对塑晒滩海盐生产的几点认识
2022-11-22 03:09张田同赵希文宁可成
盐科学与化工 2022年11期
张田同,赵希文,宁可成
(大连盐化集团有限公司,辽宁 大连 116309)
1 塑晒生产过程的基本操作
1.1 深卤结晶
自20世纪80年代以来,海盐生产工艺倡导“新、深、长”工艺,有效提高了海盐产品质量。塑晒结晶工艺契合了“新、深、长”工艺和设备基础条件,结晶水深一般都在20 cm~40 cm,这样就使结晶海盐的质量得到了提高。当然,前提是必须有足够的新饱和卤水。
塑晒滩结晶的面积是一定的,但是蒸发面积和结晶面积不同(结晶面积一般是指析盐面积,蒸发面积是指水从液面向外溢出的面积)。蒸发面积是可以改变的,加深结晶水,在刮风时,水面掀起波浪,并且水越深掀起的波浪相对也就越大,与空气接触面积就越大,从而蒸发面积增加就越大,能够有效提高蒸发量。
深卤结晶卤水浓度提高得慢,在一定的面积上水越深水的体积越大,含有NaCl的溶质量就越多,在相同蒸发量的条件下析出的时间也越长。从而NaCl的终结析出的时间易于掌握,能够使NaCl在最佳状态下,并长时间析出。不像浅水结晶那样卤水浓度提高的快,使Mg2+等可溶性杂质的过饱和度变快,而随之析出,影响了NaCl的含纯量。同时,深水结晶给后步制卤创造了更多的制卤时间,增加了饱和卤成卤量,确保了结晶工艺的需要。
从太阳垂直照射水体时透至不同深度处,太阳辐射和水体吸收率看一下不同水深处热能的利用情况。
表1为太阳辐射和水体吸收率。从表1看,水越深,吸收热量越多,对蒸发量有利。同理,在相同的面积上结晶水越深,吸收的热量越多,蒸发出的淡水越多,析出的NaCl就越多。但是,从结晶面积和后步制卤情况以及其他方面因素综合考虑,在海盐生产的实际中结晶水深取20 cm~40 cm比较理想。

表1 太阳辐射和水体吸收率
塑晒池水深有一定抗雨能力。雨前可以苫上塑料布。既保盐又保卤。雨后收起塑料布仍可以继续结晶,避免了平晒生产中来雨时,使饱和卤水被稀释损失掉。
另外塑晒结晶池的水深还应根据季节特点采取不同的水深标准,比如春季蒸发量大、气温低、降雨少卤水深度可以浅一些,雨季降雨多、气温高卤水深度大一些。
1.2 新卤结晶
表2为1 m33.5 °Be′海水浓缩至各种不同比重时含盐量。
所谓新卤结晶,就是没有产过盐的饱和卤水,从表2可以看出,饱和卤水浓度越低,产1 t盐需要消耗的淡水蒸发量越小,而需要的饱和卤量越多。主要是卤水浓度越低,卤水的粘度越小,卤水蒸发系数越大。
从表2可知,在28.5 °Be′,卤水中NaCl含量几乎等于26.25 °Be′卤水中NaCl含量的三分之一,也就是说,用1 m326.25 °Be′卤水析出的NaCl的量等于用3 m3的28.5 °Be′卤水析出的NaCl量。
从表2中看,卤水饱和后,随着浓度的不断提高,NaCl的含水量逐渐减少。

表2 1 m3 3.5 °Be′海水浓缩至各种不同比重时含盐量
