
水泥熟料煅烧过程先进控制系统的设计与实现
2023-02-13 09:27薛美盛路元森左佳斌秦宇海
化工自动化及仪表 2023年1期
薛美盛 路元森 左佳斌 秦宇海
(1.中国科学技术大学信息科学技术学院自动化系;2.江苏庞景节能科技有限公司)
水泥工业是我国国民经济发展的重要基础产业,是我国继电力、钢铁之后的第三大用煤大户。数据显示,煤耗占水泥熟料成本的50%~55%。截止到2020年年底,全国共有新型干法水泥生产线1 609条,熟料设计产能为18.4亿吨,实际产能超过20亿吨。2020年,熟料实际产量为15.79亿吨,按照实际产能计算,产能利用率为77.5%。 产能利用率水平仍未达到合理区间[1]。 我国水泥工业整体能耗居高不下,产能浪费严重,需要提高生产技术含量和产品价值,目前降低煤耗是水泥企业节约成本、实现绿色发展的首要任务。
水泥熟料煅烧是一个多变量、大滞后、非线性、强耦合过程。 其中,分解炉炉温与篦冷机熟料料层厚度等变量控制难度高,常导致整个过程工况难以保持稳定,余热回收效率低,先进控制技术有望解决这一难题。 笔者以机架式服务器为硬件平台,采用广义预测控制算法结合前馈控制策略稳定了炉温和篦冷机料层厚度,设计并实现了一套水泥熟料煅烧过程先进控制系统,在现场取得了良好的应用效果。
1 水泥熟料煅烧过程工艺
某厂设计年产量为4 000 t的水泥熟料生产线采用五级旋风分离器结构预热器、TSD型分解炉、水泥回转窑和第4代篦冷机,其工艺流程如图1所示。 由生料磨研磨后的水泥生料经五级预热器预热后进入分解炉进行预分解,而后在回转窑中进行固相放热反应,变为呈液相的熔融体,形成水泥熟料,熟料经回转窑煅烧后到达篦冷机进行冷却,最后进入熟料库。 水泥熟料煅烧过程各生产环节相互影响、工况复杂多变,关键控制参数分解炉炉温、 篦冷机熟料料层厚度具有大滞后、大惯性、非线性及强耦合等特点,传统控制算法难以保持工况稳定,能量的回收利用较为困难。
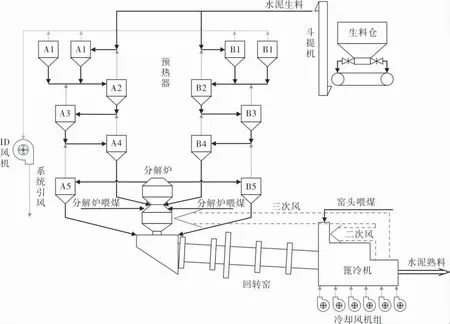
图1 新型干法水泥煅烧过程工艺流程
2 先进控制系统结构设计
2.1 水泥熟料煅烧过程控制系统结构
笔者设计的现场水泥熟料煅烧过程控制系统分为上位机、下位机两部分。 其中上位机由两台搭载Microsoft Windows Server 2008系统的工控机组成, 每台工控机都采用HOLLiAS MACS V6.5.2作为组态软件。MACS V6.5.2具有强大而多样的功能。
由于现场的计算机过于陈旧,所以又添加了一台DELL PowerEdge R220服务器作为先进控制工作站,在其上安装先进控制系统软件。 先进控制操作站负责基础回路控制,另外两台工控机作为操作员站和工程师站,完成熟料煅烧过程的监控。 下位机由HOLLiAS MACS-K系列PLC组成。上、下位机间通过PROFIBUS总线进行通信连接,具体结构如图2所示。

