吸湿发热针织物的热湿性能研究
2022-12-09 02:20程明丽
东华大学学报(自然科学版) 2022年6期
程明丽, 沈 为, 俞 灏, 陆 建
(1.东华大学 纺织学院, 上海 201620;2.上海日舒科技纺织有限公司, 上海 200082)
吸湿发热面料的发热机理是面料中所含的吸湿发热材料通过吸收空气或人体散发的湿气,并与水分子以氢键的形式结合,水分子的动能转化为热能,或通过热化反应转化为液态水分子而释放出热量[1-2]。据统计,近几年我国关于发热保暖面料的专利数量逐渐增加,红豆、三枪、优衣库、南极人等品牌均研发了吸湿发热针织内衣,吸湿发热面料市场需求逐年增加。
吸湿发热面料的研发主要通过改变纱线的混纺组分与混纺比,同时搭配多层组织结构,以获得面料吸湿发热性能的最大化。在纱线的混纺组分上通常采用具有蓄热能力的纤维和吸湿积分热较高的纤维。蓄热纤维如异截面纤维、中空纤维、膨体纤维、表面具有沟槽的纤维,能使纱线储存足够多的空气,降低纱线的导热系数,而吸湿积分热较高的纤维能够提高纱线的吸湿发热性能。针织物的组织结构设计通常采用空气层组织、半空气层组织、添纱组织、衬垫组织等以贮存更多的静止空气从而发挥蓄热功能。如孟家光等[3]采用WARMPLUSA纤维与黏胶纤维混纺并与毛涤棉混纺纱、涤纶低弹丝交织从而开发空气层组织面料,其30 min最高升温值为5.16 ℃,30 min平均升温值为3.58 ℃。界璐等[4]利用Softworm纤维开发吸湿发热织物,并通过模糊数学方法得出罗纹半空气层组织的服用性能最好。方国平等[5]利用储能吸湿发热纤维织造单面纬编衬垫结构织物,其30 min最高升温值为8.6 ℃,30 min平均升温值为5.1 ℃,且织物结构稳定,弹性、手感优良。雷宝玉[6]采用璐奈丝纤维开发空气层组织面料,其30 min 最高升温值为3.5 ℃,且织物具有轻、薄、柔、暖等特点。
EKS纤维与Sunburner纤维分别是由日本东洋纺公司与日本帝人集团开发的吸湿发热纤维[7],受纺纱技术、纤维性能与成本的影响,这两种纤维通常需要与其他纤维混纺[8]。为提高最终产品的吸湿发热性能、保温性能及性价比等方面,本文将EKS纤维、Sunburner纤维分别与黏胶纤维、棉纤维、腈纶纤维混纺,开发出不同混纺组分、混纺比的针织面料,并对纤维与面料的热湿性能进行测试,探究混纺比、混纺组分对吸湿发热面料热湿性能的影响。
