煤矿井下皮带输送机安装维护对跑偏问题的影响分析
2023-01-26 10:11刘鑫
机械管理开发 2022年11期
刘 鑫
(晋能控股装备制造集团大同科大煤机有限公司,山西 大同 037000)
引言
煤炭生产离不开皮带输送机,其是井下煤炭输送至地面的关键设备,因具有能耗低、可靠性高、输送距离远等优势,得到了极为广泛的应用及煤炭行业的认可[1]。跑偏作为皮带输送机较为常见的一种故障问题,至今仍然不能够彻底解决,一直困扰着整个煤炭行业产能的进一步提升[2]。皮带输送机出现跑偏的原因众多,包括安装精度、运行维护、服役环境、工作条件等因素,其中安装是保证皮带输送机后续稳定可靠工作的基础,运行维护能够降低皮带输送机工作时出现跑偏故障的概率,可见安装与维护工作对皮带输送机跑偏问题具有重要的影响[3]。因此,分析皮带输送机安装维护过程对应用过程中跑偏问题的影响,对于保障皮带输送机的稳定运行具有重要意义。
1 皮带输送机结构组成及工作原理
某煤炭企业使用的皮带输送机结构如图1 所示,其型号为DTL120,是煤炭企业应用较多的一款。由图1 可以看出,皮带输送机主要结构包括输送带、传动滚筒、改向滚筒、承载托辊、回程托辊、张紧结构等。皮带输送机工作过程中,传动滚筒在驱动装置的带动下进行连续回转,依靠输送带与传动滚筒之间的张紧力产生的摩擦力,驱动输送带连续运转;为了提供输送带的支撑能力,设计了托辊,满足支撑输送带和承载的要求;张紧滚筒和张紧重锤结构的设置,能够实时为输送带提供张紧力,保证输送带与传动滚筒和改向滚筒之间具有足够的摩擦力,为煤炭的输送提供稳定的动力。皮带输送机结构组成较为简单,但是整体结构较为复杂,需要实现远距离输送又不跑偏较为困难。
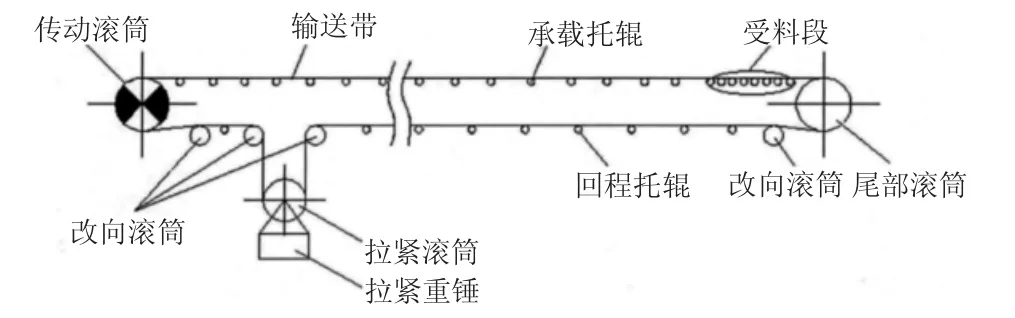
图1 皮带输送机结构
2 安装过程对跑偏问题的影响
2.1 机架安装不正
皮带输送机机架的作用是支撑皮带输送机其他部件保持相对位置不变及支撑煤炭连续运输的重要部件,其安装过程中的安装精度极其重要,需要重点控制机架的安装误差,一旦出现因安装精度不足导致的跑偏问题,将会很难处理。机架安装重点控制机架的水平起伏和直线度,避免出现机架低凹位置出现输送带与托辊分离的情况,这样就会使输送带产生侧向力,发生跑偏甚至翻转撒料;同时还要控制机架两侧的高度,避免出现输送带两侧受力不均,就会导致输送带跑偏问题。因此,机架安装精度不足导致跑偏的问题通常需要拆解输送机进行重装配。
2.2 滚筒轴线偏斜
