
高温熔体对冶炼炉(艾萨炉)寿命的影响
2022-10-21 10:32李建平
世界有色金属 2022年13期
李建平
(云南铜业股份有限公司西南铜业分公司,云南 昆明 650102)
目前我国钢铁行业普遍采用制粒-鼓风-矿热-熔炼技术,由于其技术水平较低,其生产过程中的主要问题有:①产品价格高,能耗高,平均每升重940公斤;②环境问题:因高炉烟气量大,SO2含量较少,同时存在大量的漏风现象,使制酸厂不能满足实际的要求。该矿全硫利用率只有68%,且SO2浓度较高;③在投入22年后,公司的年产率只有5×104吨,还没有达到原来的6×104t的规模,无法满足我国的经济发展需要,公司整体技术水平、设备水平相比较于国际国内先进水平的差距日益增大。目前,我国的电炉生产面临着高能耗、高环保、高效率、高效率、高效率、高技术、高自动化、高劳动生产率的生产技术。澳大利亚MIMPT公司的Isa冶炼技术是一项非常先进、非常成熟的技术。
1 艾萨炉工作机理概述
1.1 工艺流程
通过对国内外铜冶金技术发展现状的全面剖析,结合公司原材料状况和生产工艺不匹配的现状,介绍了艾萨炉的炼铜工艺,并进行了工艺技术的改进。本工艺的设计产能为125000t,以圆盘为原料,以破碎煤粉+柴油为原料,采用电炉沉淀法。该工艺的物料分配形式为抓斗式和仓型,物料分配系统由DCS控制。经喂料盘将原料经喂料带送入精矿槽,再经电动输送带送入制粒器,加工成8mm~10mm的球形颗粒,再抛出造粒器。经处理后的物料(铜精矿、熔剂)由多条输送带收集至主要输送带,再由艾萨炉的炉顶送入熔化槽,再由富氧气体注入熔炉中。排出的冰铜粉和熔渣加入原来2#矿热炉的贫化炉内,进行了一次净化,将冰铜熔渣与艾萨炉渣相结合,将磁铁还原,并生成了一种含硫的烟尘。艾萨炉的结构原理见图1。

图1 艾萨炉构造结构示意图
艾萨熔化是一种顶吹型的熔池冶炼设备。本发明采用垂直圆柱状结构,由顶部注入原料,由顶部注入的气体或氧气气体由顶部中央的浸没喷枪送入炉槽,喷射压力在0.1MPa左右,在1170℃~1200℃之间剧烈地搅拌。材料迅速进入熔体,熔化,形成铜屑和熔渣。需要补充的燃料,例如用破碎的煤炭,可以和原料一起添加到炉子里;若使用粉煤、燃油或煤气,则可用喷枪将其喷射到炉膛内。
艾萨烤箱通常为竖直式筒式,采用钢板焊制,其上端的钢板厚约25mm,而在熔池区内,则采用40mm厚的钢板,在熔化区域内设有加固框。通常情况下,炉身上都会有一定的倾斜角度,以避开中央喷枪,并设有排气口。
提升式烟囱的设计重点在于确保通风畅通,避免阻塞,易于清理。它的结构形式有斜坡和竖直坡两种:斜坡烟管的倾角在70°以上,可以将烟道中的渣滓自动回流到高炉,但缺点是烟道会形成粘连,难以清洗;竖向管道的内部温度很低,胶合剂易于脱落,易于清洗。
在铜冶炼过程中,主要控制着熔池温度、铜的味道和废渣中的磁铁矿。铁水中Fe3O4是一种氧气的载体,但当它的含铁量太大时,它就会形成气泡,从而引起炉喷事故,因为它要求Fe3O4的质量分数不超过15%,通常是8%。艾萨炉中铜锍的品位为40%~65%,可通过空气冶炼或富氧法冶炼,含氧量可达到60%以上。
1.2 工艺特点
