渗氮后试验钢的截面显微组织Fig.2 Section microstructure of test steel after nitriding with different processes: (a-b) at low magnification and (c-d) at high magnification
由图3可知:经过不同工艺渗氮后,试验钢表层物相均主要为ε-Fe2-3N相,并未出现γ′-Fe4N相,这说明2种工艺的渗氮时间充足,γ′-Fe4N相达到饱和而完全转化为含氮量更高的ε-Fe2-3N相;1#工艺下ε-Fe2-3N相衍射峰强度高于2#工艺下。由图4可以看出,2种工艺下试验钢表面均形成了颗粒状的氮化物,1#工艺下表面氮化物较密集且颗粒尺寸较大,这与XRD分析结果相吻合。
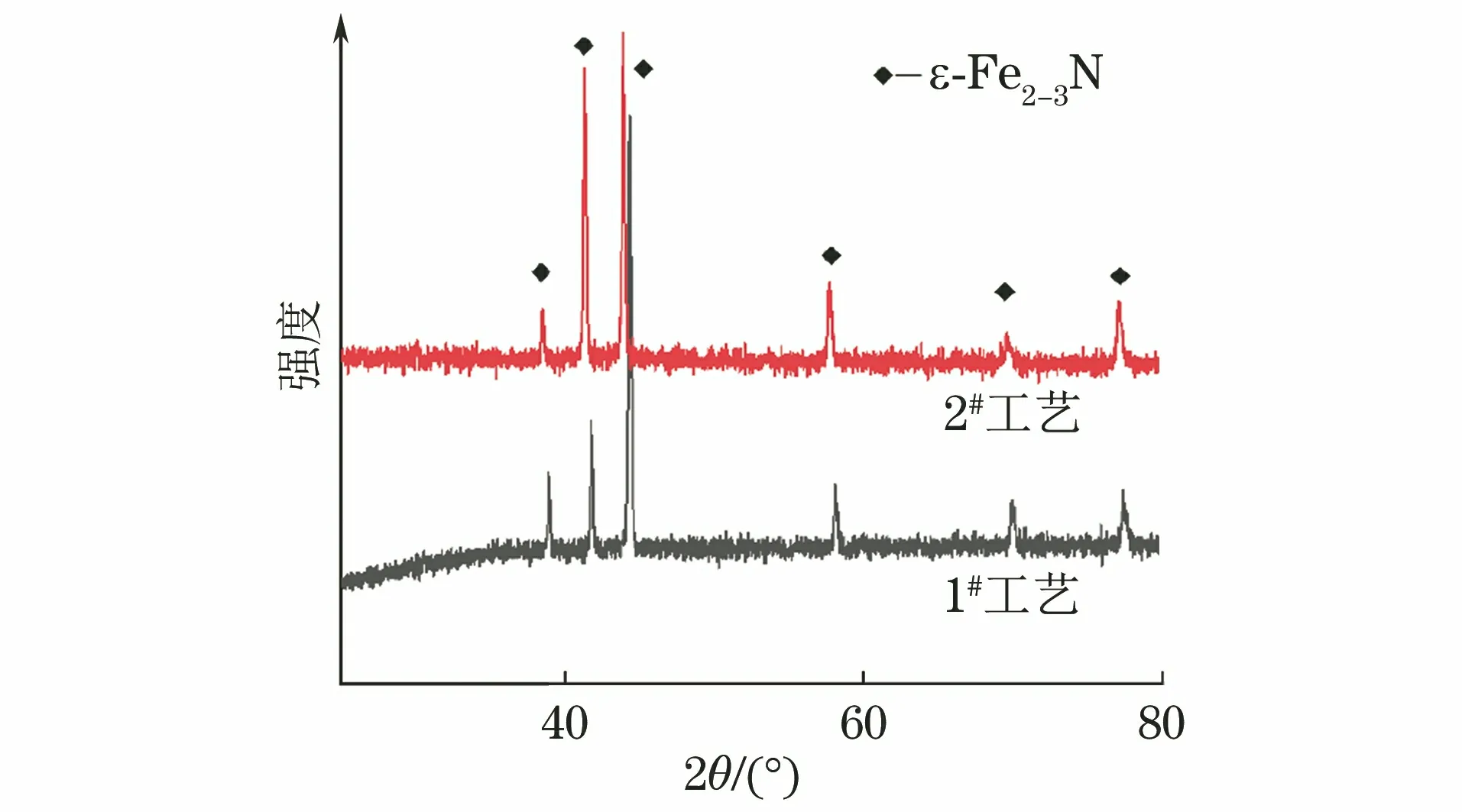
图3 不同工艺渗氮后试验钢的XRD谱Fig.3 XRD patterns of test steel after nitriding with different processes

图4 不同工艺渗氮后试验钢表面的SEM形貌Fig.4 SEM morphology of test steel surface after nitriding with different processes
2.2 显微硬度
由图5可以看出,试验钢基体的硬度约为360 HV,经1#工艺和2#工艺渗氮处理后,钢表面硬度显著提高,分别为660.3 HV与581.3 HV,这是由于一方面试验钢中的铬、钼等元素与氮原子结合形成细小氮化物,产生弥散强化效果,另一方面基体α-Fe因这些元素的存在而固溶了更多氮原子,导致基体发生晶格畸变而强化。随着距表面距离的增加,渗入的氮原子逐渐变少,硬度降低直至趋于基体硬度。2#工艺渗氮后试验钢表面硬度明显低于1#工艺,这是因为2#工艺的强渗时间短,表面颗粒状氮化物较少,因此试验钢表面硬度较低。2#工艺下试验钢的硬度降低趋势较平缓,说明此时试验钢的硬度过渡良好。1#工艺渗氮后试验钢在距表面距离小于0.3 mm时的硬度高于2#工艺,这与1#工艺下表面形成的致密化合物层有关;但由于2#工艺下试验钢的渗氮层较厚,在距表面距离大于0.3 mm时相同位置处的氮含量更高,因此该区域的硬度均高于1#工艺。
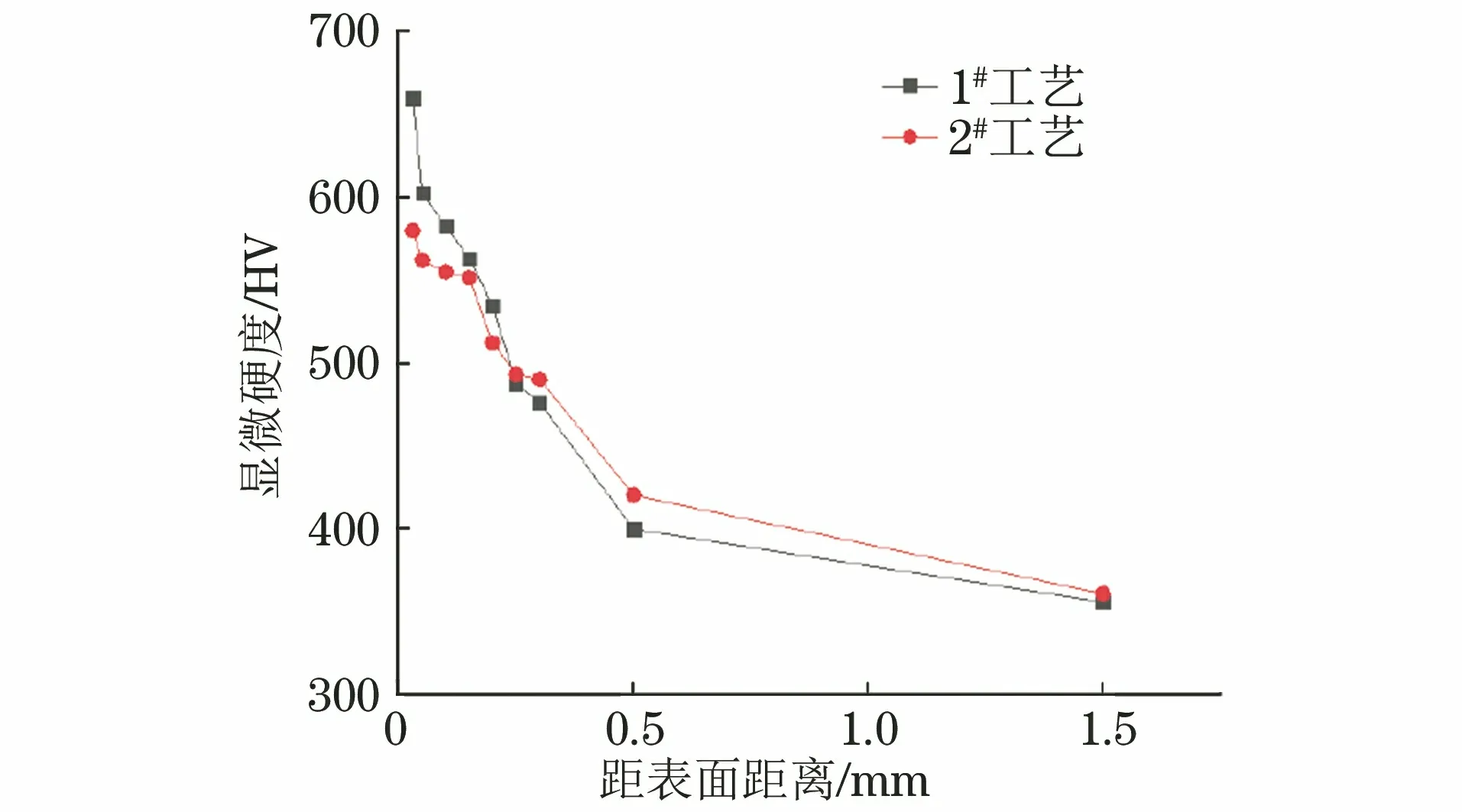
