
自吸尘气动摆臂打磨机的设计
2022-12-28 05:53董红波李伟龙
机电工程技术 2022年11期
方 旺,董红波,李伟龙
(广东博科数控机械有限公司,广东珠海 519175)
0 引言
我国是装备制造大国,随着制造技术的不断发展,已经涉足大规模制造商用飞机、高速轨道交通列车、舰船、巨型油轮和海洋工程等大型装备,产品种类繁多,外轮廓形状复杂。这些大型装备的制造和维修均需要表面打磨、抛光和涂装,其中打磨、抛光工序传统做法是依靠工人手握打磨机手工作业,这种做法不仅造成环境严重污染,而且容易导致操作工人的手指、手腕和手臂的肌肉与神经永久性伤害,从而降低生产效率,也不利于标准化生产,尤其对装备外轮廓复杂形状部位的打磨表面质量影响尤甚。虽然目前也有部分采用机器人抛光设备,但是这些设备普遍结构比较复杂,价格昂贵,而且编程和操控仍然存在不便。
因此,为解决传统的手工作业和机器人抛光设备存在的不足,本文提出一种自吸尘气动摆臂打磨机,其结构主要由末端打磨头、气动机械臂、浮动箱、操作箱、升降架、翻转架、转动架和气动控制系统组合而成。整机主要支撑件采用高刚性航空铝型材,重量轻、强度高。设备打磨头采用自吸尘式气动打磨头,具有优良的打磨效率及除尘功能,有效地减少了打磨粉尘对操作人员的危害;打磨头支架配置密封式精密轴承,保证了打磨头支架摆动平稳、耐用。气动机械臂由连杆机构与精密气缸构成,可模拟人工手臂往复摆运动。浮动箱将机械臂与打磨头支撑起来,支撑力由浮动气缸提供,支撑力的大小根据不同工况,可由精密减压阀进行调节。通过操作箱上的手动阀,可以控制打磨机的磨头旋转、机械臂摆动、浮动箱浮动、0°~90°偏摆等动作,可完成水平平面、水平顶面、垂直侧面和曲面的表面打磨抛光工作。该设备可用于飞机机翼和机身外表面、船舶内外表面、轨道交通车辆车体外表面等零部件的打磨抛光作业,是航空业和飞机维修、造船业和船舶维修业、轨道交通制造业和维修等行业不可缺失的设备[1-5]。
1 气动摆臂打磨机总体结构
设备总体结构由末端打磨头1、气动机械臂2、操作箱3、浮动箱4、转动支架5、翻转架6、升降架7、带轮底座8、集尘袋9和气动控制系统部分组成,总体结构如图1所示。其中,气动打磨头1通过磨头支架固定在气动机械臂2左侧端面;气动机械臂2通过连接板固定在浮动箱4上;浮动箱4由转动支架5和浮动气缸通过铰链转动连接;转动支架5与翻转架6通过轴套转动连接;翻转架6通过螺钉紧固在升降架7上,升降架7通过滑动导轨和升降气缸固定在带轮底座8上;打磨粉尘经气动系统收集在集尘袋内;带轮底座安装了4个脚轮,包含2个刹车万向脚轮和2个定向脚轮,便于打磨机移动与固定打磨;手动控制阀集成安装在操作箱3上,通过操作箱3上的手动控制阀,可完成打磨工作的所有动作[6-12]。

图1 总体结构
1.1 末端打磨头
末端打磨头由自吸尘式气动双工位打磨头、打磨头支架、支撑板和连接板等构成,采用真空自吸尘气动打磨头,能够在打磨过程利用真空管(文丘里管)自吸尘功能吸取90%左右的粉尘,并将其通过内部吸尘管储存在过集尘袋中。打磨头气源压力0.6 MPa,最高转速12 000 r/min,砂盘直径127 mm(5 in),偏心距离5 mm;每天可连续使用8~10 h;打磨头可自适应调整打磨姿态;当打磨曲面时,可保证打磨头盘面始终与曲面法向垂直。
1.2 气动机械臂
气动机械臂由一级臂、二级臂组成。一级臂采用气缸链轮行星传动,可使机械臂往复摆动;二级臂采用气缸连杆结构,可使机械臂抬升降低,气动机械臂为打磨设备提供往复摆动与抬升动作,实现模拟人工打磨过程中的往复打磨动作。
1.3 操作箱
操作箱集成控制打磨机所有动作的手动阀,操作者通过操作手动阀手柄或旋钮,可完成打磨机的打磨头旋转、机械臂往复摆动、机械臂抬升下降、机械臂90°翻转、浮动打磨、设备升降和转动支架刹车锁紧等动作。