艾萨是一种采用浸入富氧顶吹法进行冶炼的工艺,艾萨的炉身采用垂直圆柱状,内部采用耐火衬垫。将喷枪从炉顶中央插入,使喷枪浸泡在熔渣的内部,燃料、空气和氧气由喷枪注入熔炉中。熔剂、铜精矿石等由顶部供料孔中添加,由于喷射枪喷射出的高速度空气使熔池发生剧烈的搅拌,物料在高温和高湍动条件下熔融,发生激烈的物理和化学反应。
艾撒点加热炉具有结构紧凑、体积较少的特点;炉身没有通风口,由顶端的喷枪提供空气,可更换使用,使用简单;对原料的需求较低,原料含水量可达到9%,且颗粒尺寸不大,采用粉煤渣作冶炼燃油;在一定的条件下,可以调节富氧区的富氧量,从而可以提高富氧区的含氧量。
1.3 存在问题
首先,没有足够的使用时间。艾萨喷炮是艾萨加热炉的关键部件,它的作用是将反应气流和煤粉的燃油以较快的速度向熔池内喷射,使得熔池在猛烈的紊流中流动,从而为原料的反应提供有利的环境。在喷枪进入到熔池时,由于喷头附近的熔渣会被反应气流不断地降温并凝固,从而在喷嘴上产生一种保护性的渣膜,从而减少了喷枪头上的化学腐蚀。
其次,内胆使用时间较少。在生产前期,由于原料体系工作的不稳定,导致了熔体温度的变化,以及缺乏熟练的工作人员,导致了喷嘴经常被替换。高炉运行不平稳,内壁磨损和腐蚀很厉害。熔化过程中,熔化过程中的高温度和激烈的搅动,使熔池中的耐火物料受到更多的冲击。除了冲蚀以外,熔渣的酸性也会导致严重的化学侵蚀。
再次,配比体系不稳。在生产过程中,如何确保原材料组成的稳定性是生产过程中的一个关键问题。仓式原料的组成具有很大的不稳定性,难以掌握。由于化学成分的变化,使操作过程的控制不稳,难以满足高产量的需要。喂入体系的稳定性是保证炉膛稳定性的关键:进料流量的起伏会引起气流的变化;但在固定的空气流量下,若喂入的数量较少,会造成炉渣的过氧化性,黏度大,难以沉淀,易造成残渣的大量流失。
最后,贫化式熔炼炉的炉温不稳定,使职工的工作压力大。将2#矿热炉改造为艾萨炉的辅助装置,改造成了贫化炉,负责澄清、分离和渣贫化艾萨的工作,产出冰铜、炉渣和烟尘。电炉贫化法是利用电极在熔融渣层中产生电阻和电弧热,提温和澄清艾萨放出物,使其从炉渣中得到电热。
2 高温熔体导致的炉体结渣分析
2.1 成因分析
高炉排渣、积灰是一种较为复杂的物理、化工工艺,是炼铁工业中经常遇到的问题。冶炼炉结渣是有规律的,如果矿石来源或生产过程发生变化,则会造成炉渣的减少或加重,甚至会使炉膛内的结渣位置发生变化。根据其性质,可以将其划分成:在高热区和在后低对流区有污垢。前端的高温带一般由熔炉出口开始,然后再由整个烟气排至废热炉。这一段的主要的焦化作用是铁。
低温对流区域主要是指全废热锅炉,这一段的黏结性灰烬是由S,K,Na,As,Pb,Zn等物质的物质组成,S氧化燃烧产生的SO2与烟尘中的水分相溶,从而产生各种不同的低温物质。如果烟尘中含有很多上述物质,则会在低温区凝固,由于它是一种高黏度的溶质,因此会使其他的固体粒子与之发生黏合。