1 试样制备
1.1 原料规格
纤维原料规格与来源如表1所示。
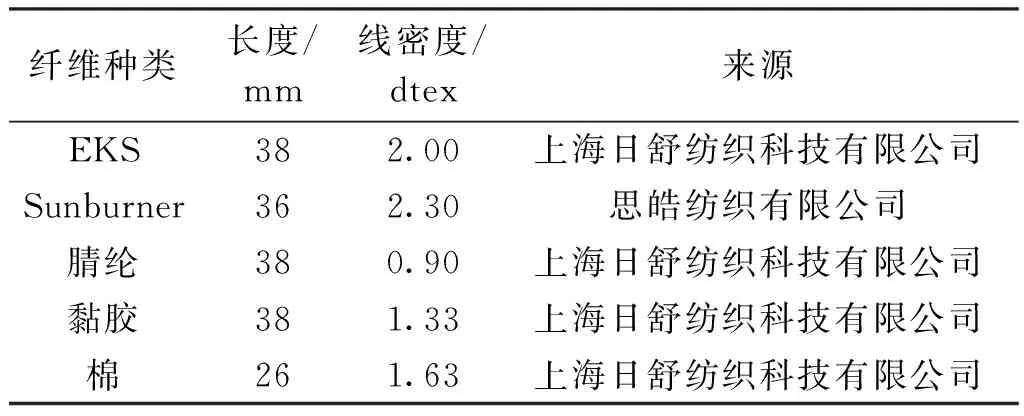
表1 纤维规格与来源Table 1 Specification and sources of fibers
1.2 纱线设计
所有纱线均采用赛络纺的方式进行纺制,纱线规格设计如表2所示。
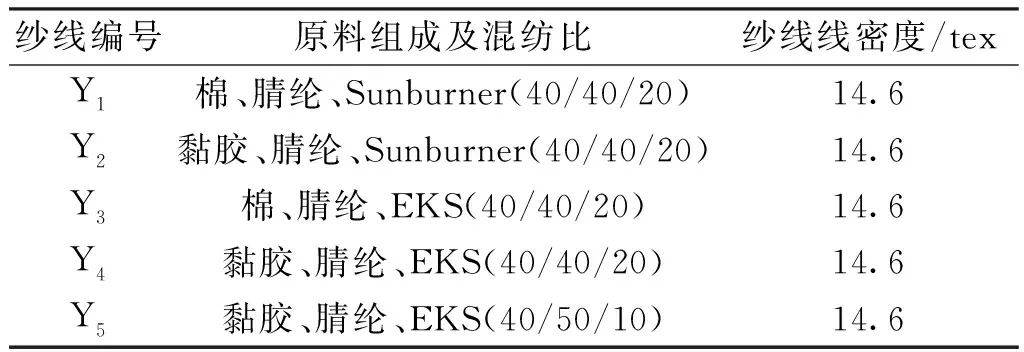
表2 纱线规格设计Table 2 Specification design of yarns
1.3 织物的织造与整理
采用机号为E22、筒径为38.1 cm的BCM/60RG型多功能双面针织圆机,将表2中的纱线编织成双罗纹组织结构织物。然后用质量浓度为1 g/L的非离子表面活性剂(曲拉通)溶液[9]对织物进行前处理,浴比为1∶20,处理温度为60 ℃,处理时间为30 min。前处理后用冷水洗涤,并在100 ℃下进行干燥后,采用圣坦克斯定型机在120 ℃下进行呢毯定型[10],车速为20 m/min。织物的基本结构参数如表3所示。
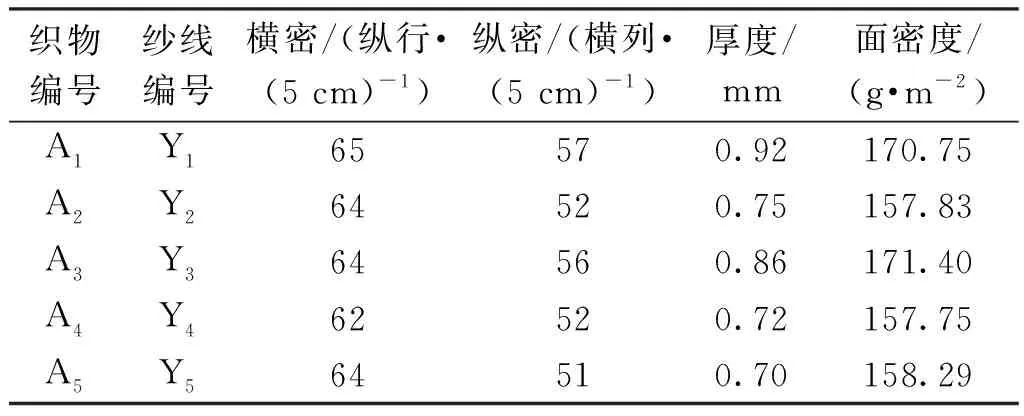
表3 织物基本结构参数Table 3 Basic structure parameters of fabrics
2 试验方法
2.1 纤维性能测试
(1)纤维形态结构。利用台式扫面电子显微镜观察纤维形态,截面形态放大倍数为3 000倍,纵向形态放大倍数为5 000倍。
(2)纤维回潮率。参照GB/T 6503—2017《化学纤维 回潮率试验方法》,使用通风式八篮烘箱进行测试,每种纤维测试3次。
(3)纤维吸湿积分热。采用量热器法测量纤维的吸湿积分热[10]。将纤维放入烘箱中烘干至恒重后放入干燥皿中,置于20 ℃的环境中静置2 h使纤维温度平衡。将一定量的去离子水同样置于20 ℃的环境中至温度平衡后,称取100 g去离子水置于量热器中,并使用温度计测量其温度(记为t1),随后称取5 g干燥纤维置于量热器中,搅拌均匀并测量混合物的最高温度(记为t2),每种纤维测试3次。纤维的吸湿积分热由式(1)[11]计算而得。
