
无人化智能行车在精矿库的应用和关键技术探究
2022-10-25 06:50刘松平
铜业工程 2022年4期
刘松平,彭 媛
(江西铜业股份有限公司贵溪冶炼厂,江西 贵溪 335424)
1 引言
精矿库抓斗行车(16T)是配料系统的主要生产设备,其工作环境恶劣、驾驶人员工作任务繁重、行车操作繁琐和故障率高等弊端,一直制约了生产效率的提升。在科学技术推动下,工业化与信息化技术呈现高度融合趋势,实现行车的无人化智能驾驶,成为生产技术进步的重要选项。
2 抓斗行车背景简介
某厂精矿库在用的3台16T抓斗行车设计为A6级别,2000年投入运行,现已使用超过20年。精矿库行车作业量较大,每台行车年工作时间在4000-9000小时不等,使用频率已经达到A8级别。设备老化严重,其中一台行车端梁出现过断裂,经过修复后继续使用,每小时循环次数按照皮带输送160吨计算,抓斗共抓20下,即20次循环起升,按照卸车皮4节计算,每节22次,共88次循环,取两项均值(88+20)/2=54,得出每小时循环次数为54次(见表1)。随着电控、传感及相关技术(如:料位3D模拟、智能生产控制方案)的发展,可以将三台行车进行智能化升级改造。
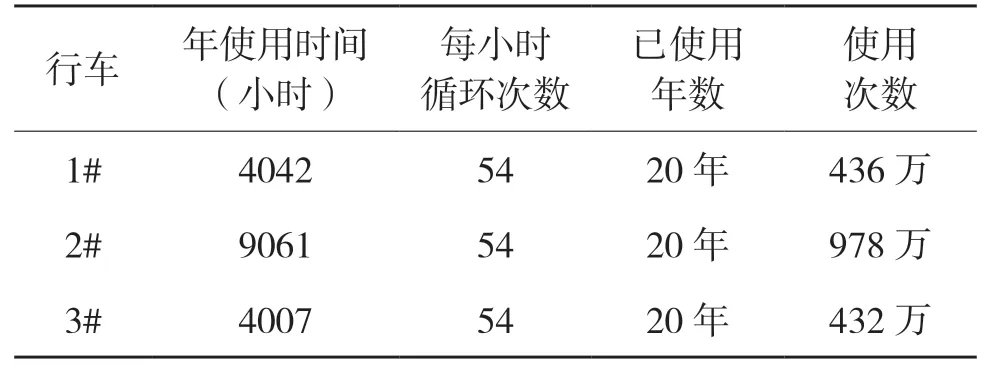
表1 循环次数
3 无人化智能行车基础参数
无人化智能行车的基础参数为:型号,QZ;起重量,16t;跨度,31.5m;起升高度,22m;大车速度,8.3—83m/min;小车速度,4.1—41m/min;起升速度,3.81—38.1m/min;工作级别,A8;抓斗类型,U53;大车最大轮压,256.02kN;小车最大轮压,76.461kN。该行车由江西起重机械总厂有限公司生产。
4 无人化智能行车基本要求
4.1 安全性
硬件系统的安全运行要通过大量相关复杂传感器来进行全面监控。当出现主要部件过热或电机电流超过正常值时系统立即报警,提示安全隐患,提醒维护保养人员提前进行维护检查,在设备出现重大故障前排除解决,使该系统运行稳定性达到最优。
4.2 作业连续性、稳定性
精矿库生产系统为“7×24h”连续运行[1],作业的异常中断或停止均会造成较大经济损失并影响相关作业流程。为确保无人化智能行车作业连续性、系统稳定性,必须采用高稳定性的机械及电气元件来承载核心的业务系统。同时,必须制定应急处置预案并高效落实,降低系统出现故障时的处置时间,以保证生产的连续运行。
4.3 可扩展性
该无人化智能行车系统必须具备可扩展性,满足今后系统平稳扩展需求,因此设计时统一采用标准的数据接口、IP协议,使数字系统能兼容不同程序、不同硬件设备,系统能适应未来数字技术的发展。在控制系统设计中尽可能考虑选用国内标准的通用设备,为功能升级、硬件扩展留有余地。
4.4 经济性
