
磁场约束对CMT增材制造铝合金微观组织及力学性能的影响
2022-12-21 08:21邢彦锋曹菊勇杨夫勇张小兵
轻工机械 2022年6期
王 敏, 邢彦锋, 曹菊勇, 杨夫勇, 张小兵
(上海工程技术大学 机械与汽车工程学院, 上海 201620)
电弧增材制造技术因其沉积效率高、成本低和材料利用率高而被广泛应用于工业制造领域。铝合金属于轻金属材料,同时具有优良的耐腐蚀性和抗氧化性而被广泛应用[1-2]。然而,铝合金电弧增材制造成形过程中通常会出现裂纹、气孔和微观晶粒粗大等缺陷,严重影响到材料的性能[3-5]。
为解决上述问题,国内外很多研究学者通过采用超声振动装置、激光复合焊等多种设备进行增材制造[6-7]。其中外加磁场辅助电弧增材制造由于能够改变电弧形态和铝合金材料的力学性能,并且制造成本低廉,适合大规模工业化生产,而被用来改善合金性能[8]。Mou等[9]在研究Ti6Al4V-304L钢的弧钎焊中加入轴向磁场,发现在加入磁场后,由于洛伦兹力的作用,电弧形状从圆锥形改变为旋转钟形,导致电弧长度变短,宽度变大,熔池温度降低,并且随着磁场强度的增加,接头的抗拉强度得到明显的改善。Liu等[10]在对铝合金和不锈钢的冷金属过渡焊接(cold metal transfer,CMT)过程中加入纵向磁场,发现磁场能够抑制铁在焊缝中扩散,提高熔覆层中的硅含量,从而降低了铝钢之间的脆性化合物的厚度,并且不同磁感应强度和交变电流频率的磁场影响电弧和熔滴的形态,并最终改变焊接组织和力学性能。王亚欣[11]在铝钢电弧增材制造研究中发现磁场的添加能够以降低焊接时的峰值温度,缩短高温停留时间和加快熔池流动等方式降低界面金属间化合物的厚度并减少脆性较大的化合物在界面处生成,改善初始界面结构,并且增材制造后的成形件力学性能得到了明显的提升。