(1)
式中:Q为纤维的吸湿积分热,J/g;m1为去离子水的质量,g;m2为纤维质量,g;c为水的比热容,J/(kg·K)。
2.2 织物性能测试
(1)织物回潮率。参照GB/T 9995—1997《纺织材料含水率和回潮率的测定 烘箱干燥法》,使用通风式八篮烘箱进行测试,每种织物测试3次。
(2)织物透气性能。参照GB/T 5453—1997《纺织品 织物透气性的测定》,使用YG461型全自动透气性测试仪进行测试,每种织物测试10次。
(3)织物透湿性能。参照GB/T 12 704.1—2009《纺织品 织物透湿性试验方法 第1部分:吸湿法》,使用FX3180-CM15型织物透湿率分析仪进行测试,每种织物测试3次。
(4)织物芯吸性能。参照FZ/T 01071—2008《纺织品 毛细效应试验方法》,测试过程中每隔300 s记录一次芯吸高度,测试总时间为1 800 s,每种织物测试3次。
(5)织物保暖性能。参照GB/T 35762—2017《纺织品 热传递性能试验方法 平板法》,使用YG606型织物热阻仪进行测试,试样预热时间为40 min,试样测试时间为40 min,总测试时间为80 min,每种织物测试3次。
(6)织物吸湿发热性能。参照GB/T 29866—2013《纺织品 吸湿发热性能试验方法》,将织物烘干至恒重后,放入干燥皿中并置于20 ℃的环境中至温度平衡,随后置于温度为20 ℃、相对湿度为90%的恒温恒湿箱中,使用温度传感器测试织物吸湿发热性能,每种织物测试3次。
3 结果与讨论
3.1 纤维性能结果与分析
3.1.1 纤维形态结构
不同发热纤维的SEM图如图1所示。由图1可知:EKS纤维、Sunburner纤维、腈纶纤维的横向截面形状相似,都呈圆形或近圆形;在纵向表面形态上,EKS纤维和腈纶纤维的纵向表面都具有沟槽,且腈纶纤维相比KES纤维,前者沟槽呈现长而深的形态,后者沟槽分布得更加多、浅、均匀,Sunburner纤维纵向表面光滑,但是有突出的现象。