1.4 浮动箱
浮动箱由经转动支架和浮动气缸通过铰链转动连接,浮动气缸为浮动箱提供恒定浮动力。浮动箱的恒定浮动力通过机械臂传递给打磨头,转换为打磨头的恒定接触压力。当打磨接触力小于设定的气缸浮动力时,浮动气缸杆伸出,机械臂仰角增大,直到打磨接触力与设定的气缸浮动力相同。恒定的浮动力可保证在打磨曲面时打磨接触力恒定,保证打磨表面质量均匀一致。浮动气缸通过精密减压阀控制气缸压力,控制恒定浮动力。恒定浮动力大小可根据不同工况的打磨接触力来进行调整,但不能大于0.6 MPa,否则将损坏自吸尘气动打磨头。
1.5 转动支架
转动支架通过旋转法兰固定在翻转架上,根据工况需求,操作者可手动左、右旋转转动支架,从而调整设备的打磨范围。
1.6 翻转架
翻转架通过翻转气缸固定在升降架上,翻转架通过翻转气缸伸缩动作使转盘支架以销轴为中心翻转0°~90°,切换打磨头角度;旋转法兰通过交叉滚子轴承与刹车盘连接为一整体,当打磨工件时通过锁紧刹车盘,限制旋转法兰的旋转;限位轴用于限制旋转法兰的最大旋转角度。
1.7 升降架
升降架通过升降架气缸锁紧固定在带轮底座上,升降架气缸杆伸缩,带动升降架沿滚动直线导轨整体上下移动,用来调节打磨头的打磨高度;刹车盘锁紧气缸使升降架紧固不动。当使用中央集中供气时,远距离设备可能产生气压波动,可以在带轮底座上增加一个小型储气罐。
1.8 带轮底座
带轮底座通过滚轮支撑在水平地面,底座有4个脚轮,其中两个为刹车万向脚轮。锁紧其手柄,可使底座固定在地面上;辅助脚轮架用于增强打磨机整体的稳定性;打磨机可沿直线定向前后移动,打磨不同表面区域。
1.9 气动控制系统
气动控制系统主要由气源处理单元、控制元件、执行元件和辅助元件组成。其中控制元件主要安装在操作箱和浮动箱内,执行元件气缸安装在气动机械臂上。气源分别通过减压阀和气源组合三联体后进入气动执行件与打磨头。打磨机所有打磨动作可通过操作气动控制箱上的手动阀手柄或旋钮完成,每一个打磨动作对应一个控制手柄或旋钮,打磨头转速通过精密减压阀控制(气压不大于0.6 MPa),气缸的运行速度通过调速阀控制。
1.10 摆臂工作范围
摆臂工作范围如图2所示。
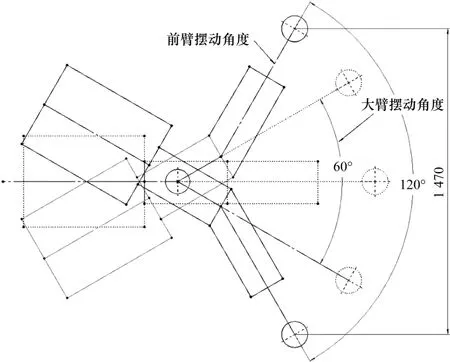
图2 摆臂工作范围
2 气动摆臂打磨机的使用流程
2.1 打磨机的移动操作
打磨机由操作者移动到合适的位置,操作者手握打磨机操作手把可按需求任意转向、推拉、调整打磨机位置;确定好位置,锁定旋转台后将脚轮刹车锁紧,将打磨机固定在水平地面上,打磨机移动时速度必须控制在0.3 m/s以内,工况环境复杂时操作人员不得少于2人,一人操作移动设备,一人辅助安全措施。当打磨件表面较大、超过机械臂工作范围,可完成打磨部分表面后移动打磨机继续打磨工作。当打磨较长顶面时,可选择辅助脚轮架配置,可以使打磨机稳定沿定向导线槽移动打磨表面。
2.2 操作箱手动控制阀操作
2.2.1 机械臂抬升和下降手动控制阀
手动阀的手柄顺时钟旋转时,二级机械臂抬升;手动阀的手柄逆时针旋转时,二级机械臂下降;手柄放置中间“0”位置,二级机械臂停止运动,并被锁定在固定位置。通过控制此手动阀完成打磨时机械臂抬升和下降。通过旋转手动阀的手柄,控制二级机械臂气缸的伸缩使气缸连杆机构以固定轴旋转,实现二级机械臂在0°~30°抬升和下降及其锁紧。
2.2.2 机械臂摆动手动控制阀
通过手动阀手柄的左、右摆动实现二级机械臂的左、右摆动(当浮动箱翻转90°时,垂直打磨时为上、下摆动);当水平打磨时,手柄向左摆动时,二级机械臂向左摆动;手柄向右摆动时,二级机械臂向右摆动;手柄放置中间“0”位置,二级机械臂停止摆动,并被锁定在其固定位置。通过控制此手动阀的手柄摆动,完成打磨作业时机械臂的摆动。通过摆动手动阀的手柄,控制一级机械臂气缸的伸缩,使气缸链轮行星机构以固定轴旋转,实现二级机械臂在0°~±30°范围内无级摆动与锁紧。