皮带输送机机架装完即可安装滚筒,当滚筒轴线安装存在偏斜时,就会出现滚筒轴线和输送带带长方向中心线不垂直,会使输送带运行过程中出现跑偏。该种跑偏问题出现的原因是输送带两侧承受的张紧力不同,尤其是增加煤炭载荷之后更加明显,通常跑偏的方向时一定的,倾向于输送带较松弛的一侧。滚筒轴线偏斜引起的输送带跑偏问题,可以调整滚筒轴安装位置进行处理。
2.3 托辊轴线偏斜
托辊作为皮带输送机的重要组成部件,安装时存在误差时将会出现托辊轴线倾斜,导致输送带出现跑偏。托辊轴线偏斜包括以下四种状态。
2.3.1 托辊轴线与输送带中心水平面不垂直
当皮带输送机托辊安装出现轴线与输送带中心线水平面内部不垂直情况时,示意图如下页图2 所示,给出了托辊的受力状态,可以看出,输送带施加给托辊的力将会产生F1径向力和F2轴向力,前者是托辊驱动力,后者会使托辊出现轴向移动的趋势,因其固定不变,就会对与之接触的输送带产生横向摩擦力导致其跑偏。跑偏的方向趋向于托辊滞后的一侧,就是所谓的跑后不跑前现象。出现该种情况可以通过调整托辊水平角完成修正。
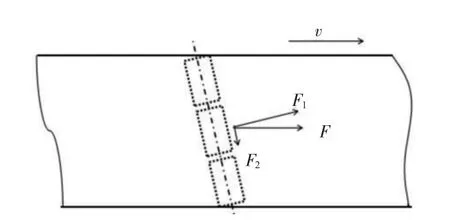
图2 托辊轴线不垂直输送带中心线受力状态
2.3.2 托辊前倾
托辊安装问题的第二种情况是托辊前倾,即托辊竖直面内出现倾角误差,此时的托辊将会对输送带的摩擦力在水平方向出现分力,如图3 所示。由图3 托辊的受力分析状态可得,摩擦力Ff1和Ff2是托辊作用于输送带的力,前倾倾角不一致或者输送带承载存在偏差时,均会导致两个摩擦力数值不同,进而作用于输送带就会导致输送带跑偏。此种跑偏可以通过调整托辊倾角进行消除。
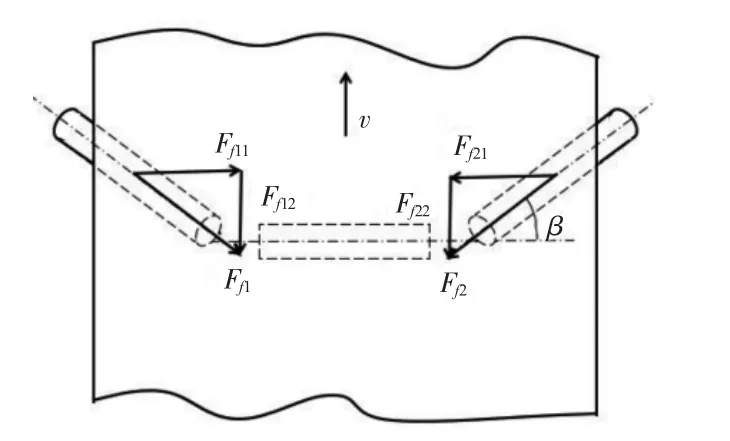
图3 前倾托辊受力状态
2.3.3 托辊后倾
托辊安装过程中除了会出现托辊前倾问题,还会存在托辊后倾的问题,受力分析过程与托辊前倾一样,如图4 所示。由图4 后倾托辊受力状态可以看出,相较于托辊前倾,后倾托辊的受力方向与之相反,作用于输送带的力同样为Ff1和Ff2,后倾倾角不一致或者输送带承载存在偏差时,均会导致两个摩擦了数值不同,进而作用于输送带就会导致输送带跑偏。此种跑偏可以通过调整托辊倾角进行消除。
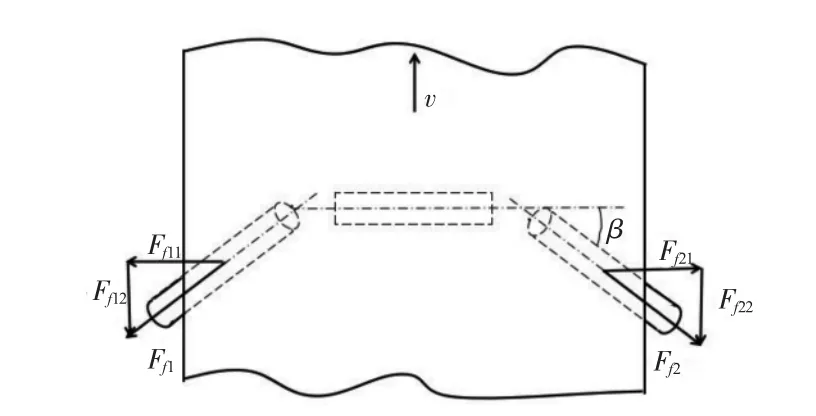
图4 后倾托辊受力状态
2.3.4 托辊架整体倾斜
托辊安装会导致输送带跑偏的最后一种情况是托辊架整体的偏斜,这种情况较为复杂,需要对托辊架上的三个托辊进行受力分析,结果如图5 所示,重力的分解及与摩擦力的合成产生了输送带的跑偏力,托辊架整体偏斜时输送带的跑偏方向是输送带较低侧。这种跑偏也是最难调整的,出现时需修正机架位置。