在生产实践中,每当把结晶池子的高浓度卤水泄掉后,换上新卤,结晶池内的卤水减少得非常明显,盐长得也新鲜;而用高浓度卤水,结晶池内卤水减少的不明显,池内长的盐也不好看,会出现片盐,严重时会长出MgSO4·7H2O(俗称卤针),这些都是可溶性杂质析出的缘故。因此,在生产中必须严格控制卤水的终结浓度,一般掌握在28 °Be′最好,不宜超过28.5 °Be′,否则将影响海盐的产量和质量。
1.3 加卤注意事项
1.3.1 一次性加卤,新、陈卤水要分清,严禁老卤回头
结晶池加卤要一次加足。主要是一次性加卤,池内卤水相同,减少卤水浓度差的均衡时间,这比几次加卤要强得多。实践中不难发现,结晶池内有27.5 °Be′卤水,即使往池内加漂花卤,卤水也不能马上结晶析盐,总有一段时间使两个浓度不同的卤水达到均匀浓度后才开始结晶析出,加卤次数越多,这种停止析出的时间越长。新卤和陈卤分清也是这个道理,主要是减少停止析出时间,同时也可避免不同浓度卤水蒸发系数不同,而影响卤水蒸发量。
1.3.2 在结晶中不要续欠度水
所谓欠度水,是指卤水没有达到饱和。这种卤水加进结晶池中不但要化盐,还增加Ca2+进入结晶池子的机会。因为Ca2+主要是以CaSO4·2H2O的形式析出,而CaSO4·2H2O这种物质在NaCl没有达到饱和前基本析出完了。在NaCl没有达到饱和时,CaSO4·2H2O还没有完全析出,一旦进入结晶池中就会随着卤水浓度提高达到饱和结晶析出CaSO4·2H2O并混入原盐中,造成原盐含钙高的质量问题。在生产中必须严格控制欠度水,往结晶池中加卤水要一次加足。还应按一定的比例进行分晒,分晒可以分为一段、二段或者多段。这是根据结晶池面积、个数以及滩田结构合理安排,主要的原则就是让后步制卤与结晶需卤平衡,并且使结晶水深、卤水浓度、卤水的Na/Mg达到工艺要求标准充分地发挥每寸结晶面积的作用。对不合理的滩田结构要下决心整改,使滩田的“制、保、排”能力保证生产需要。
2 塑苫布管理
搞好塑苫布管理,保证塑苫设备的完好率,达到塑苫收放自如。塑苫池子结晶的主要作用是为了防止天气异变时降水稀释结晶池子中的卤水,把结晶析出的NaCl化掉,从而延长NaCl在结晶池子中的结晶时间,这就要求在天气异变时必须能够苫上塑料布,把结晶池子盖上让雨水接在布上,不让雨水与卤水结合。苫布一般都比较大,就全场来看,小的塑晒超1 000 m2,大的超10 000 m2。苫盖方式上主要是机械浮卷式,机械操作省人、省力,但费用大,还有一个问题就是受电力控制,一旦在操作中停电,会带来很大的麻烦。因此,在降水集中季节,要勤观天,多协商,在放塑中能早不晚,要为后期操作留有更多的时间;人工挤缩式除费人、费力外,在收苫布时比较困难。因此,有预报时不要急于操作,但要把防老化以及绳索等解决好,做好塑料布的准备工作,看天真要下雨了,马上行动,在雨前把塑料布苫上,做到要有时间计划安排。
为了达到上述目的,平时必须对塑料布进行维护,发现塑料布有破裂处,要及时粘补上,最好每次放塑时,有专人检查塑料布,发现破裂及时补上;其次,要检查好滑道,小塑的滑道一般用铁丝和塑料绳两种,用铁丝要做好涂油防腐,在日常也要经常检查,保持铁丝的紧度,同时注意铁丝与池堰的距离要越近越好;塑料绳与铁丝相比不用涂油防腐,使用时间也比铁丝长,其它与铁丝一样。为了使滑道在塑料苫上后起到高吊塑料和防风的目的,滑道中间要做好吊线,吊线的距离一般在10 m左右,当然,多比少好。