在行车控制系统的业务连续性和先进性基础上,通过科学合理的规划设计和资源配置调度,坚持“实用、可靠、经济”的原则,尽可能地以最小化的经济投入来达成项目目标。
5 无人化智能行车定位方式选择
5.1 格雷母线特点
格雷母线技术采用电磁感应原理和格雷编码进行定位,主要的优点是安装简单方便、成本低,无需改变现场环境,采用非接触工作方式,无脱落和磨损,检测精度可达5mm,抗干扰强,可以断续或连续检测,测距长达2km。缺点是使用过程中容易点蚀,受温度、电压波动、外界物体靠近等影响而产生误动作导致控制系统紊乱。移动行车在行走过程中的震动、抖动和外界环境的影响都会导致其失灵或误动作。而且这类设备在使用中的维护量大,给生产带来极大不便。
5.2 绝对值编码器特点
绝对值编码器通过物理码盘记录位置,可断电保持数据,无须频繁校准[2]。每一个位置值唯一确定,对应的码盘位置也唯一确定,无须辅助装置记录脉冲量,因此位置记录实时准确。编码器通过工业总线与自动控制系统进行通讯。在对轨道运行的大车进行定位时,轨道线性方向不平等因素可能造成定位误差,因此还需采用定点校验。定点器件安装在大车轨道旁的基础上,施工量小、简单可靠。定点读写器安装在大车上,当读写器经过时,可获得大车定位信息;与绝对值编码器配合使用,可得到连续且较为准确的定位信息。
5.3 RFID磁钉特点
磁钉是一种特殊的RFID的线圈,是一种无源器件,内含数据储存单元,使用专用的读码器天线能发出电磁波对其范围内的磁钉供电激活,激活的磁钉能发出包含储存信息的电磁波[3]。首先将磁钉中预制写入厂房的位置信息,将写入信息的磁钉安装固定在抓斗行车轨道的一侧,沿轨道方向安装在料斗中心线处。再将读写器安装在抓斗行车上,读写头对准磁钉,在行车行走机构运行时,每经过一个磁钉位置,则将位置信息记录到抓斗行车PLC上,这样抓斗行车就能得到当前的实时位置信息。
5.4 起升定位方式
以绝对值编码器作为定位装置。绝对值编码器安装在起升卷筒的输出轴,检测卷筒转动圈数和角度,得到吊具距离小车的高度值,再通过目标位置至小车的高度值,转换为吊具下降时所需的起升高度值。行车根据设定的作业方案自动运行,在司机室内触摸屏上设定运行位置,行车根据选定的运行位置自动运行到目标上方300~500mm停车。
5.5 定位方式选择
精矿库粉尘较大,精矿容易覆盖在格雷母线磁感应器上,造成行车定位丢失。行车在轨道上运行、起吊物料时会产生振动,这些因素在现有工况下无法杜绝。无人化智能行车准确而可靠的定位检测,是整个起重设备控制系统中最关键的要素,只有定位系统可靠运行,起重设备的三大机构停车位置准确,才能放心地让起重设备自动运行。因此,采用绝对值编码器检测和磁钉定点校验相结合的方式进行大车定位,定位系统由机上和地面两个部分组成。
6 无人化智能行车自动控制系统设计