图5 不同工艺渗氮后试验钢的截面显微硬度分布曲线Fig.5 Section microhardness distribution curves of test steel after nitriding with different processes
2.3 摩擦磨损性能
由图6可知,未渗氮试验钢在不同载荷下的摩擦因数均高于渗氮后的试验钢,这是由于渗氮后试验钢的表面硬度得到显著提高而导致的,在相同的载荷下1#工艺渗氮后试验钢的摩擦因数均高于2#工艺,当载荷达到20 N时,二者摩擦因数较接近。

图6 不同工艺渗氮前后试验钢的摩擦因数随载荷的变化曲线Fig.6 Curves of friction coefficient vs load of test steel before and after nitriding with different processes
由图7可以看出,试验钢的摩擦因数随时间的变化可分为磨合期与稳定期2个阶段。渗氮后试验钢的磨合期时间明显长于未渗氮试验钢,且进入稳定期后,其平均摩擦因数也低于未渗氮试验钢。渗氮后试验钢表面形成渗氮层,对磨副与渗氮层中的化合物层先接触,因化合物层硬度较高而导致对磨副与试验钢的接触面积较小,因此磨合时间较长,同时摩擦因数较低[15]。对比发现,15 N载荷下2#工艺渗氮后试验钢的摩擦因数低于1#工艺渗氮,这是由于2#工艺渗氮后试验钢渗氮层中存在较多微孔,在摩擦磨损时微孔可储存磨屑[16],从而导致摩擦因数降低。

图7 不同工艺渗氮前后试验钢的摩擦因数随时间的变化曲线Fig.7 Friction coefficient vs time curve of test steel before and after nitriding with different processes
由图8可知,随着载荷的增大,试验钢的磨损量均增大。在相同条件下,渗氮试验钢在不同载荷下磨损10 min的磨损量远远低于未渗氮试验钢,且差距随载荷的增加而增大。2#工艺渗氮后试验钢的磨损量低于1#工艺,这与2#工艺渗氮后试验钢渗氮层较厚以及截面硬度过渡良好有关。

图8 不同工艺渗氮前后试验钢的磨损量随载荷的变化曲线Fig.8 Curves of wear loss vs load of test steel before and after nitriding with different processes