Sun等[12]研究CMT焊接电弧特性过程中施加纵向磁场对Al6061-T6和TC4合金进行连接,发现在磁场力的作用下带电粒子呈现螺旋运动并且焊接电弧呈现旋转钟形,提高了熔池的扩散能力;同时磁场降低了焊接峰值温度及其保持时间,从而抑制了焊缝处脆性金属间化合物的生长,使焊缝微观结构发生改变,改善了铝钛2种合金的拉伸性能。王扬帆等[13]在CMT电弧增材制造inconel625合金中使用了外加磁场辅助装置,发现inconel625合金在沉积过程中,由于受到磁场的作用细化了合金的枝晶尺寸,并且促进了合金内部元素的扩散,同时有效的提高了合金的力学性能。磁场辅助作用目前常用于影响异种材料的焊接性能上,其中在铝合金电弧增材制造方面的研究主要集中于铝合金的Al-Cu和Al-Mg合金,而作用于Al-Si合金的电弧增材制造方面研究较少。
基于此,课题组采用CMT作为电弧热源,ER4043铝合金焊丝作为沉积材料,研究外加纵向直流磁场对电弧增材制造铝合金成形件的宏观、微观组织变化以及断口形貌的影响,并对比分析有无外加纵向直流磁场下对ER4043铝合金成形件力学性能的影响,为外加磁场增材制造铝合金技术提供参考。
1 材料、设备和方法
课题组采用Al6061作为基板母材,基板的尺寸为200 mm×180 mm×5 mm,焊丝为直径1.2 mm的ER4043铝硅焊丝,焊丝的化学成分如表1所示。

表1 ER4043铝硅焊丝化学成分
CMT电弧增材制造系统是由Fronius CMT TPS4000焊机、6轴KUKA机器人、工作台和保护气体设备组成。磁场的发生装置是用1 mm的漆包线缠绕在工字轴绝缘体上,线圈由兆信KXN-305D型号直流电源供电,通过改变电流的大小控制磁场强度,再使用TD8650型号高斯计测量不同电流下的磁场强度。线圈装置安装在焊枪上产生纵向磁场。图1所示为焊接试验装置示意图。
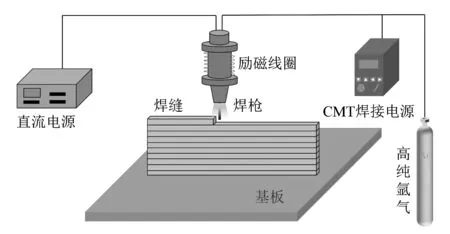
图1 焊接试验装置示意图