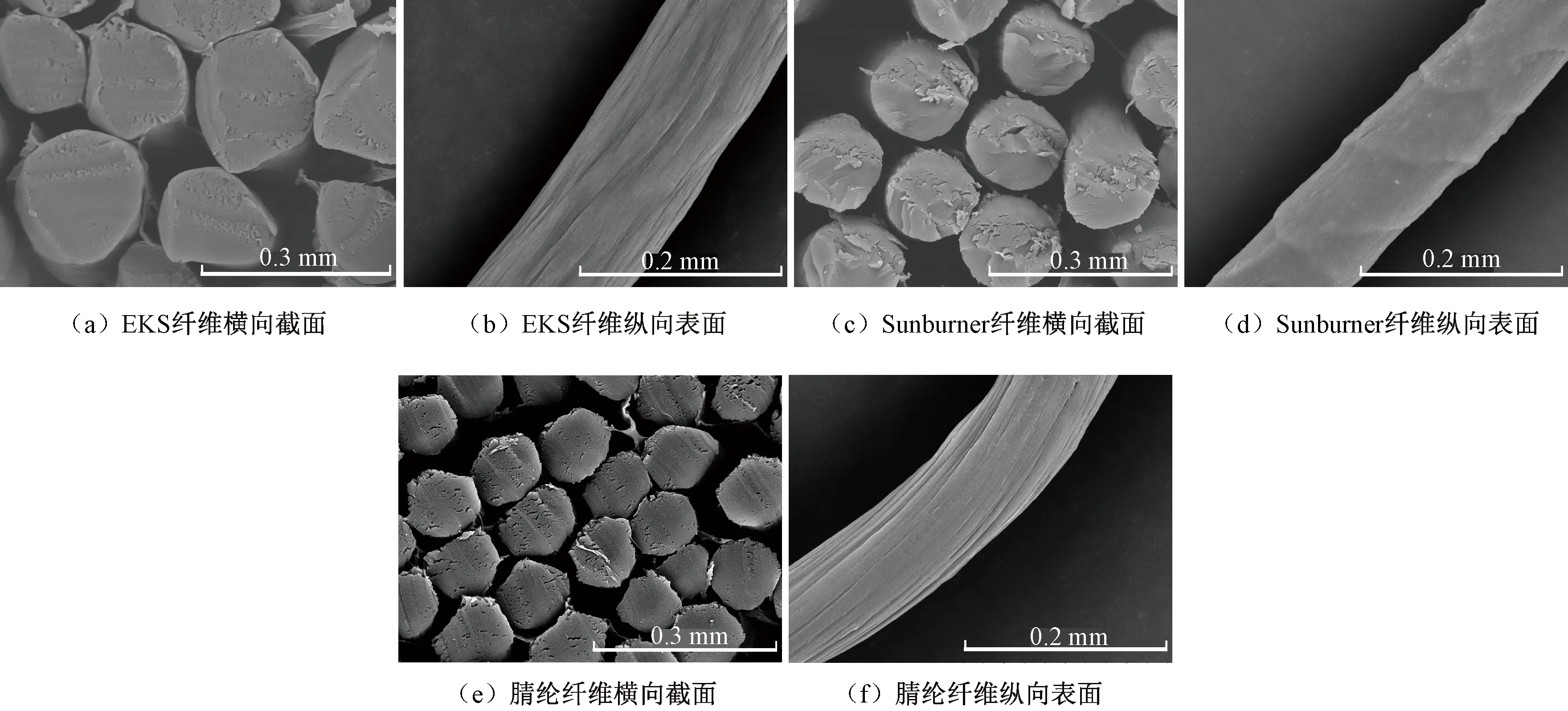
图1 不同发热纤维的横向截面和纵向表面SEM图Fig.1 SEM images of cross-section and longitudinal surface of different heat generating fibers
3.1.2 纤维回潮率与吸湿积分热
纤维回潮率与吸湿积分热测试结果如表4所示。由表4可知,EKS纤维与Sunburner纤维回潮率分别是常规腈纶纤维的14.44、22.15倍。因为EKS纤维与Sunburner纤维均以聚丙烯腈为基底,接枝共聚大量的—COOH、—OH等亲水基团,使得纤维具有强吸湿性[12]。另外,Sunburner纤维回潮率较EKS纤维高出53.42%,这主要与接枝共聚基团的数量与极性有关。
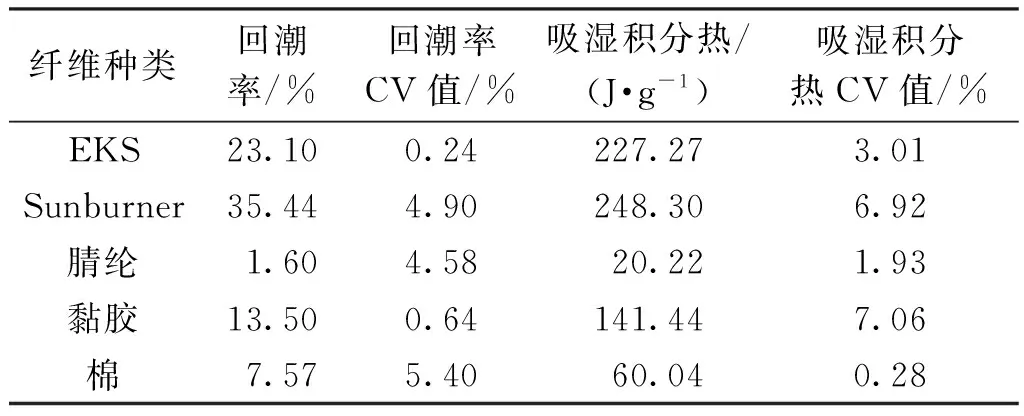
表4 纤维热湿性能Table 4 Fiber thermal and moisture properties
纤维吸湿积分热是影响织物吸湿发热性能的重要因素,通常情况下,纤维回潮率越大,其吸湿积分热越大[13]。由表4可知,EKS纤维、Sunburner纤维的吸湿积分热分别是常规腈纶纤维的11.24、12.28倍,即EKS纤维与Sunburner纤维均具有较大的吸湿积分热,两者为理想的吸湿发热材料。此外,棉纤维与黏胶纤维相比,前者吸湿积分热仅为后者的42.45%,两者相差较大。
3.2 织物热湿性能结果与分析
3.2.1 织物回潮率
织物回潮率测试结果如表5所示。A1、A2、A3、A4等4种织物中腈纶纤维的质量分数相同,因此织物回潮率的差异主要来源于其余两种混纺纤维的种类及纤维的质量分数。
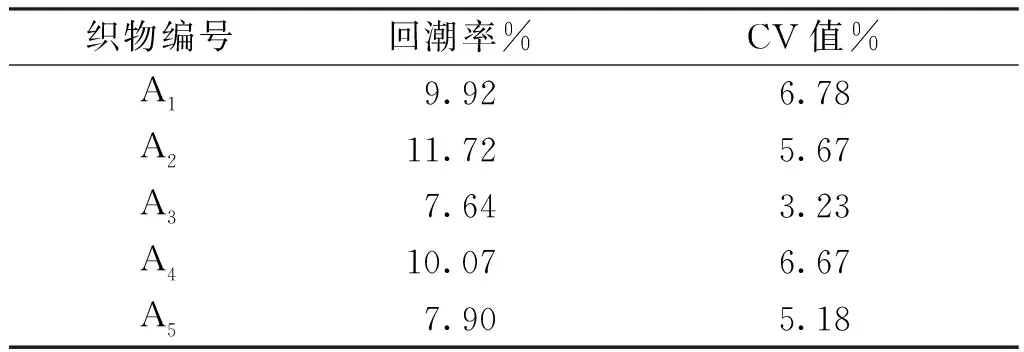
表5 织物回潮率Table 5 Moisture regain of fabrics