在合适的地方配置分布式I/O装置,以通信的方式传输到CPU,例如司机室等。小车上PLC系统子站与大车PLC之间通过PROFINET或PROFIBUS-DP通讯[4],控制网络设备拓扑图如图1所示。行车开始运行并到达目标位置过程中,大、小车能够实现交叉运行,实现抓斗吊行车到仓位位置的直线到达。
行车能实现最佳的加速和减速曲线,并能自行判断负荷大小,在不同的抓斗运行情况下实现行车速度的最优化。能实现粗定位(±20mm)的自动化操作,并在驾驶室屏幕中准确显示到达位置。程序可由生产操作人员或维护人员编制,程序编制工作及不同程序间的切换操作简单易行,并可实现不同作业任务的手动/半自动方式的自由切换。可根据精矿库库位情况自动编写运行任务程序,行车根据程序实现自动化运行。操作人员可在触摸屏选择手动操作或半自动运行,触摸屏实时显示作业状态(见图1)。
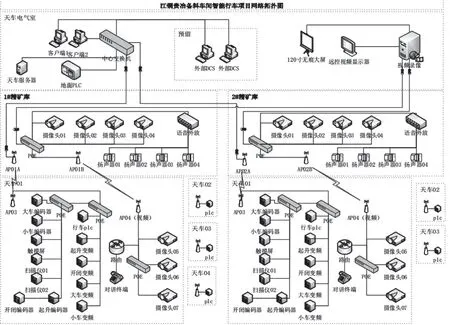
图1 控制网络设备拓扑图
行车能够以最优路径和运行曲线从某位置到达需要作业的位置,通过多圈绝对值编码器对主起升位置进行检测。司机在确认行车大、小车定位完成后,选择下一个动作,行车自动控制抓斗机构的下降并完成定位。触摸屏上有单独的维修界面和报警信息界面,能够准确无误地显示报警信息。
实际运行过程中,抓斗在小车方向和大车方向均有明显的摆动情况,严重影响抓斗行车的作业效率,抓斗防摇系统可有效解决此类问题防摇原理图如图2所示。增加电子防摇系统,可以达到以下要求:在自动工况下,无论空载和重载,小车从全速运行到完全停止的工况下,抓斗摆动一个周期内,电子防摇系统能将抓斗最大摆动幅度控制在±100mm以内,并趋于静止,系统仿真图如图3所示。

图2 防摇原理图
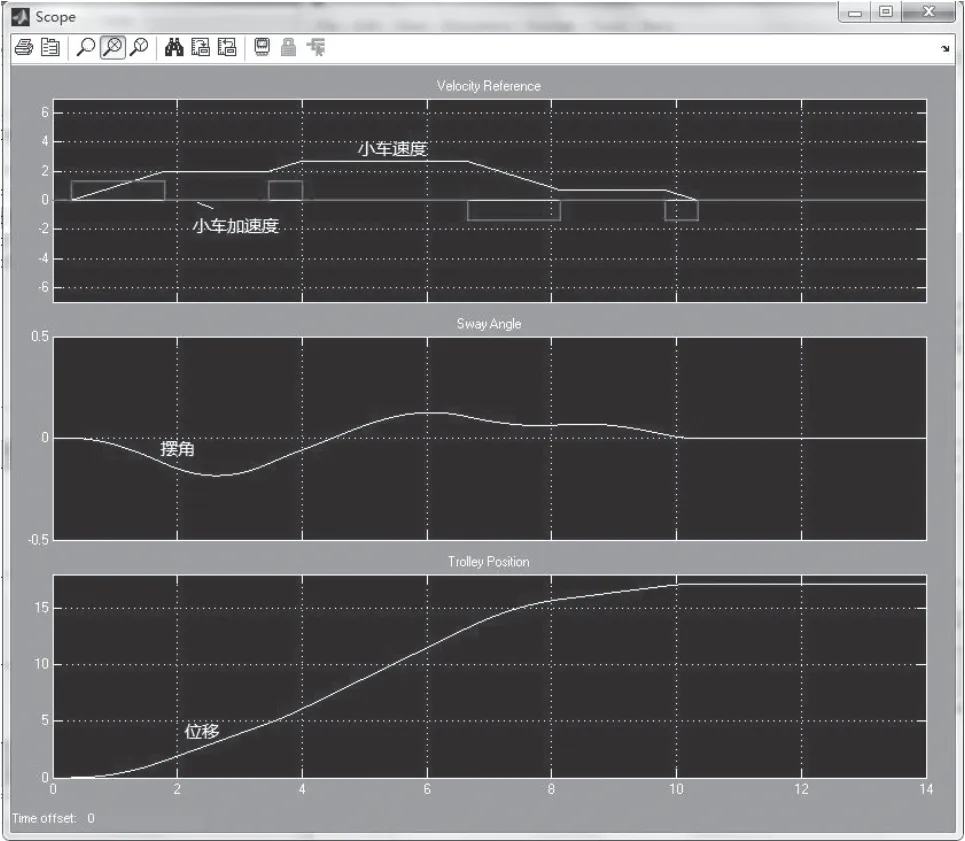
图3 防摇系统仿真图
7 无人化智能行车的安全系统设计
行车大车运行中采用声光报警提醒装置。大、小车运行机构设置有减速、终点两极限位开关,即第一极减速,第二极停车。行车大车运行设置一定距离内强制减速,避免行车与厂房恶性相撞[5]。其空载紧急刹车距离可满足≤14m±20%、满负荷紧急刹车距离≤18m±20%。行车四个角落设置缓冲器,该缓冲器能吸收行车最大运行能量70%以上。在程序中设置好相应的速度曲线,确保行车启动或者停止时运行平稳,避免各种震动和冲击。根据现场情况,可行车通过大小车的车间测量坐标来设置禁行区,避免事故的发生。
主起升机构采用重锤式限位开关和专用吊具设置的限位开关,来限制上升极限及下限位。主起升机构和副起升机构均设置起重量载荷限制器,其中主起升钢丝绳安装两根,滚筒轴承座底部安装有重量传感器,有效防止设备超载,若在闭斗上升时发生过载,则控制程序自动开斗,防止因异物导致拉断钢丝绳的事故发生[6]。行车程序中设有自动开闭斗功能、自动深挖功能、自动调整主副卷钢丝绳长度功能、抓斗自动纠偏功能、力矩自动调节功能,确保行车故障最小化、操作步骤简单化。此外,行车设有自动防摇晃功能,确保了行车作业过程中的平稳性,减少在作业过程中因抓斗晃动导致碰撞而产生的故障或事故。