由图9可知,磨损试验后未渗氮试验钢表面出现严重的塑性变形以及较深的犁沟,磨痕中残留一些形状不规则的颗粒,这说明其磨损方式以黏着磨损为主。在摩擦磨损过程中对磨副对试验钢施加的压力较大,同时高速摩擦产生的高温不断加剧基体的塑性变形,在压应力与切应力的作用下试验钢表面材料脱落,因此未渗氮试验钢的磨损量较大。经渗氮处理的试验钢表面形成渗氮层,隔绝了对磨副与基体的直接接触,磨损表面较光滑,其磨损方式以磨粒磨损为主[17-18]。2#工艺渗氮后试验钢表面的犁沟比1#工艺渗氮的浅,说明该试验钢具有更好的耐磨性能。2#工艺下试验钢渗氮层中存在较多微孔,在摩擦磨损时可储存磨屑,同时渗氮层较厚,硬度过渡良好,在距表面距离大于0.3 mm时处的硬度较高,因此该工艺下试验钢的耐磨性较好。
3 结 论
(1) 采用二段式真空渗氮方式对PCrNi3Mo钢进行表面改性处理后,得到物相为ε-Fe2-3N的渗氮层,强渗阶段和扩散阶段时间均为6 h以及强渗阶段时间为4 h和扩散阶段时间为8 h条件下渗氮层的厚度分别约为0.6,0.7 mm,后一条件下渗氮层中化合物层致密性较差,微孔较多。
(2) 强渗阶段和扩散阶段时间均为6 h与强渗阶段时间为4 h和扩散阶段时间为8 h条件下的表面硬度分别为660.3,581.3 HV,显著高于基体的360 HV,后者渗氮时间下试验钢硬度过渡良好,在距表面距离大于0.3 mm时的硬度较高。
(3) 不同时间二段式真空渗氮试验钢的磨损方式均以磨粒磨损为主,后者渗氮时间下试验钢的摩擦因数和磨损量较低,磨损表面犁沟较浅,耐磨性能较好,这与该工艺下渗氮层中存在较多微孔,可储存磨屑,以及渗氮层较厚,硬度过渡良好,在距表面距离大于0.3 mm处的硬度较高有关。
猜你喜欢
模具制造(2022年6期)2022-07-26
科技视界(2022年10期)2022-05-20
文萃报·周五版(2021年35期)2021-09-13
装备维修技术(2020年32期)2020-08-11
赢未来(2019年17期)2019-09-26
广东教学报·教育综合(2019年18期)2019-09-10
智富时代(2018年7期)2018-09-03
智富时代(2018年7期)2018-09-03
新高考·高一物理(2016年10期)2017-07-07
读写算·高年级(2015年1期)2015-07-25