由表5可知,对比含棉纤维织物的回潮率与含黏胶纤维织物的回潮率,A1织物的回潮率较A2织物低15.36%,A3织物的回潮率较A4织物低24.13%;对比含Sunburner纤维织物的回潮率与含EKS纤维织物的回潮率,A1织物的回潮率较A3织物高29.84%,A2织物的回潮率较A4织物高16.39%。另外对比A4织物与A5织物的回潮率,可以看出EKS纤维的质量分数降低10个百分点,织物回潮率降低21.55%。总体而言,织物中吸湿纤维种类与质量分数对织物回潮率的影响均较大。
3.2.2 织物透气性能与透湿性能
织物的透气性能与透湿性能测试结果如表6所示。
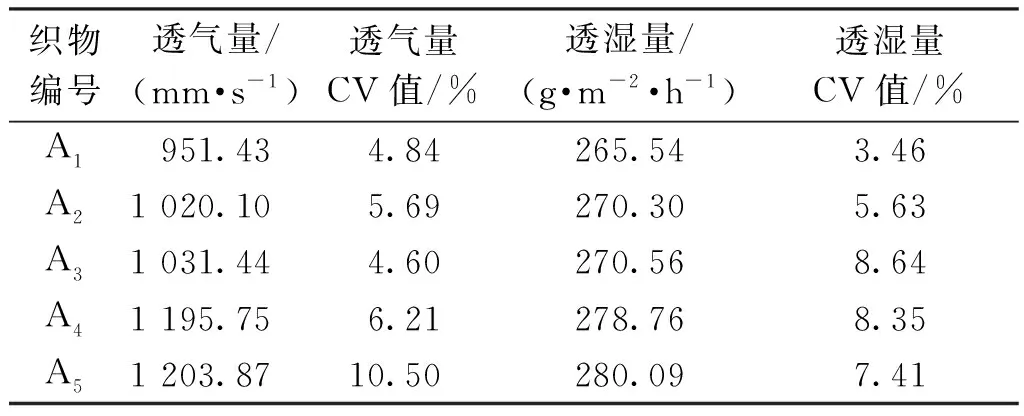
表6 织物透气、透湿性能
由表6可知,织物的透气量大小关系依次为A5>A4>A3>A2>A1。对比含棉纤维织物与含黏胶纤维织物的透气量,A1织物的透气量较A2织物降低6.73%,A3织物的透气量较A4织物降低13.74%。一方面,织物经过整理后,A1织物与A3织物的厚度、面密度均较A2织物和A4织物大;另一方面,黏胶纤维表面为锯齿状,其透气性能高于棉纤维。再对比含Sunburner纤维织物与含EKS纤维织物的透气量,A1织物的透气量较A3织物降低7.76%,A2织物的透气量较A4织物降低14.69%。这主要是因为织物的透气量与纤维比表面积的平方成正比[11],而EKS纤维表面存在孔隙,因此其比表面积较表面光滑的Sunburner纤维大,进而使得织物的透气量更大。A5织物与A4织物相比,EKS纤维的质量分数减少10个百分点,织物透气量仅增加0.68%,因此EKS纤维与腈纶纤维的质量分数的调整,对织物的透气性能影响不大。
此外,织物的透湿量的大小关系依次为A5>A4>A3>A2>A1,与透气性能相似,织物的透湿性能与织物孔隙的大小与数量有关,此外也与织物的吸湿性能有关[14]。对比含棉纤维织物与含黏胶纤维织物的透湿量,A1织物的透湿量较A2织物降低1.76%,A3织物的透湿量较A4织物降低2.94%。对比含Sunburner纤维织物与含EKS纤维织物的透湿量,A1织物的透湿量较A3织物降低1.86%,A2织物的透湿量较A4织物降低3.04%。由此表明,含黏胶纤维织物与含EKS 纤维织物的透湿性能优于含棉纤维织物与含Sunburner纤维织物。而A5织物的透湿量比A4织物的透湿率量高0.48%,即EKS纤维与腈纶纤维的质量分数的调整,对织物透湿性能的影响也不大。总体而言,纱线的纤维组分种类与质量分数对织物的透湿性能的影响均较小。
