
全环保吹膜印刷制袋一体自动化生产线的设计
2023-01-16 07:56骆志峰项玉明涂志刚
塑料包装 2022年6期
骆志峰 项玉明 涂志刚
(1.中山京工高分子材料有限公司;2.广东开放大学(广东理工职业学院))
2020年1月19日,国家发展改革委、生态环境部发布《关于进一步加强塑料污染治理的意见》。4月10日,国家发改委发布关于《禁止、限制生产、销售和使用的塑料制品目录(征求意见稿)》,面向社会公开征求意见。
其中,在快递塑料包装方面,到2022年底,北京、上海、江苏、浙江、福建、广东等省市的邮政快递网点,先行禁止使用不可降解的塑料包装袋等。到2025年底,全国范围邮政快递网点禁止使用不可降解的塑料包装袋、塑料胶带、一次性塑料编织袋等。从源头上治理“塑料白色污染”已经是大势所趋。
本研究通过生产线各个环节的工艺控制技术,整体提高加工设备的自动化程度,提出了吹膜印刷制袋一体的自动化生产线的基本构想和可行方案。
并通过实时监控,后台数据汇总与优化等手段,以及在线检测控制技术,实现包装膜袋精准化高效生产,保障包装膜袋的性能和质量。研究采用生物塑料为膜袋原材料,结合全水性墨印刷技术,具有环境友好的特点。1)原材料具有生物降解特性,生产制造的膜袋可以在环境中自然降解[1];2)印刷油墨采用全水性水墨,无VOCs排放,生产过程无污染、无排放[2]。
一、工艺流程的整体设计思路
吹膜-印刷-制袋生产流程是将干燥的塑胶粒子通过上料器吸入到加料斗中,靠粒子本身的重量从料斗进入螺杆输送段,当粒料与螺纹斜棱接触后、旋转的斜棱面与直落的塑料粒子相垂直,产生推力,将塑料粒子向前推移,推移过程中,由于塑料与螺杆、塑料与机筒之间的摩擦以及粒子间的碰撞摩擦,同时还由于料筒外部加热而逐步溶化,进入熔融段,熔融的塑料熔体进入塑化段,熔体经机头过滤去杂质从模头模口定量挤出,通过风环均匀冷却、吹胀,经稳泡架、人字板牵引;电晕处理后,进入一色印刷,由于采用水墨,印刷后需要强制快速烘干,之后进入第二色印刷和快速烘干,由于水的挥发速度慢,所以,整体的生产速度取决于水墨的烘干速度,实际将比传统塑料膜袋的生产速度低;印刷后,设计一个缓冲装置,进入定位、裁切、热封、制袋阶段,将设计一个全新的在线制袋设备解决精准裁切与热封的定位、裁切力控制、热封温度与时间控制;最后,将成品膜袋卷成筒或计数叠放。
单台套生产线的工艺流程如下:
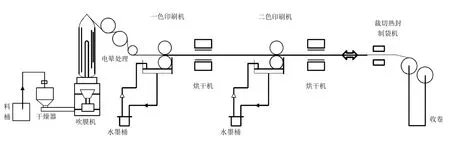
图1 生产线的工艺流程
二、一体化生产线各环节设备的工艺控制
生产的稳定性、产品的质量与生产工艺参数有很大的关系,因此,在生产过程中,必须要加强对工艺参数的控制,规范工艺操作,保证生产的顺利进行,才能获得高质量的膜袋产品。为实现生产线各温度节点、电机节点、电能表节点的集中监控,提高监控的实时性和车间智能化程度,在各个工艺流程安装实时监控软件,做好工艺参数的控制、优化工作。参数优化采用自学习机制,根据模型自动获取参数自动推理,重新赋给设置值,实现参数的自动优化控制[3,4]。
1)进料监控软件的设置。进料口设计料位传感器。由于塑料粒料吹膜前要进行预处理,如粒料不干净,应滤去杂质,如含有水分,应充分干燥等,在粒料进料过程汇总设置温度传感器、加热定时器、加热速度,通过监控进料料粒状况以及根据数据反馈及时调整粒料干燥程度、滤去杂质等,保障产品后续工艺的顺利进行以及产品物性的稳定。
2)吹膜机监控节点的设置[5]。生产过程中,需要保证机头温度均匀。挤出温度过高,材料容易分解,导致薄膜性能变差,且膜泡不稳定;温度过低,则材料塑化不良,熔体流动性变差,容易产生熔体破裂甚至未熔化的鱼眼,光学及力学性能也随之变差。为此,在吹膜机设备中设置温度传感器,温度参数的监控包含对多个控温点的温度的显示。通过采用界面线程函数创建新的线程后,温度窗口对话框开始初始化,并同时设置定时器,定时进行数据解析与显示操作。MFC消息机制开始运行,定时器消息到来时,将各个温度节点的数据从全局变量共享数据区取出,进行解析,调用指定函数分别显示到各个温度节点相对应的文本框中。当用户输入新的温度值,按下控制按钮时,按钮消息就会到来,程序运行进入按钮消息处理函数,从而确保机头温度在生产过程中保持最佳生产参数。