实验中保持焊接速度为0.5 m/min,送丝速度为5.0 m/min,励磁电流为0~3 A,线圈产生的磁场强度保持在0~20 mT。在每次沉积前测量磁场强度以确保磁场的准确性。焊接前,为了避免母材对实验的影响,用砂纸打磨母材表面并用酒精擦拭以去除表面的氧化膜。
增材制造过程中选择在加入不同磁场强度与无磁场情况下进行试验研究。在沉积过程中,每沉积一层待沉积层的温度降至300 ℃再进行下一次沉积;同时在每沉积一层后用风扇对磁场装置进行冷却以避免磁场发生装置过热引起的偏差。试件沉积完成后用线切割机加工试样,采用金相研磨机对试验样品进行研磨和抛光,使用光学显微镜和扫描电镜对沉积样件进行组织形貌和力学性能分析。试样的拉伸试验在万能拉伸试验机上以1 mm/min拉伸速率进行,对每种试验条件进行3次拉伸试验,以尽量避免误差对实验结果造成的影响。
2 试验结果与分析
2.1 外加磁场对气孔的影响
图2所示为单道单层沉积横截面宏观图。由图2可知,在未加入磁场时,焊缝表面分布着大量的气孔,且较大的气孔都偏向焊缝顶部;在加入磁场后,气孔在焊缝表面分散,随着磁场强度的增大,焊缝表面的气孔也随之减少,在励磁电流达到3 A时,孔隙率降低到最低。这是因为在单道沉积时,原本熔池内的气体没有受到磁场力作用,气孔主要受熔池内的浮力作用上升,在熔池极速冷却后残留的气孔大多数留在了沉积层的上表面,且气孔相对较大;而当熔池受到磁场产生的洛伦兹力的作用后,熔池内金属会发生回流,从而使液态金属从熔池的前部流向后部,流体中会产生附加的流体压力。回流让气孔向熔池底部流动这会让熔池内的气孔更难成形,从而降低了孔隙率。在回流的作用下,熔池内的气孔向熔池底部流动的同时也增加了小气孔与大气孔的融合的几率,导致在焊缝底部出现如图2(b)所示的相对较大的气孔。
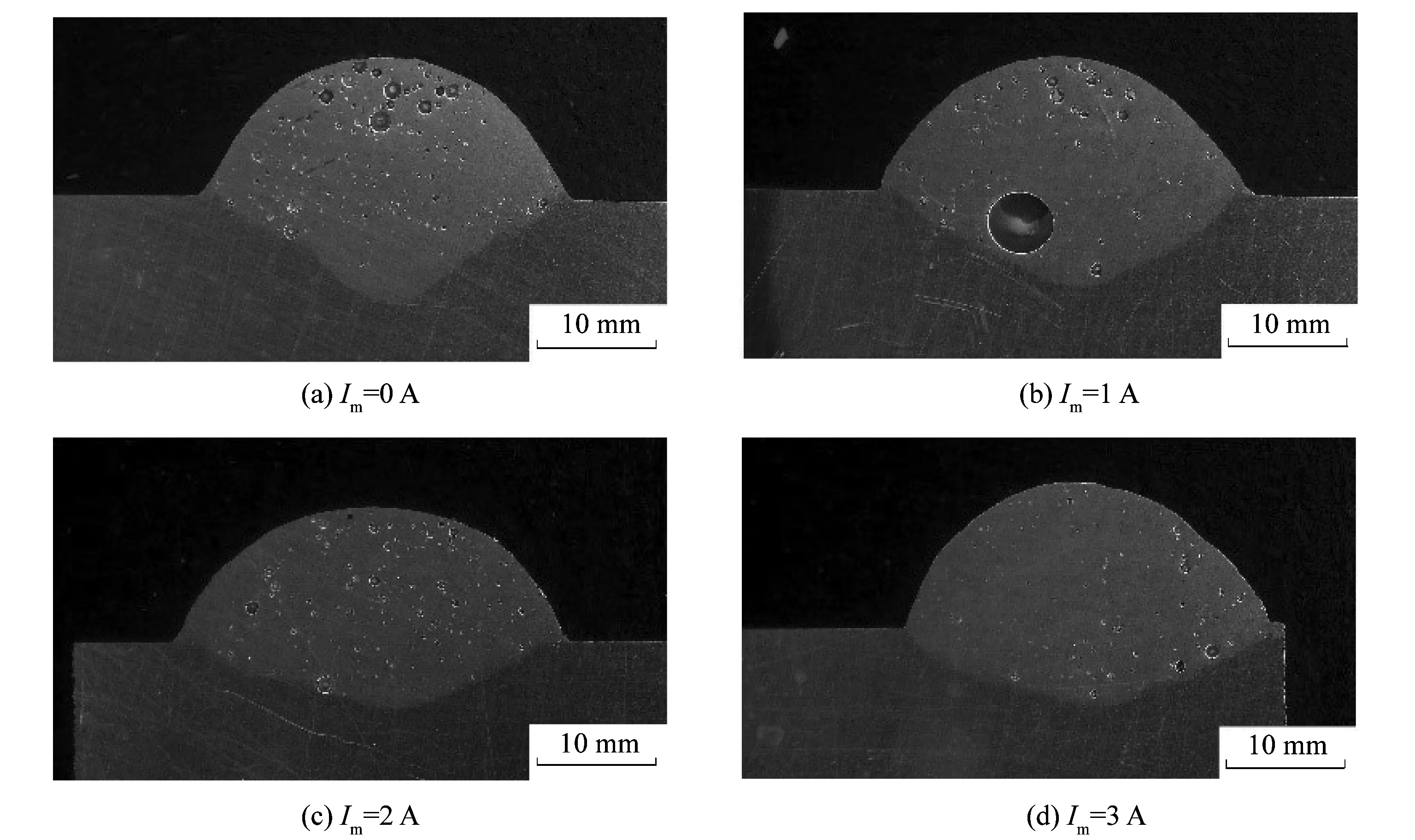
图2 不同励磁电流下单道单层沉积横截面宏观图