2.2.3 浮动箱手动控制阀
旋转浮动箱手动控制阀旋钮可实现开启与关闭打磨浮动力;当旋钮顺时针旋转时,开启浮动力,浮动气缸杆向上顶出产生对浮动箱的向上浮动力,浮动力的大小通过精密减压阀调节;当旋钮逆时针旋转时,关闭浮动力,浮动气缸杆收回,浮动箱返回初始位置;作业结束时旋钮放置在中间“0”位置,浮动气缸被锁死固定在支架上。通过控制浮动箱手动控制阀为打磨提供所需的浮动力。通过旋转手动控制阀旋钮,控制浮动箱以固定轴旋转,实现浮动箱0°~5°浮动加工。
2.2.4 转动支架刹车手动控制阀
转动支架刹车手动控制阀可实现转动支架的锁紧与解锁;旋钮在锁紧位置时,转动支架被刹车弹簧涨紧锁死,旋钮在解锁位置时刹通气,气缸杆带动刹车钢丝绳克服弹簧力,此时转动架被解除锁紧。通过旋转旋钮,控制转动支架锁紧与解锁,解锁状态时,操作人员摆动把手可使其以固定轴旋转,实现转动支架±30°范围内手动旋转。
2.2.5 升降架手动控制阀
升降架抬升手动控制阀可实现升降架的抬升与下降。旋钮逆时针旋转时气缸推动升降台沿滚动导轨上升;旋钮顺时针旋转时气缸推动升降台沿滚动导轨下降;旋钮在“0”时位置,升降台被锁死固定在打磨位置。通过旋转手动控制阀旋钮,控制升降架抬升与下降,调整打磨高度范围。
2.2.6 翻转台翻转手动控制阀
控制翻转台翻转手动控制阀可实现翻转台在0°~90°范围内翻转。手动阀旋钮顺时针旋转时,翻转气缸杆向上伸出,翻转台以翻转轴为中心旋转90°切换到水平打磨模式;旋钮逆时针旋转,翻转气缸杆向下收回,翻转台以翻转轴90°反方向旋转,切换到垂直侧面打磨模式;旋钮放置中间“0”时位置,翻转气缸被锁死固定在打磨位置,可在0°~90°范围内任何一个位置锁紧。通过旋转翻转台手动控制阀旋钮,可实现水平顶面和任意角度垂直侧面的打磨作业。
3 测试与结果分析
通过现场使用测试,气动摆臂打磨机是一款多功能复合自吸尘打磨机,可完成水平平面、水平顶面、垂直侧面和曲面的表面打磨抛光工作。
当打磨接触面为曲面时,打磨头组件机构可根据工件曲面外形进行左右或上下方向的自适应灵活调整打磨姿态,如图3所示。作简单方便;具有较强的抗干扰能力,不会因环境变化影响传动及控制性能;控制系统与其他控制系统相比,节省了大量电气元件,减少了控制柜;不会污染环境,有利于改善工人的作业环境,并减少对工人身体伤害;同时机器成本较机器人抛光设备低廉,对实际生产具有十分重要的指导意义。随着我国航空航天、舰船和海洋工程等大型设备制造、维修行业的飞速发展,自吸尘气动摆臂打磨机将得到大规模的应用。

图3 打磨头自适应上下调整姿态
当打磨零件时,打磨头砂碟旋转速度和气动机械臂摆动的快慢,均可通过手动调节速度控制阀实现。当打磨头砂碟转速太慢或接触零件表面时堵转,主要是因接触压力过大。当打磨效果或效率明显下降时,应及时停机并更换新砂碟。
4 结束语
通过上述的分析,自吸尘气动摆臂打磨机极大地提高了大型装备外轮廓复杂形状部位的打磨抛光表面质量和效率。机器采用气压传动,动作迅速,反应灵敏,操
猜你喜欢
汽车实用技术(2022年14期)2022-07-30
日用电器(2021年8期)2021-09-13
日用电器(2021年7期)2021-08-17
电子制作(2017年1期)2017-05-17
创新时代(2016年10期)2017-05-06
中国质量与标准导报(2016年10期)2016-11-29
科学启蒙(2016年8期)2016-09-27
工业设计(2016年7期)2016-05-04
工程建设与设计(2016年4期)2016-02-27
汽车电器(2013年2期)2013-09-02