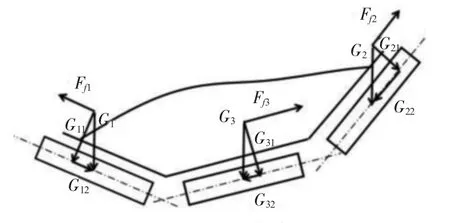
图5 托辊整体倾斜受力
3 维护过程对跑偏问题的影响
3.1 托辊或者滚筒的外表面黏料
皮带输送机维护过程中需要及时观察托辊与滚筒的外表面是否存在黏料的情况,如果出现黏料的情况需要进行清除,否则将会出现托辊或者滚筒与输送带接触面中存在局部变大的直径,使输送带受力不均,出现输送带的跑偏。
3.2 输送带松弛
皮带输送机维护还应该时刻关注输送带的张紧程度,确保输送带与传动滚筒之间可靠接触,保证输送带能够获得足够的驱动力,避免输送带张紧力不足或者波动导致输送带出现跑偏的情况出现。实际工作时出现该问题可以人工调整张紧装置。
3.3 落料位置不居中
皮带输送机运行过程维护还要时刻关注转载位置的落料是否均匀集中,因为转载位置的输送机存在较大的高度差,高位的输送机落下的煤炭将会冲击低位的输送机,且很少会出现落料均匀一致的情况,如图6 所示,偏载较大时极易出现输送带的跑偏。落料位置不居中导致的输送带跑偏方向通常趋向于物料较少的一侧。
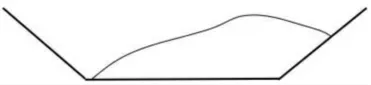
图6 落料位置不居中示意图
皮带输送机连续运行时出现落料位置不居中导致的输送带跑偏问题时,需要调整转载位置输送机之间的高度差,尽量降低煤炭落料对低位输送机的冲击,使落料更均匀可控。
4 结语
皮带输送机安全稳定运行不仅与其安装质量相关,还与其日常维护情况息息相关,必须引起高度重视。跑偏作为皮带输送机运行过程中难以解决的通病,至今也未给出更好的控制方法,基于此总结了皮带输送机安装和维护过程中可能引起输送带跑偏的情况,并给出了相应的解决措施。皮带输送机工作环境极为恶劣,工作过程中跑偏问题处理耗时耗力,影响煤炭的生产产能和效率,安装质量和维护策略必须引起各个煤炭企业重视,以此保证皮带输送机的安全稳定运行。
猜你喜欢
起重运输机械(2022年2期)2022-03-04
设备管理与维修(2021年21期)2021-12-29
起重运输机械(2021年23期)2021-12-21
中国设备工程(2020年15期)2020-07-29
装备制造技术(2019年12期)2019-12-25
模具制造(2019年4期)2019-06-24
模具制造(2019年4期)2019-06-24
铜业工程(2018年6期)2019-01-07
中国设备工程(2018年2期)2018-03-02
山东工业技术(2016年15期)2016-12-01