图2 现场水泥熟料煅烧过程控制系统硬件结构
2.2 数据通信模块
先进控制系统与现场集散控制系统通过局域网连接,基于OPC DA协议进行通信。OPC DA协议采用C/S(客户端/服务器)体系结构,以COM/DCOM为技术基础[2]。 各硬件提供商根据硬件特性,将硬件驱动程序按OPC服务器格式进行封装;先进控制系统操作站与集散控制系统操作站连接在同一子网,按服务器与客户端模式要求正确配置COM/DCOM, 即可通过OPC DA协议建立连接,实现通信。
COM/DCOM配置完成后, 采集数据的OPC变量点表并进行读写测试,在工程师站进行心跳变量配置,心跳变量改变即正常通信,规定时间内无变化则为通信失败。
2.3 用户图形界面
用户图形界面的实现,方便了用户发送操作指令与数据,实现人机交互;同时也方便了用户接收交互式系统信息,及时了解反馈信息[3]。水泥熟料煅烧过程先进控制系统的用户图形界面如图3所示,包括以下几个部分:通信连接操作与状态面板、报警画面面板、参数控制面板、篦冷机控制面板、斗提电流控制面板、窑头负压控制面板、分解炉炉温控制面板、C1出口负压控制面板和高 温风机出口负压控制面板。

图3 水泥熟料煅烧过程用户界面
3 先进控制器设计和实现
先进控制器是先进控制系统的核心部分。 水泥熟料煅烧过程具有非线性、大滞后、多变量及强耦合等特点,关键性的分解炉炉温、篦冷机熟料料层厚度等变量常常不能得到有效控制。 二、三次风在水泥熟料生产中不仅是煤粉燃烧的氧气供应者,也是回转窑、分解炉的重要热源,更是物料在分解炉中完成悬浮、混合、旋喷及扩散等多重任务的动力源泉,具有三重重要意义[4]。如果上述变量不能稳定控制,二、三次风就难以发挥其作用。 笔者根据现场生产工况,分析工艺特性,理论结合实际,设计了一套先进控制器,整定相关参数,实现对水泥熟料煅烧过程的稳定控制和节能优化。
3.1 分解炉炉温控制
分解炉出口温度关系到燃料燃烧效率和物料分解效率,用于判断分解炉内部的助燃气流能否维持正常燃烧,是新干法水泥生产技术的重要指标参量。 分解炉内部煤粉和生料的燃烧分解是非线性、多耦合、高度复杂的反应过程,包含众多化学和物理反应过程,因此影响分解炉炉温的因素较多。 通过对机理与工艺的分析研究,分解炉炉温主要受喂煤量、生料下料量、三次风温和尾煤风压影响。
3.1.1 窑尾喂煤量影响
煤粉在称量后经过分解炉中部喂煤口进入分解炉。 煤粉燃烧的放热过程为碳酸盐的分解提供热能,因此喂煤量对于分解炉系统的运行至关重要。 随着喂煤量的增加,炉内的燃烧过程逐渐加剧,出口温度呈上升的态势;反之,炉内燃烧反应会减缓,出口温度下降,此时为氧化气氛。 随着喂煤量的增加,分解炉温度降低,此现象为CO含量超标引起,此时进入还原气氛,需进行减煤操作,退出还原反应。 故喂煤量为系统的主要控制量。