另外,吹膜机还设置传料螺杆转速、压力传感器、膜的牵引速度控制器等,以保障吹膜过程中吹胀比、牵引比设置合理,精确调控薄膜的厚度,避免薄膜拉断等情况。
3)印刷机监控软件的设置。监控功能需要显示与控制的设备状态参数包括温度数据、辊距、墨位判断、自动研磨定时、自动吸墨。每一类参数都通过独立于其它子菜单的一个的界面窗口进行展示。由主框架类捕获子菜单按钮消息事件。在消息处理函数中开辟一个单独的界面子线程,界面子线程的创建通过指定函数实现,可快速进行温度调整、自动调整辊距、墨位判断、自动定时研磨、自动吸墨等操作参数的调控与优化。
4)烘干机监控软件的设置。程序创建烘干界面线程,窗口对话框开始初始化,创建感应器,消息机制等待消息的到来,当接收到感应器消息时,从全局变量共享内存区取出临时存储的关于温度、速度、长度数据,进行定时字节解析,随后,调用指定函数将温度、速度、长度等运行状态参数显示在相应的编辑框当中,实现监控。
5)裁切热封前缓冲结构监控软件的设置。裁切热封需要在准确定位的基础上实现,但是由于前后的偏差,输送进入裁切前,需要一个缓冲段,使裁切热封定位可以有前后调节的空间,以实现在收卷之前的可连续化运行。
6)裁切热封制袋设备监控软件的设置。采用界面线程函数创建新的线程后温度窗口对话框开始初始化,并同时设置定时器,定时进行数据解析与显示操作。消息机制开始运行。定时器消息到来时,将温度、热封刀按压时间、即时压力等数据从全局变量共享数据区取出,进行解析,调用指定函数分别显示到各个温度节点相对应的文本框中传感器中,实现监控。
7)收卷机。卷料加工生产线的收料部分,把膜袋通过机械方式收卷成卷筒,由于薄膜有卷内径,卷外径,卷材料厚度,宽度等要求。通过监控软件,结合大数据平台数据设置,可实现薄膜自动收卷,自动调控收卷膜的速度,自动切换下一卷的功能作用。也可以实现计数叠放。
生产线各监控软件设置节点如下:

图2 生产线各环节设备的工艺控制
三、实现自动化无人车间的可行性
为了实现对生产线的实时监控,实现车间无人化统一管理,针对现场级监控软件的设计,结合服务器-客户机结构,后台数据服务平台采用C++与Python语言编写,釆用Modbus协议实现了串口通讯与网口通讯功能,采用 ADO程序对象实现了数据上传至数据中心,采用多线程编程技术解决了多任务多界面的处理,采用多定时器实现监控数据的周期性查询与解析,釆用加权平均算法实现参数的优化控制,实现了生产线各温度节点、电机节点、电能表节点等的集中监控,提高了监控的实时性和车间智能化程度。如图3所示。

图3 生产工艺各节点的实时集中监控
四、结束语
向绿色化、智能化发展是材料加工技术与装备的必然趋势[6]。由于生物降解材料和水墨用于吹膜制袋的生产速度限制,为实现吹膜印刷制袋一体化生产在生产效率、生产时间控制上提供了可行性;自动化和智能化技术的应用,可以减少人力的使用,互联网技术在自动化生产线中的应用为生产工艺的远程集中控制实现了可能性;吹膜技术与装备将得到突破性的推进,进一步的研究将为实现无人车间提供有益的探索。
猜你喜欢
今日农业(2021年13期)2021-11-26
山西电子技术(2021年3期)2021-06-28
网络安全技术与应用(2020年1期)2020-01-07
通信技术(2019年9期)2019-10-09
Coco薇(2016年8期)2016-10-09
汽车实用技术(2015年8期)2015-12-26
少儿科学周刊·少年版(2015年3期)2015-07-07
少儿科学周刊·少年版(2015年3期)2015-07-07
有色金属设计(2015年2期)2015-02-28
表面工程与再制造(2014年2期)2014-02-27