文中所述的艾萨高炉,因其烟尘组成、体系布局等因素,导致了其在前端的高热段出现了较大的焦炭。艾萨炉烟道的进气口,在1150℃~1200℃左右,它的残渣中,除含铜之外,还有更高的组分如铁,SiO2,S,As,Pb,Zn等。它的物性成分(来源)有:①入炉原料的成球性较差,进料后在烟气中凝结、烧结,造成结渣。②由于喷枪的总风流量较大,且由于喷枪的插入深度太小,导致溶液飞溅到烟气中凝结而成渣。③原料中易挥发的铅、锌、砷等易挥发的物料,由于不能充分的氧化,会直接通过烟道凝结在烟道壁上,从而产生高密度的积碳。④炉渣结构不够理想,炉渣的熔点会增加,会导致气体的外泄,会导致大量的飞沫产生渣块,这种类型的渣渣具有很高的黏性,具有良好的耐热抗震性能,而且更致密,不容易脱落。
2.2 缓解措施
2.2.1 烟尘率控制
对原材料的进料比例进行了控制,技术改造使制粒器的高度提高,提高了造粒器的充填能力和进料的充填时间,也提高了制粒的强度。根据生产圆盘角转速的调节,利用制粒器的倾角调节,制粒器的倾角调节到45度,对物料进行适当的注水量,将物料的含水量降到9.2%,制粒器的使用频率为48Hz~50Hz,确保物料的成球率和颗粒的强度,艾萨的主控制器对料斗的料位进行了严密的控制,防止了物料在漏斗中被碾碎。通过降低烟气中的粉尘含量,降低粉尘在烟气中的凝结。
2.2.2 负压控制技术
随着炉中压力的增大,吸入的气体数量和总的烟度都会增大,从而使铜精矿进入到锅炉的系统中,导致烟灰比增大,使炉膛中的烟灰发生化学反应以及产生烟道结焦。第一,在负压升高后,由于气体泄漏而增大,在管道内产生了大量的氧,导致了炉膛内的二次氧化,从而导致了炉膛的烧焦;第二,随着压力的增大,冷却速度加快,炉膛内的温度降低,导致炉膛内的积渣,调节了艾萨的负压,艾萨公司的负压调节为-40pa,确保了现场的烟尘间歇,降低了氧化氛围,降低了二次烧结。
2.2.3 熔体喷溅控制
在确保喷枪的降温条件下,减少艾萨喷枪总空气流量和流速,加大喷枪的插入时间,将喷枪的端压从8.5kpa提升到12kpa(从180mm增加到300mm),同时将,喷枪工艺风(ATLAS)的风量从16000Nm³/h降到12000Nm³/h。从而降低了熔体喷出的黏结渣。
3 高温熔体导致的耐火砖损耗分析
3.1 损耗机理分析
艾萨法是一种采用上吹熔炉进行冶炼的工艺。艾萨熔窑是一种圆柱形的垂直炉体,外部是钢板,内部是耐火材料,冷却元件,设有喷枪、喷枪操作系统及其所属设施。艾萨炉内层采用优质黏土砖、镁铬煅烧剂、镁铬耐磨砖等材料制成。艾萨炉窑的耐火材料,与炉料、高温熔体、烟气接触,在化学侵蚀、热冲击、高温熔体、烟气机、机、机等方面产生了影响。
从化学方面来说,炉料与炉料、烟气接触,受到酸性渣、S02、冰铜等侵蚀和氧化还原等影响,造成了炉料的内壁接触,使其损失增大。
从热力学的角度看,①高温熔料渗透、冲刷。②不间断地生产,操作效率低下,多次启动和停机,造成炉内的热震。③由于窑炉移动而引起的热量压力会使砖体内的连通性下降,使其受热表面脱落。
在力学方面,①剧烈的熔池搅拌和材料的移动导致了机器的冲蚀。②高温下的烟尘对受热表面的侵蚀。③由于熔炉的移动而引起了力学上的压力。④在炉内壁张紧力的情况下,炉体表面的尖晶石微粒会被冲蚀,而耐火材料的磨耗也会随之增加。
3.2 损坏的主要形式
首先,高温下的化学腐蚀是造成耐火砖破坏的重要原因之一,在温度较高时,其矿物结晶与熔融产物发生化学反应,进入炉中,并逐步侵入到耐火材料的内部,从而产生与原耐火砖结构和性能不同的变质层。随着时间推移,耐火物料的结晶逐渐被液体相包围、分离,失去了粘附性,粒子被冲入熔渣中。