图3所示为不同励磁电流情况下的单道单层沉积的孔隙率,从图中可以看出在未施加磁场时的焊缝截面孔隙率为6.2%,当励磁电流Im增大到3 A时,孔隙率达到了最小值为1.8%。在Im=1 A时,试件孔隙率与无磁场相比上升了1.3%,当Im=2 A时,沉积层内的气孔数目较多,呈细小气孔并分布在沉积层各处。这是由于在沉积时施加较低磁场时,熔池受到的洛伦兹力较小,气孔在熔池内流动过程与其它气孔融合,而在熔池凝固前,融合而成的较大的气孔因来不及逃逸而最终停留在内部。但当励磁电流增大时,熔池流动加剧,气孔流动速率增加,大大降低了成形件的孔隙率。
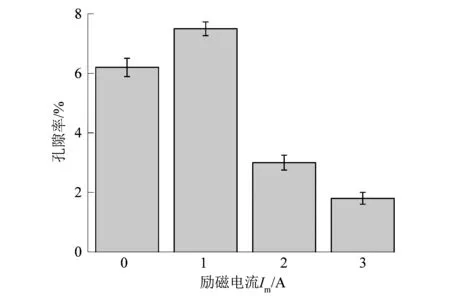
图3 磁场对孔隙率的影响
2.2 磁场对显微组织的影响
图4所示为经过研磨和抛光后得到的在无磁场和施加纵向直流磁场时的单道多层增材制造试样腐蚀后的熔合线分布情况。在未施加磁场条件下,即Im=0 A时,可以观察到增材制造后横截面的熔合线分布呈向下弯曲状,而在加入纵向直流磁场后,试样沉积层的熔合线接近一条直线。并且从图4(b)中可以看出在逐层沉积过程中熔合线都往一侧倾斜偏移。这是因为:在增材制造过程中无磁场条件下,逐层沉积出现的圆弧形熔合线是由于电弧中心区域热流密度大而产生的中间熔深区域高于两侧的熔深区域;在加入磁场后,焊接时带电的熔滴在受到纵向磁场的作用,切割磁感应线产生洛伦兹力,熔滴受到洛伦兹力的影响逐渐偏离电弧中心向外侧滴落,从而熔合线呈直线状态。此外熔滴的偏移还会引起熔池的波动,提高熔滴在熔池内的流动能力。
图4(a)和(b)中右侧为电弧增材制造沉积态熔合线处的微观组织形貌,浅色区域为α-Al晶粒组织,黑色区域为Al-Si共晶组织。从图4可以看出热影响区(heat affected zone,HAZ)处的晶粒组织明显大于电弧区(arc zone,AZ),这是因为在沉积过程中HAZ的晶粒尺寸与温度梯度和高温停留有关[14]。在无磁场时,AZ区出现许多柱状晶和较少的等轴晶粒,HAZ区则呈现出许多粗大的柱状晶体。