大塑的滑道走的是吊球,滑道主要是铁和塑料两种,铁的腐蚀比较大,但坏的机会少,塑料滑道虽然腐蚀小,但接头处理要求比较高,在检查和保养中是重点,滑道要达到光滑畅通。
各种绳索要完好齐全,抗负荷能力强,机械的传动、制动、防护部分要牢固安全有效,对于传动部分要经常涂油润滑,对于有钢铁外露部分要离土上油防腐,以保证使用的灵活和安全,达到塑料布的使用寿命,减少产盐成本。
3 加强制卤,满足结晶用卤
塑晒工艺水平高低取决于制卤能力大小,如果饱和卤量充足,工艺水平就高,否则是达不到工艺要求水平,严格上讲制卤管理比结晶管理重要得多。
3.1 制卤的基本原理
蒸发浓缩海水使之达到NaCl饱和过程,即制取饱和卤水过程。一般应是制取饱和卤水的能力在塑晒生产中要大于结晶池需要的能力,最低也要等于结晶池需要,这样才能满足结晶工艺要求,使结晶池始终处在最佳的长盐状态。塑苫结晶池水比平晒结晶池水深,这就为后步制卤创造了更多的时间。
为了满足结晶用卤水,后步制卤就要扩大制取高级水的面积,高级水的面积越大越好,因此,在生产安排上要多安排制取饱和卤水的面积,基本上要达到制取饱和卤水的面积占结晶池面积的50%以上,这样结晶区再进行分晒,才可以达到工艺要求,否则是难以满足工艺标准的,并且也不能合理、高效地运用滩田面积。
表3为不同浓度卤水在相同面积蒸发量的成卤量。
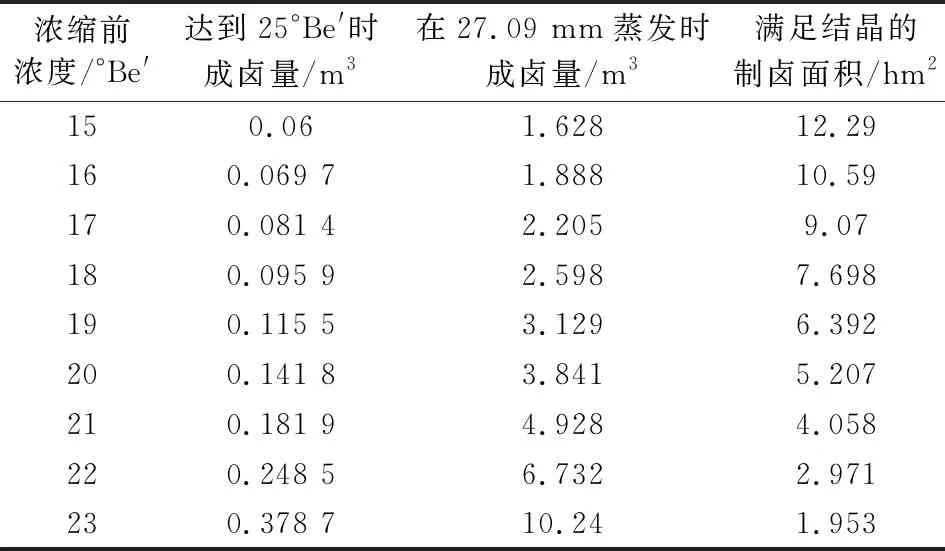
表3 不同浓度卤水在相同面积蒸发量的成卤量
分晒面积的确定,从表3可看出,制卤浓度越低,需要的制卤面积越大,用15 °Be′卤水兑卤制取饱和卤水要满足结晶用水,制卤面积必须达到12.29 hm2,而用23 °Be′卤水兑卤要满足结晶用水,制卤面积必须达到1.935 hm2。卤水饱和浓缩到28.5 °Be′时,剩余母液量占总母液量的49.67%,而在100 m2面积放入20 cm饱和卤浓缩到28.5 °Be′时,剩余的母液量为20×49.67%=9.934 m3。老卤区的结晶水深最少得比新卤区深20%,如果新卤区为20 cm,老卤区则为20×(1+20%)=24 cm,100 m2面积上新卤区结晶剩余母液可以满足老卤区面积:9.934÷24=0.419 3 hm2。
卤水从28.5 °Be′~30.5 °Be′需要蒸发出的水量为88 g,蒸发率为:
88÷496.7=17.72%
卤水从28.5 °Be′~30.5 °Be′时卤水平均蒸发系数为:
f2=99.04-98.86/105.2-104.7=0.36
深度蒸发系数取20 cm~30 cm的平均系数f2=1.32,在E皿=27.09 mm时:
E卤=27.09×0.75×0.36×1.32×1=9.65 m3
在100 m2面积上需要蒸发卤水9.65 m3,所以在0.413 9 hm2面积上需要卤水蒸发为3.994 m3,因此,3.994/17.72=22.54 cm。
从卤水浓缩规律看,老卤浓缩区比新卤区深20%,完全可以满足新陈卤水平衡析出规律。