3.1.2 生料下料量影响
生料由提升机运输至旋风筒中,由喂料口进入炉中。 当生料量过大时,需要燃煤释放更多的热量使其自身受热分解,若能量不足,会导致炉内温度下降,造成塌料,引起堵塞设备等问题。 当生料量过小时,分解炉内部易过热,发生物料粘附,影响生产并造成煤炭资源的浪费。 生料下料会因设备的抖动发生波动,真实入窑的下料量体现在下料提升机电流数值上。 故以生料提升机电流的变化作为干扰量。
3.1.3 三次风温影响
三次风来源于篦冷机,通过分解炉的专用风管进入炉中,三次风温的变化会直接影响分解炉炉温的高低。 由于三次风温受到多方面的影响,且在稳定时不会剧烈变化,所以将三次风温的变化作为干扰量考虑。
3.1.4 尾煤风压影响
分解炉喂煤送入炉内的风压大小,代表当前时刻真实进入分解炉内的喂煤量, 在设备稳定时,尾煤风压不会发生剧烈变化,故将尾煤风压作为干扰量考虑。
综上, 确定窑尾喂煤量控制分解炉炉温,生料下料斗提电流、三次风温和尾煤风压为前馈量进行前馈控制[5]。 考虑到需要对分解炉炉温进行精确控制,而分解炉炉温控制回路普遍存在大惯性、大滞后的特点,常规控制器难以满足其控制精度要求, 因此选择阶梯式广义预测控制算法[6]作为预测控制器的核心算法。 分解炉炉温控制结构如图4所示。
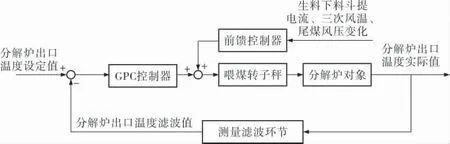
图4 分解炉炉温控制结构框图
根据现场历史数据分别建立窑尾喂煤和分解炉炉温的差分方程模型,采用阶梯式广义预测控制算法,选取控制周期5 s,预测步长80步,控制步长20步,柔化因子取0.987 5,阶梯因子取1,控制量权重因子取570[7~9]。
3.2 篦冷机熟料料层厚度控制
通过分解炉炉温控制回路了解到二、三次风温的重要作用, 分解炉炉温与喂煤量直接相关,同时又受到二次风温的影响,所以通过调节分解炉喂煤量使分解炉炉温跟随设定保证二次风温平稳。 而二次风温与篦冷机中熟料料层厚度直接相关,故需要使料层厚度保持稳定。 风机出口压力的影响因素有结粒大小、风机转速和熟料料层厚度。 结粒大小和风机转速在正常工况下保持不变,故用风机出口压力来表征熟料料层厚度。 一段篦冷机离窑头更近,滞后性相比二段篦冷机更小,反映当前工况更加及时,故选择用篦冷机推速来控制一段篦冷机风机出口压力。
实际控制过程中一段篦床压力与篦冷机推速之间的滞后时间较长, 采用PID控制虽然较手动而言更为稳定,但效果仍不理想,因此选择阶梯式广义预测控制算法作为预测控制器的核心算法。 由于窑电流振幅的变化会导致篦冷机未来入料量的波动,故以窑电流作为前馈量进行前馈控制。
篦冷机熟料料层厚度控制结构如图5所示。
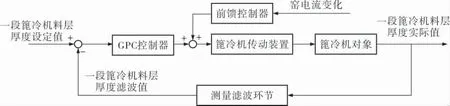
图5 篦冷机熟料料层厚度控制结构框图