这是由于在成形过程中金属凝固并结晶阶段,晶粒向最大温度梯度方向生长[15],HAZ区的温度梯度小,凝固速度慢,导致晶粒的生长速度降低,并且HAZ区域附近是上一次的沉积层再次经历热作用,在该区域温度的停留时间较长,导致凝固速度慢,晶粒粗大。图4(b)中HAZ区可以明显的看出右侧的α-Al晶粒小于图4(a)右侧的HAZ区晶粒,这是因为在加入纵向磁场后,熔池受到扰动,磁场改变了熔池内的最大温度梯度的方向[16],导致枝晶臂断裂,提高了熔池的细小柱状晶的成形率。
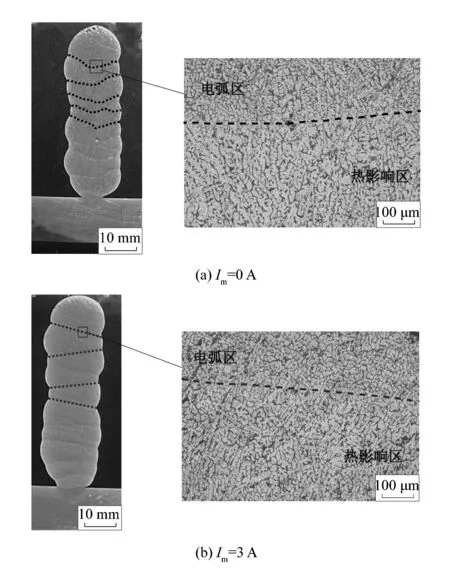
图4 不同励磁电流下单道多层增材制造试样截面形貌和微观组织
2.3 磁场对力学性能影响
图5所示为不同励磁电流对增材制造试件抗拉强度的影响曲线。从图5可以看出随着励磁电流的增大,增材制造试件的抗拉强度也随之增加。无磁场时,试件的横向和纵向抗拉强度最小,分别为161.5和159.9 MPa。当励磁电流达到了3 A时,试件的横向和纵向抗拉强度都达到了最高,分别为176.5和182.9 MPa,与无磁场的作用下相比分别提升了约9.3%和14.4%。这是因为在电弧增材制造成形过程中,试件
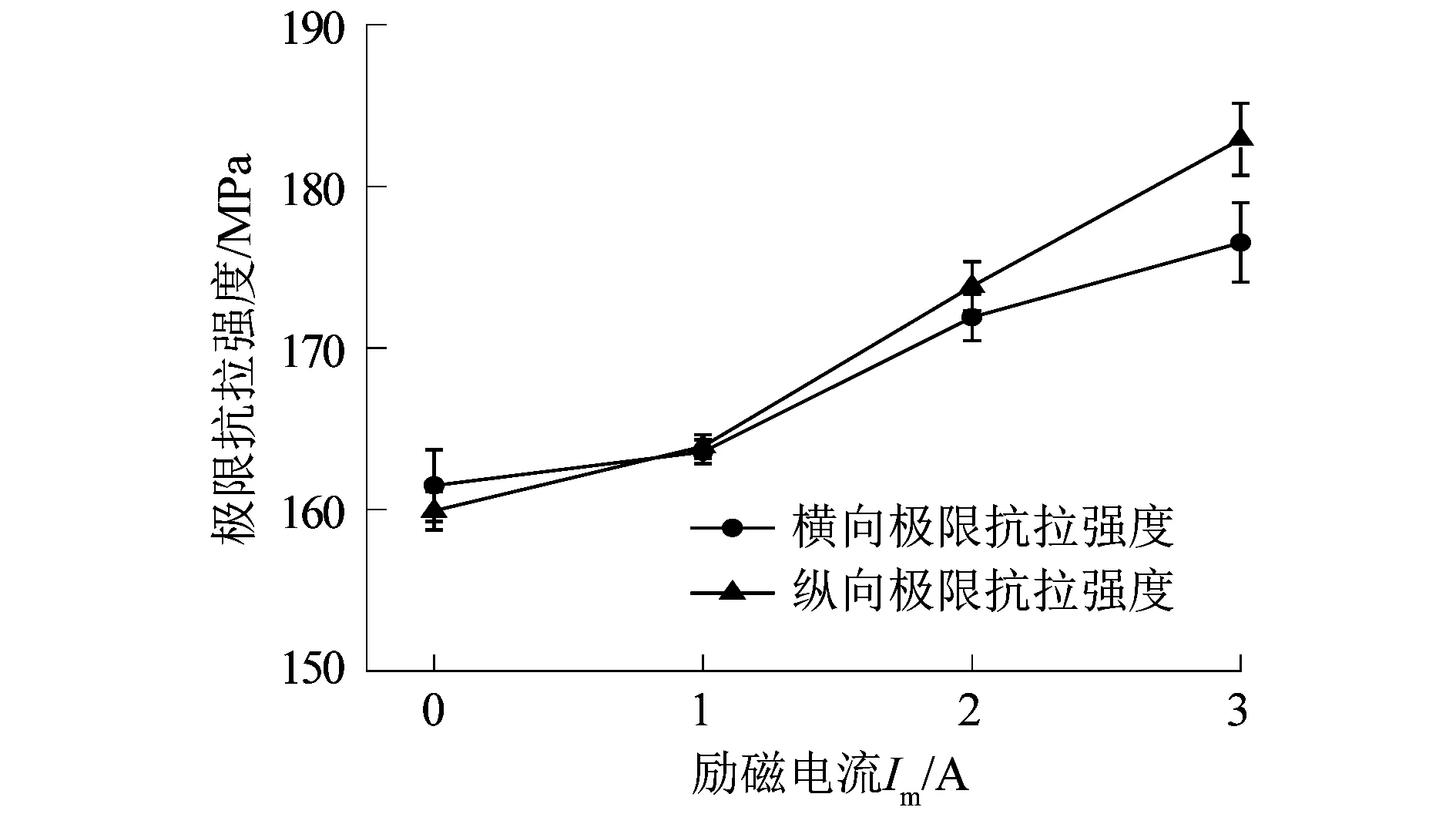
图5 不同励磁电流对增材制造试件抗拉强度的影响曲线
的拉伸主要受到内部气孔和微观晶粒的影响,晶粒尺寸越大,材料的韧性就越差,相反枝晶臂间距越小,延展性就越好,屈服强度就越大[17]。由于在施加磁场后微观晶粒组织得到细化,这就提高了铝合金成形件的强度和韧性。此外,拉伸的过程中断口主要在气孔处断裂。在加入磁场后,试件内部的气孔明显减少,提高了拉伸的横截面积,使得抗拉强度得到提升。
图6所示为电弧增材制造4043铝合金拉伸试样的断口形貌。由图6(a)可以看出,断口处呈现出大量孔洞,孔洞分布密集且较大,并可以看出在放大后的断口图6(b)中出现大量韧窝,在成形件内部存在大量气孔影响了铝合金材料的机械性能。从图6(c)和(d)可以看出,施加磁场后的试样断口处孔洞明显减少,这表明直流磁场对增材制造铝合金成形件内部气孔的消除起到了明显的改善作用。试件在拉伸过程中出现明显的塑性变形,并且出现撕裂口,断裂类型都是呈韧性断裂。