其次,在高温条件下,热冲击波作用下,比耐火物料更致密的熔料发生剧烈的摩擦,使其腐蚀速度加快。
最后,当温度改变时,耐火原料中的可变成分会产生氧化-还原作用,从而导致耐火材料的结构变软、强度降低、腐蚀加速。
3.3 耐火砖挖补实践
根据艾萨炉的结构和实际生产情况,提出了更换整体耐火砖、局部挖补和局部热态检修三种方案。三种方案的优缺点对比见表1。

表1 艾萨炉耐火检修方法优缺点分析表
在外炉外壳上预先加强了加强筋,以确保从外挖修去除外炉壳时的强度(参见附图2)。检修的具体实施过程有:①施工检修工作平台,准备使用工具后进行检修。②以炉外壳的红色部分为核心,将整个炉壳(不切割外侧的加固筋);对脱落的部位、面积进行了检测,根据现场的脱落程度进行相应的调节。③拆除炉体后,对剥落部位的砖块进行检测,如果砖块的厚度小于150mm,则进行修补,修补时,底部采用350mm的瓷砖,一层层向上,按照现有耐火砖型搭配砌筑,新砖与旧砖之间的裂缝用小标砖加工后塞紧密。采用湿法施工。④在掘进完成后,根据现场的烧砖状况,对炉体进行修复。
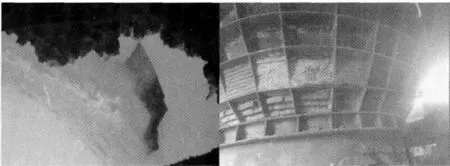
图2 艾萨炉北面耐火砖内部损伤和外部挖补后的情况示意图
对艾萨炉的耐火材料进行了6次热修,第二炉期的寿命达到了延长寿命。图2为艾萨炉北区的烧坏和外部的人工修复后的图形。
经实际应用,其优点是:①操作简单灵活,检修周期较少,一般为10小时。并可依据艾萨炉的维修进度,结合炉料损失,进行热状态维修,极大地减少了维修周期。②对所用的瓦片没有严格的规定,可以根据库存量选择350 mm和450mm的板坯进行弹性组合,从而增加了资源的利用,减少了存货。③艾萨炉需停炉,如进炉掘修。艾萨炉每次停炉和开炉费用大约在80-1百万元左右,通过热状态检修可以减少频繁停炉和开炉,因此维护费用较少。④艾萨炉不需要频繁停炉和开炉,可以防止停炉、开炉时对其他的耐火材料造成损害,从而可以延长艾萨炉寿,增加单位炉产量。
4 小结
艾萨铜冶炼工艺中的高温时段烟道出现了大量的积渣物,对艾萨高炉的运行和负载速度产生了一定的影响。烟道产生的结渣主要是由于喷溅、原料灰分在烟气中凝结,以及负压控制不当导致的二次烧结。艾萨炉寿问题是困扰我国铜铁界多年来的一个难题。下一阶段的工作目的是:将掘进炉砖与老式砖体相配合,改善维修质量和效益:控制磁性铁、渣型、操作温度、进炉材料成分等,使炉壁上的浮渣降低,从而延长炉龄。
猜你喜欢
中国农机化学报(2022年10期)2022-09-21
焊接学报(2022年3期)2022-05-25
东坡赤壁诗词(2022年2期)2022-04-15
焊接学报(2022年2期)2022-03-17
焊接学报(2022年2期)2022-03-17
冶金能源(2022年1期)2022-02-18
科学与财富(2021年3期)2021-03-08
科学与财富(2020年33期)2020-03-10
汽车与驾驶维修(维修版)(2019年8期)2019-09-10
化学教与学(2017年8期)2017-08-24