8 无人化智能行车作业方式与效率计算
8.1 作业方式
行车智能化系统能自动生成并存储卸车、精矿库存管理的日报、月报,设置完成后可以实现无人化、智能化作业。自动化上料速度达到150t/h,半自动化卸车皮速度达到3节/ h,一个操作人员能同时控制2台行车的卸车皮工作。根据作业指令的目标位置及当前行车所处的位置并结合库区堆位数据,行车能自动计算最优路径,自动规划作业范围,实现禁吊区避让,即禁止进入汽车卸矿、卸沙子区域。通过激光扫描仪系统可识别精矿仓堆存量情况,如图4所示,并合理堆放精矿。此外还能根据闪速炉配料单、矿种、矿仓库位情况,自动完成上料工作,并在电脑显示正在自动执行的计划,在这个过程中可以随时人工干预调整或人工选择矿仓、矿种。行车通过激光扫描仪能够自动判断堆料高度,自动启动进行倒运,并按人工指令或按自动合理规划堆放。在需要同时进行上料和卸车作业时,系统自动按效率最优、作业均衡原则执行卸车和上料作业。
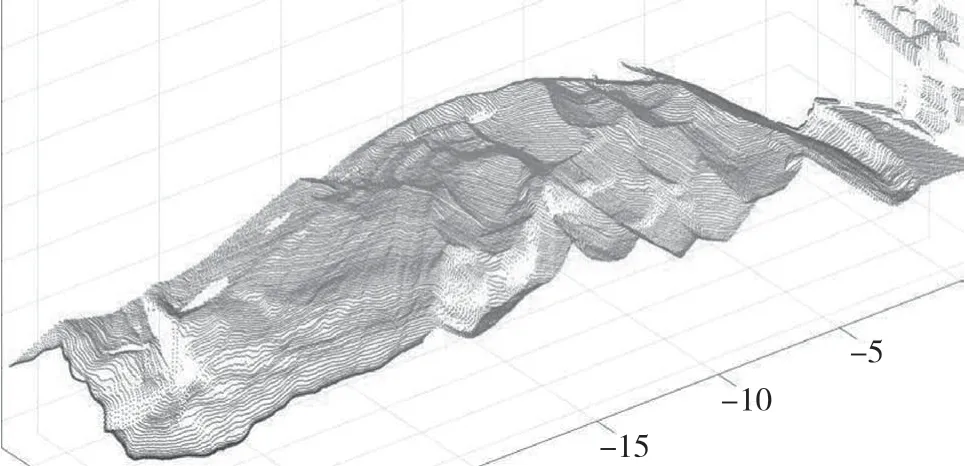
图4 激光扫描轮廓图
8.2 效率计算
精矿库上料作业中,大车平均运行距离设为30m,小车平均运行距离20m,起升距离12m,抓斗开闭时间设定为开斗8s、闭斗12s,单循环作业时间126s,每小时转运量:每小时循环次数×斗容×比重×满斗率=36000/126×3.2×2×0.85=155t;行车小车速度50m/min,起升空载速度47m/min。
9 结语
精矿库行车进行智能化升级改造后,可以通过专业软件来实现自我检查和调控整个生产过程,无需操作人员过多的干预。在无人化智能行车技术的支持下,工艺操作人员只需要操作设备终端就能完成生产流程、生产系统的全方位管理,保障生产顺行,不仅为企业员工身心健康提供了保证,并且可以高效完成日趋紧张的生产任务。因为智能设备本身具有非常快的反应速度,无人智能行车的应用能够极大地降低设备故障率,该系统的可扩展性,也为工厂数字化建设打下了基础。
猜你喜欢
农业工程学报(2022年12期)2022-09-09
钢铁钒钛(2022年3期)2022-07-08
油气·石油与天然气科学(2021年12期)2021-12-11
油气·石油与天然气科学(2021年11期)2021-11-17
数字技术与应用(2021年1期)2021-03-24
当代陕西(2019年23期)2020-01-06
小小说大世界(2017年12期)2017-12-26
有色金属材料与工程(2017年3期)2017-07-15
科技与创新(2017年5期)2017-03-28
小火炬·阅读作文(2009年2期)2009-02-17