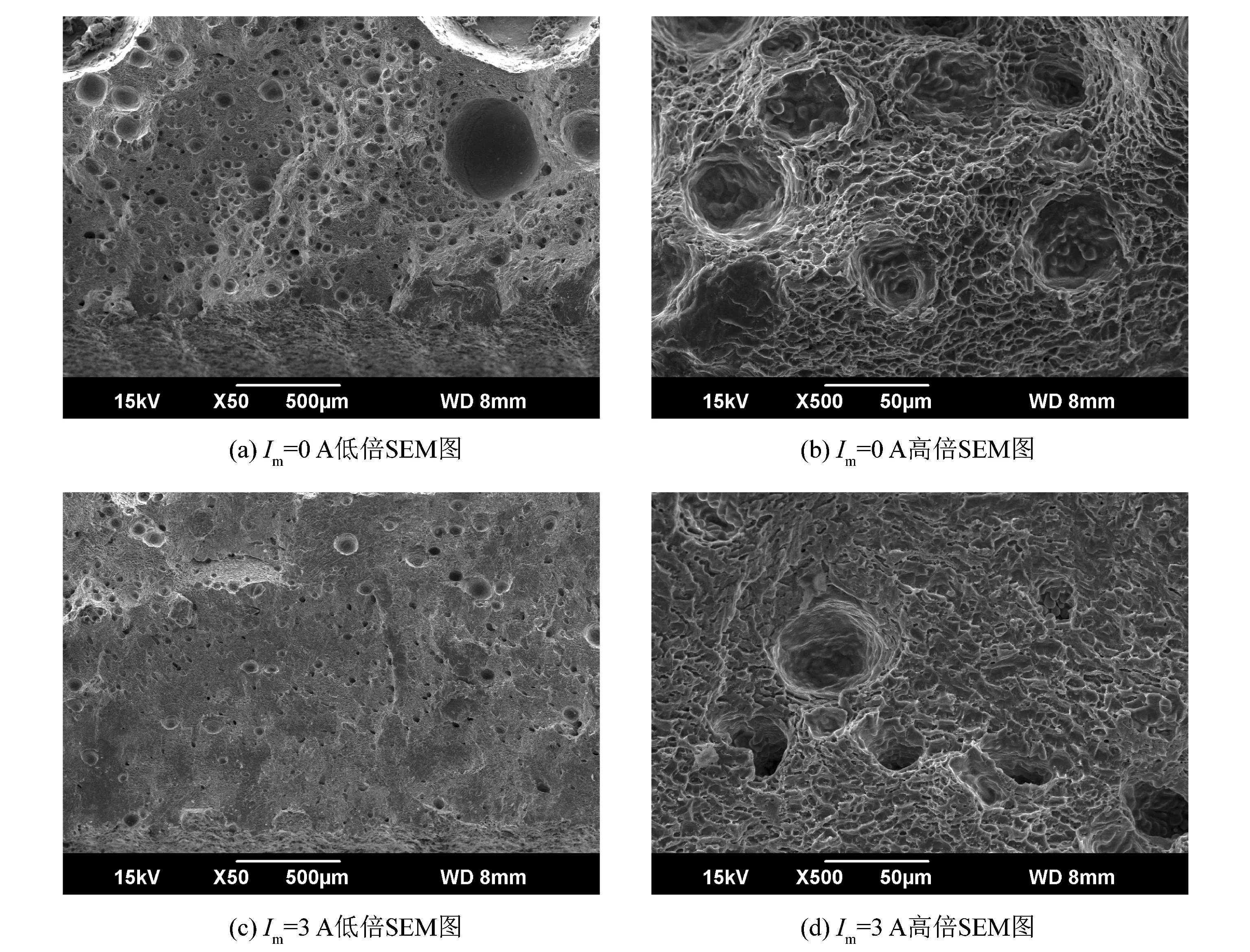
图6 ER4043铝合金拉伸试样断口形貌
3 结论
课题组采用磁场技术来辅助CMT电弧增材制造ER4043铝合金,得到的成形件其微观组织及力学性能获得明显的改善,其结论如下:
1) 与无磁场相比,施加纵向磁场后,随着励磁电流的增加,铝合金成形件横截面的孔隙率从6.2%降低到1.8%;
2) 在纵向磁场的作用下,电弧增材制造试件的熔合线发生改变,并且在磁场的搅拌作用下,熔合线附近的AZ区和HAZ区比在无磁场时的微观晶粒得到明显细化;
3) 添加磁场后,电弧增材制造ER4043铝合金拉伸件相比于无磁场条件下横向纵向极限抗拉强度分别提升了9.3%和14.4%。
铝合金材料应用广泛,电弧增材制造铝合金技术也是当前研究热点,课题组通过施加纵向直流磁场辅助电弧增材制造铝合金,减少了内部的气孔、降低微观晶粒组织大小和增强合金力学性能。但在性能分析过程中,缺乏磁场作用下对电弧和铝合金材料性能机理性的研究,这是在后续研究中需要考虑的内容。
猜你喜欢
石材(2022年4期)2022-06-15
上海金属(2022年3期)2022-06-01
智能建筑电气技术(2022年2期)2022-02-06
东北大学学报(自然科学版)(2020年10期)2020-10-19
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2019年6期)2019-06-25
表面工程与再制造(2019年1期)2019-05-11
物理学报(2019年4期)2019-03-16
制造技术与机床(2017年6期)2018-01-19
电子制作(2017年22期)2017-02-02