在结晶区,新卤区结晶面积为100 m2,老卤区为0.419 3 hm2,合计1.419 hm2的结晶面积,在总的结晶面积中,新卤面积占总面积:1÷1.419 3=70.73%,因此,后步制卤可按总结晶面积的70.73%考虑。
3.2 制卤操作
在制卤上,无论使用什么方法,在一定的制卤面积上,同等的天气状态下,制取的卤量是相等的,因此,在操作中一要看滩型;二要看制取的卤量,另外还要看天气条件。
看滩型主要是看上下滩田落差以及上面制卤步数,一般各步骤浓度差应控制在1.5 °Be′~3 °Be′之间比较合理。各步浓度差的大小要根据各步制卤面积确定。在实际中可以参照表4安排。

表4 蒸发系数与浓度的关系
看制取卤量。是指制取卤水浓度和成卤量,一般地讲,应是制取高浓度卤水,在海盐产盐季节中以制取饱和卤为主,这就要求在制卤期应尽量扩大制取高浓度卤水的面积,对塑晒滩来讲,管理饱和卤区应象管理平晒结晶区一样,严格控制,记录在帐。
为了充分发挥自然条件,利用滩田设备,减少降水损失,可以采取深浅结合的方法进行制卤,深以保为主,以度为辅。有的滩田落差、沟道不好使用,在今后的修滩中要逐步完善。深浅结合制卤的好处就是扩大了保卤面积,减少接雨面积,扩大排淡面积,相当于多利用了蒸发量,如上步制卤有四筒:一筒深、三筒浅,有雨时把三筒浅的收到深中保布起来,接雨的面积有一筒深的,三筒浅的降水量可以排到滩外。假若一年中降水量为400 mm,影响制卤的降水只有100 mm,这对制卤相当有利,但是现在的滩田落差、沟道不配套,特别是转水有的相当深,有的低于池面1m,泄水时泄不干,降雨时排不净,这种滩田结构对制卤不利。因此,在实行时要因地制宜,先易后难,把不配套的滩田逐步修复完善。解决好“制、保、排”问题是海盐生产的关键。
冰下抽咸是冬季制取低浓度卤水的最好方法,掌握好抽咸时间,做好化冰分水工作,操作得当在制卤上就相当于多利用了一个5月份的蒸发量。
4 打算和设想
塑晒产盐时间长,扒盐一般一年扒一次,现在实行的是活碴盐生产,这不但浪费人力,而且浪费物力,增加制盐成本,鉴于外部经验可以从改变工艺条件入手,实行死碴盐生产,这不但可节省人力,降低制盐成本,还可以抽出大量人力进行盐田改造工作,以改变滩田不合理结构。
另外,实行死碴盐可以提高海盐质量,特别是减少不溶物含量,因为活碴盐容易把池板中的浮土带起来,落在盐的表面,结晶时夹在盐颗粒中难以去掉,而死碴盐不用破碴,浮土不易带起来,遇风天除混也比较容易,因此死碴盐所含不溶物较少、白度也高于活碴盐。
猜你喜欢
水利建设与管理(2022年9期)2022-10-15
盐科学与化工(2022年2期)2022-03-04
中国科技教育(2020年5期)2020-07-28
环球时报(2020-06-17)2020-06-17
科学导报(2020年30期)2020-05-21
饮食科学(2019年5期)2019-06-03
现代农业科技(2017年10期)2017-07-12
现代农业科技(2017年6期)2017-05-12
读写算·小学低年级(2015年5期)2015-07-13
科技与创新(2014年7期)2014-07-03