3.2.3 织物芯吸性能
织物芯吸性能测试结果如图2所示。织物在前300 s的芯吸速度明显高于后1 500 s的芯吸速度,这主要是因为随着织物芯吸高度的增加,织物中水的重力不断增加,因此织物的芯吸速度不断下降。同时,对比含棉纤维织物与含黏胶纤维织物的芯吸高度,A1织物的纵向、横向芯吸高度较A2织物分别降低 22.35%与15.27%,A3织物的纵向、横向芯吸高度较A4织物分别降低48.90%与35.34%,表明含黏胶纤维织物的芯吸高度高于含棉纤维织物。对比含Sunburner纤维织物与含EKS纤维织物的芯吸高度,A1织物的纵向、横向芯吸高度较A3织物分别提高55.29%与39.27%,A2织物的纵向、横向芯吸高度较A4织物分别提高2.20%与6.28%,表明含Sunburner纤维织物的芯吸高度高于含EKS纤维织物。这主要是因为黏胶纤维的吸湿性能高于棉纤维,Sunburner纤维的吸湿性高于EKS纤维,且黏胶纤维表面为锯齿结构,有利于水的传导。对比A4、A5织物的芯吸高度,EKS纤维的质量分数减少10个百分点,A5织物的纵向、横向芯吸高度分别降低3.21%和0.79%,表明EKS纤维质量分数的减少虽使得织物的芯吸性能下降,但影响较小。
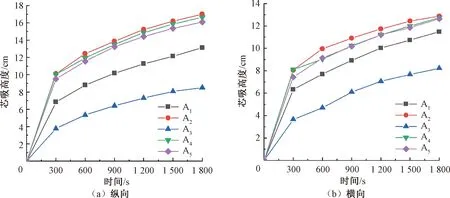
图2 织物芯吸性能Fig.2 Wicking performance of fabrics
3.2.4 织物保暖性能
织物的热阻与导热系数间存在如式(2)[11]的关系,受纱线性质不同的影响,在经过前处理与热定型后织物厚度不同,为排除织物厚度带来的影响,采用织物的导热系数比较织物的保暖性。
(2)
式中:λ为织物导热系数,W/(m·K);R为织物热阻,K·m2/W;d为织物厚度,m。