根据现场历史数据分别建立篦冷机推速和一段篦冷机风机出口压力的差分方程模型,采用阶梯式广义预测控制算法,选取控制周期10 s,预测步长60步,控制步长10步,柔化因子取0.986 5,阶梯因子取1,控制量权重因子取80。
3.3 生料下料斗提电流控制
下料量直接影响分解炉内的分解情况,影响分解炉炉温,必须保证下料斗提电流的稳定。现场生料下料设备有转子秤和皮带秤。 如果只用下料的阀门开度来控制下料斗提电流, 则时延较长且受到二次干扰严重, 故选取控制量阀门开度和被控量生料下料量作为内回路, 选取控制量为生料下料量和被控量为生料下料斗提电流作为外回路,构成串级控制回路。 由于串级控制系统的副回路是随动控制系统, 具有一定的自适应性, 在一定程度上可以补偿非线性对系统动态特性的影响。 生料下料斗提电流控制结构如图6所示。
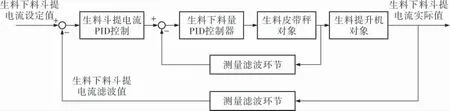
图6 生料下料斗提电流控制结构框图
在本控制系统中, 内外回路参数取值不同,内回路生料下料量PID控制器参数为: 比例系数Kp取0.5,积分时间常数Ti取600 s,微分时间常数Td取0 s,控制周期取10 s;外回路生料斗提电流PID控制器参数为:比例系数Kp取1.25,积分时间常数Ti取50 s,微分时间常数Td取0.01 s,控制周期取10 s。
3.4 水泥熟料煅烧过程负压控制
窑头负压表征窑内通风和入窑二次风之间的平衡。 正常生产中, 窑头负压保持在-40 Pa左右,不允许窑头出现正压,否则窑内细粒熟料飞出、窑头密封磨损、影响人身安全及环境卫生、对窑头比色高温计等仪器不利,甚至窑内通风变为不正常。 故采用头排风机来控制窑头负压稳定。
窑头负压控制结构如图7所示。

图7 窑头负压控制结构框图
本系统中,窑头负压PID控制器参数为:比例系数Kp取0.145,积分时间常数Ti取25 s,微分时间常数Td取0.01 s,控制周期取5 s。
高温风机是烧成系统的动力源,窑系统和预热器系统环境负压、气体流动都由高温风机提供动力;窑系统内热交换、气固分离都靠高温风机的动力操作调节。
旋风预热器具有分离和热交换两个功能。 理论和实践表明,在旋风预热器中,物料与气流间的热交换主要在各级旋风筒之间的连接管道中进行。
旋风筒的主要作用是气固分离,减少生料的内循环与外循环是提高分离效率的重要条件,预热器C1筒出口负压的稳定是保证以上条件的前提。 稳定C1筒负压的同时也要保证高温风机出口负压的稳定, 根据现场的要求设置选择模块,对C1筒负压和高温风机出口负压的选择控制策略 结构如图8所示。

图8 C1筒负压与高温风机出口负压选择控制结构框图
本系统中, 选择模块用高温风机出口负压测量值与设定值差值的绝对值表征。 当表征值不大于80 Pa时,采用C1筒出口负压PID控制器,其参数为:控制器增益取0.004、积分时间常数取30 s、微分时间常数取0.01 s;当表征值大于80 Pa时,采用高温风机出口负压PID控制器,其参数为:控制器增益取0.02、 积分时间常数取40 s、 微分时间常数取0.01 s。 PID控制器均为增量式,控制周期均取10 s。
4 先进控制系统投运效果
该水泥熟料煅烧先进控制系统成功应用在眉山市某水泥厂。 重要工艺参数的优化效果明显,如图9~13所示。
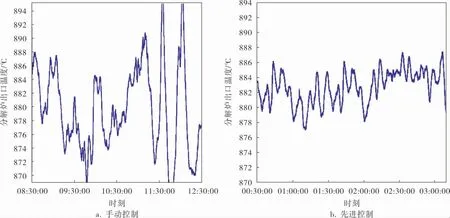
图9 分解炉出口温度手动控制与先进控制效果对比
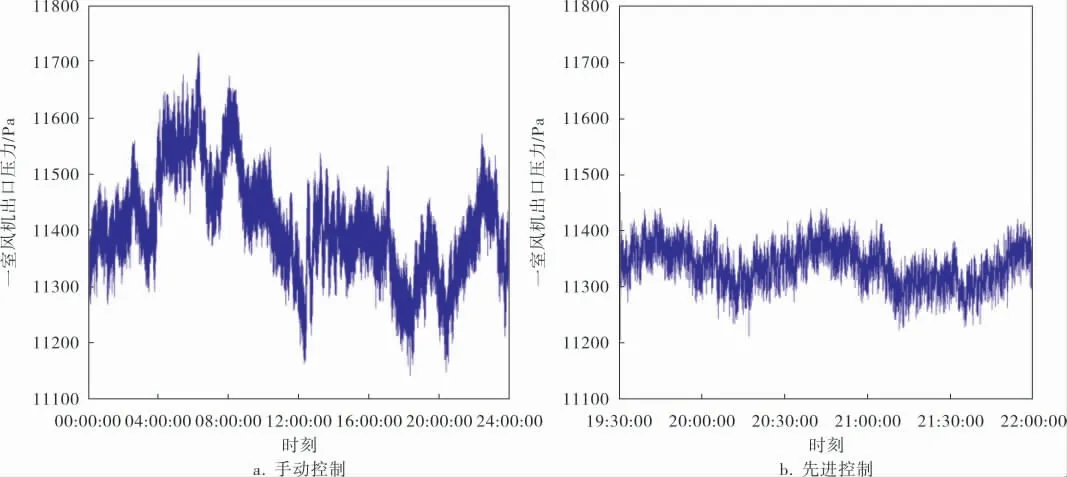
图10 篦冷机一室风机出口压力手动控制与先进控制效果对比
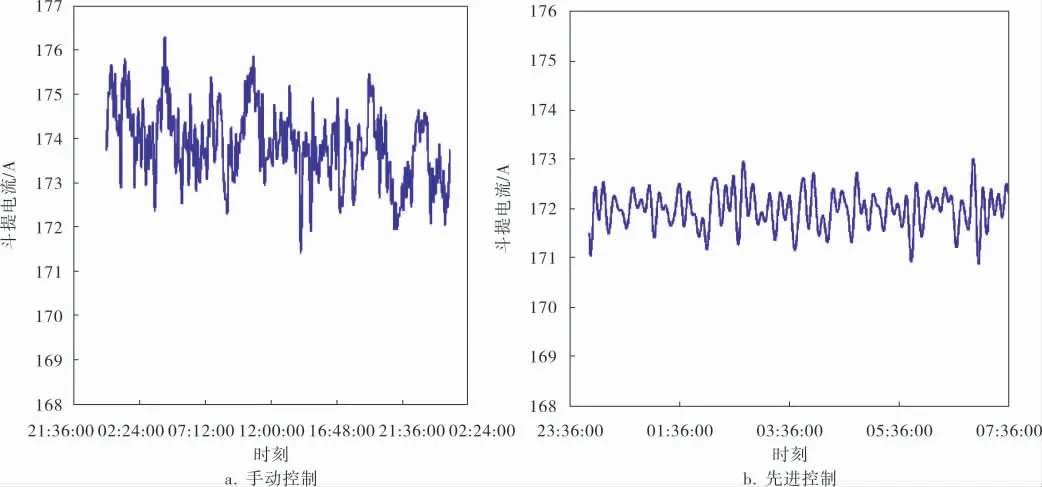
图11 斗提电流手动控制与先进控制效果对比
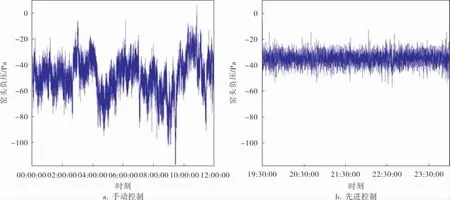
图12 窑头负压手动控制与先进控制效果对比
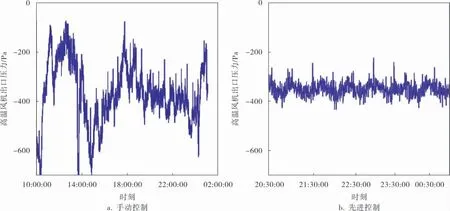
图13 高温风机出口负压手动控制与先进控制效果对比
由上述手动控制与先进控制的对比图可以看出,水泥熟料煅烧先进控制系统使得关键性的参数都得到了极大的改善,使工况更稳定,提高二、三次风温从而实现了降低煤耗的效果。 手动控制与先进控制煤耗对比如图14所示,其中10月15日~21日为手动控制,10月25日~11月1日为先进控制。
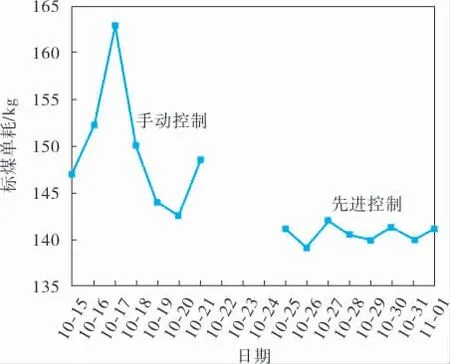
图14 标煤单耗手动控制与先进控制效果对比
手动控制期间吨熟料标煤单耗平均值为149.63 kg,先进控制期间吨熟料标煤单耗平均值为140.63 kg,标煤单耗降低了6%,节能降耗效果明显。
5 结束语
针对目前水泥熟料煅烧操作不规范、自动化程度低、工况不稳定、煤耗量较大的问题,笔者在某水泥厂原有集散控制系统的基础上,设计并实现了一套水泥熟料煅烧先进控制系统。 实际投运结果表明, 该系统可以规范现场工作人员的操作,稳定现场工况,延长设备寿命,并达到节能降耗的目的。
猜你喜欢
山东冶金(2022年3期)2022-07-19
水泥技术(2022年2期)2022-03-28
水泥工程(2020年2期)2020-09-07
山东冶金(2019年6期)2020-01-06
山东冶金(2019年2期)2019-05-11
山东冶金(2019年1期)2019-03-30
材料与冶金学报(2019年1期)2019-03-08
新技术新工艺(2018年1期)2018-02-05
中国铸造装备与技术(2017年6期)2018-01-22
电子制作(2017年13期)2017-12-15