织物保暖性测试结果如表7所示。由表7可知,织物的导热系数的大小关系依次为A3>A1>A4>A5>A2。A1织物的导热系数较A2织物高7.93%,A3织物的导热系数较A4织物高7.56%,表明含棉纤维织物的保暖性能较含黏胶纤维织物差;A1织物的导热系数较A3织物低5.57%,A2织物的导热系数较A4织物低5.90%,表明含EKS纤维织物的保暖性较含Sunburner纤维织物差。A4织物的导热系数较A5织物高3.09%,表明随着EKS纤维质量分数的降低,织物的保暖性能增高。这主要是因为黏胶纤维的保暖性较棉纤维强,Sunburner纤维的保暖性较EKS纤维强,且EKS纤维的保暖性能不及腈纶纤维[15]。
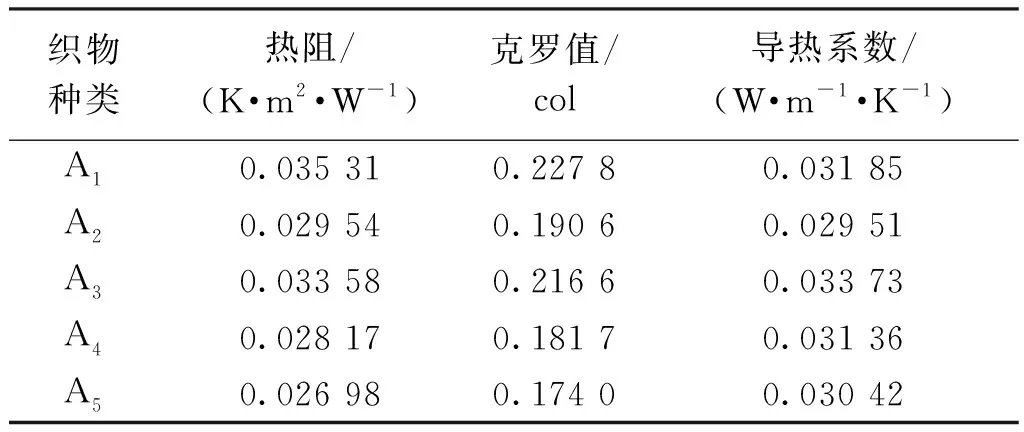
表7 织物保暖性能Table 7 Thermal retention property of fabrics
3.2.5 织物吸湿发热性能
织物的吸湿发热曲线和性能测试结果分别如图3和表8所示。织物的吸湿发热性能主要与纤维组分、干燥织物面密度等有关,通常情况下,织物所含的发热纤维越多,纤维的吸湿积分热越大,干燥织物的面密度越大,织物的吸湿发热性能越强[16]。
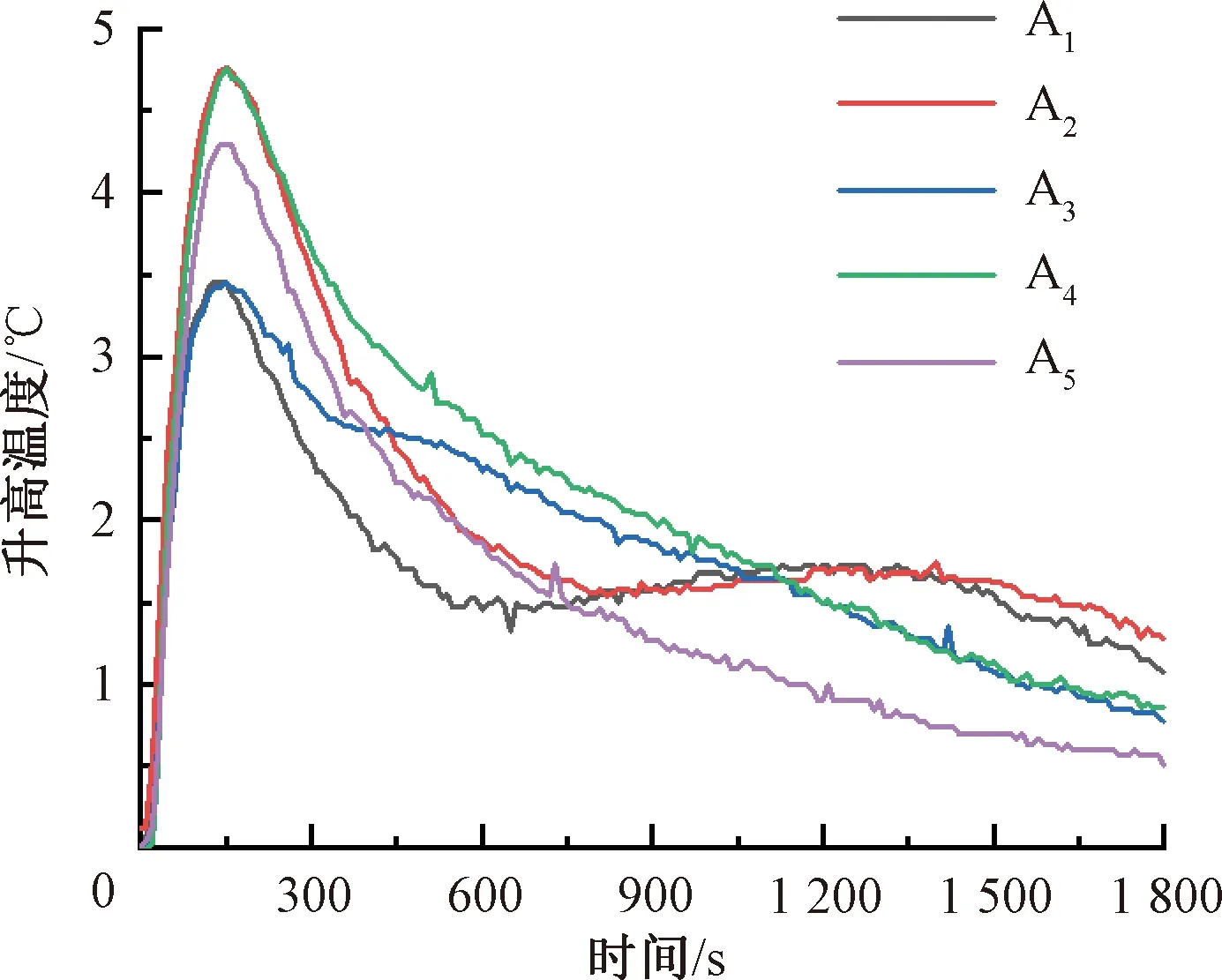
图3 织物吸湿发热曲线Fig.3 Moisture-absorption and heat-generating curves of fabrics
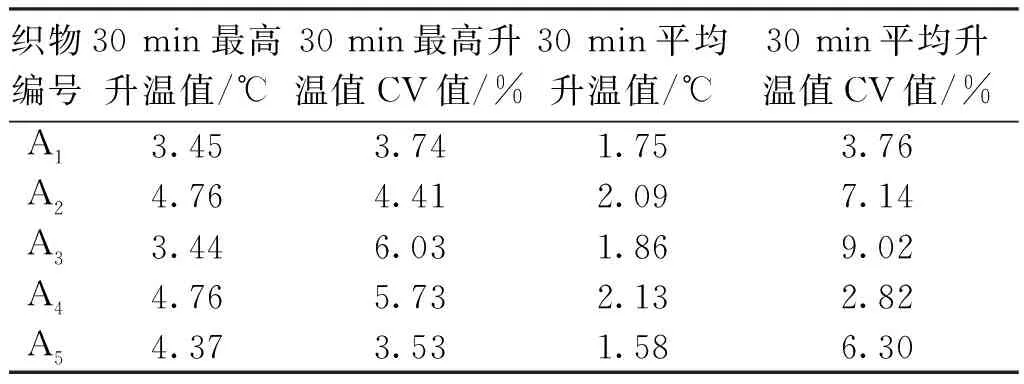
表8 织物吸湿发热性能
由图3可知,5种织物均在200 s时达到最高升温值,在达到最高升温值后,含Sunburner纤维织物的降温速率明显高于含EKS纤维织物,但含Sunburner纤维织物在600~800 s的时间段重新小幅度升温,并在1 400 s时再次降温。由表8可知,A1织物与A3织物、A2织物与A4织物的30 min最高升温值基本相同,A1织物的30 min平均升温值为A3织物的94.09%,A2织物的30 min平均升温值为A4织物的98.12%。这主要是因为Sunburner纤维虽然具有较高的吸湿积分热,但其回潮率较高,使得干燥织物面密度较含EKS纤维织物小[17-18],因此两者的最高升温值基本相同,并且达到最高升温值后,含Sunburner纤维织物的温度下降速率明显高于含EKS纤维织物,因此含EKS纤维织物的平均升温值高于含Sunburner纤维的织物。另外,A1织物的30 min最高升温值为A2织物的72.48%,A3织物的30 min最高升温值为A4织物的72.27%,A1织物的30 min平均升温值为A2织物的83.73%,A3织物的30 min平均升温值为A4织物的87.32%,表明含棉纤维织物的吸湿发热性能较含黏胶纤维织物差,这主要是受到棉纤维与黏胶纤维吸湿积分热差异的影响。A4织物与A5织物相比,前者的30 min最高升温值和30 min平均升温值分别高8.92%和34.81%,表明EKS纤维质量分数的减少使得织物的吸湿发热性能变差,这主要是因为EKS纤维的吸湿积分热高于腈纶纤维[19]。
4 结 论
(1)EKS纤维与Sunburner纤维具备强吸湿性、高吸湿积分热,且Sunburner纤维的吸湿积分热高于EKS纤维。
(2)在相同混纺比下,含黏胶纤维织物的透气性能、透湿性能、保暖性能、芯吸性能与吸湿发热性能均优于含棉纤维织物,含Sunburner纤维织物的芯吸性能、保暖性能优于含EKS纤维的织物,而透气性能、透湿性能低于含EKS纤维织物。在标准条件下调湿完成的织物,含Sunburner纤维织物的吸湿发热性能并不优于含EKS纤维的织物。总体而言,纤维组分对织物的透湿性能影响较小,对其他性能的影响较大。
(3)在黏胶纤维质量分数不变的情况下,EKS纤维质量分数的降低使得织物回潮率、芯吸性能、吸湿发热性能降低,使得织物的透气性能、透湿性能、保暖性能增强,其中对织物芯吸性能、透气性能、透湿性能的影响较小。
猜你喜欢
中国棉花加工(2022年2期)2022-07-09
中国棉花加工(2021年4期)2021-11-04
分析仪器(2020年2期)2020-05-21
中国棉花加工(2019年5期)2019-12-27
第一财经(2017年29期)2017-08-10
纺织科学研究(2017年4期)2017-05-17
小资CHIC!ELEGANCE(2016年28期)2016-12-16
中国纤检(2016年7期)2016-08-08
化纤与纺织技术(2015年3期)2015-12-26
化纤与纺织技术(2015年3期)2015-12-26