纸尿裤塑料包装袋自动封口装置的设计
2023-02-27 00:50汪岚
通化师范学院学报 2023年2期
汪岚
纸尿裤因其使用方便、吸收强等优点,受到消费者的广泛欢迎.在纸尿裤包装过程中,对已装入片状纸尿裤产品的塑料包装袋进行封口是最后一个环节.目前,由于在封口装置自动化控制方面存在研究不充分、分析不透彻的现象,因而部分纸尿裤生产企业采用手工操作进行封口作业[1−2],封装自动化程度低、封口质量不高、劳动强度大;部分企业虽然采用了自动封口装置,但一台装置往往只能满足单一规格包装袋的封口需求[3].这种装置无法实现包装生产线自动化、连续性生产,难以满足多规格、多品种纸尿裤产品的封口需求,应用面非常有限.
针对上述现状,研发了一套纸尿裤塑料包装袋自动封口装置,通过装置的核心机构和控制系统的软硬件设计,实现了送包、开袋、推袋、插脚和封口5 个环节的自动作业.测试结果表明,装置只需1 名工人操作,且装置运行稳定,能针对不同规格的包装袋进行自动封口,既提高了纸尿裤产品的包装效率,又有效解决了封口环节自动化程度低的问题.
1 装置组成及工作流程
纸尿裤塑料包装袋自动封口装置主要由机架本体、送包机构、进料机构、开袋机构、推头机构、封口机构、出包机构构成,装置具体工作流程如表1 所示.
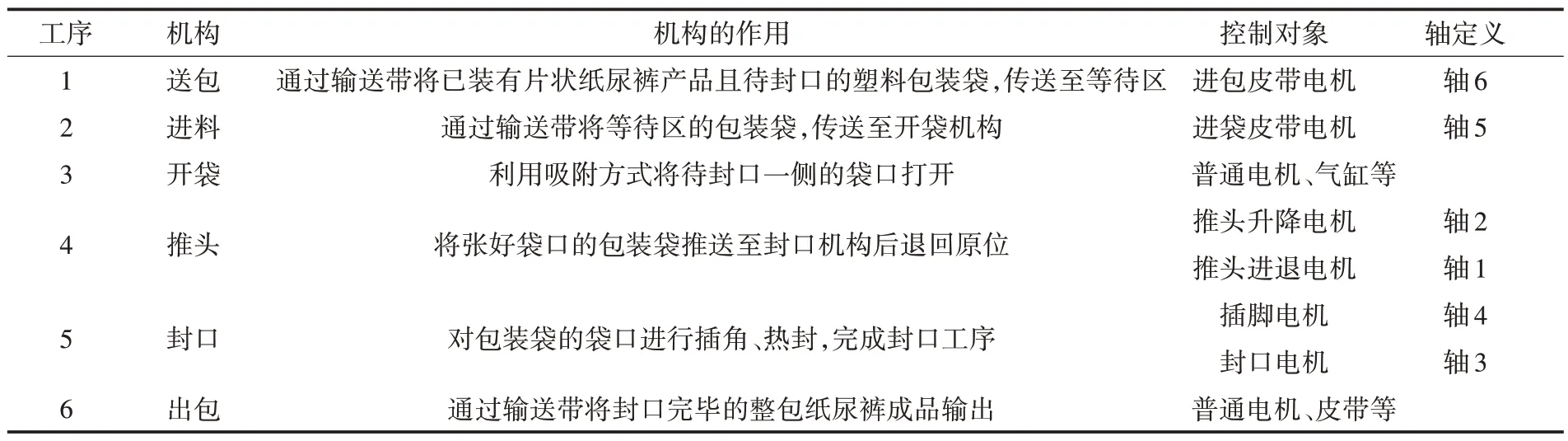
表1 封口装置工作流程表
2 装置核心机构设计
开袋机构和封口机构为封口装置的核心环节,以下为其设计思路.
2.1 开袋机构的设计
开袋机构主要包含上下吸板、吸附机构、升降平移机构、导轨、升降架、电机、气缸、活塞杆等,其中电机驱动升降架带动上板沿导轨做上下移动,气缸驱动活塞杆推动上板做水平移动,上下板各设有一个吸附机构,具体见图1.

图1 开袋模块的剖面结构示意图
在图1中,当包装袋口传送至下板处时,上板向下移动直至与下板贴合;启动吸附机构,分别吸附包装袋的上、下侧面;利用上板吸附和提升上侧面,下板吸附和固定下侧面,配合左右夹板的吸气装置,以及张袋口风机共同工作,将包装袋的气腔完全打开,方便推头由袋口插入及推送包装袋.
此设计的优点为:①上板的吸附机构可沿包装袋上侧面做横向平移和纵向升降运动,因此可利用上板的位置调节来调整上侧面的吸附位置,进而可以满足不同规格包装袋的开袋要求.②上下吸附机构搭配张袋口风机共同工作,能很好地解决因长期堆垛或大量堆垛而导致包装袋侧面粘连较紧密、开袋困难的难题.
2.2 封口机构的设计
封口机构主要包含左右插角、上下封口板、吸气板、加热板、升降机构、导轨、支架、电机等,其中封口板可在电机驱动下沿导轨上下移动,具体见图2.

图2 封口模块的结构示意图
在图2中,包装袋袋口传送至下封口板加热条处,左右插角按设定的工艺参数移动到位,上下封板移动直至贴合;启动吸气装置对包装袋抽真空,待包装袋达到一定真空度且袋口无残余废料时,启动上下加热条对袋口进行热合封口;封口后,左右插角、上下封口板分离并返回初始位置.
此设计的优点为:①下封口板设有废料槽,当启动吸废料风机时其可自动清理和收集封口裁切后的边料,以此保证封口环境的整洁.②包装袋的封口长度是由插角尺寸大小决定,通过调整插角尺寸参数即可满足不同规格包装袋的封口要求.
3 装置的控制方案设计
由装置的工作流程可知,虽然一部分部件的控制可采用气动或电动来实现,但要完成送包、开袋、推袋、插脚和封口5 个工艺流程的自动化作业,需多个伺服电机之间位置的相互配合、协同运动,且定位精准才能实现.故系统分为两大部分:一是伺服运动控制系统,二是气电动控制系统.前者实现多轴运动控制[4−5];后者实现如气缸吸合、电机启停等机械控制和位置检测等信息控制.气电动控制系统采用常规控制方案[6−7],由于篇幅有限,在此不作具体阐述.本文主要介绍伺服运动控制系统的设计.
3.1 伺服运动控制系统核心器件选型
伺服运动控制系统主要由PLC、运动控制器、伺服单元和触摸屏等构成.根据封口装置的工艺需求、PLC 的IO 分配及多轴运动趋势和数量要求,最终选用FX5U−80MT/ES 型PLC[8]、FX5−80SSC−S 运动控制器模块、MR−JE系列伺服驱动器、HG−SN 系列伺服电机和MT8102IP 摸屏等,同时加配FX5−16EX/ES 型I/O 扩展模块.
3.2 伺服运动控制硬件设计及工作原理
根据包装袋封口工艺的要求,按照工艺完整,多轴联动、定位准确等原则进行系统硬件设计.其中,PLC 主模块接线如图3 所示;伺服运动控制系统主电路如图4 所示.
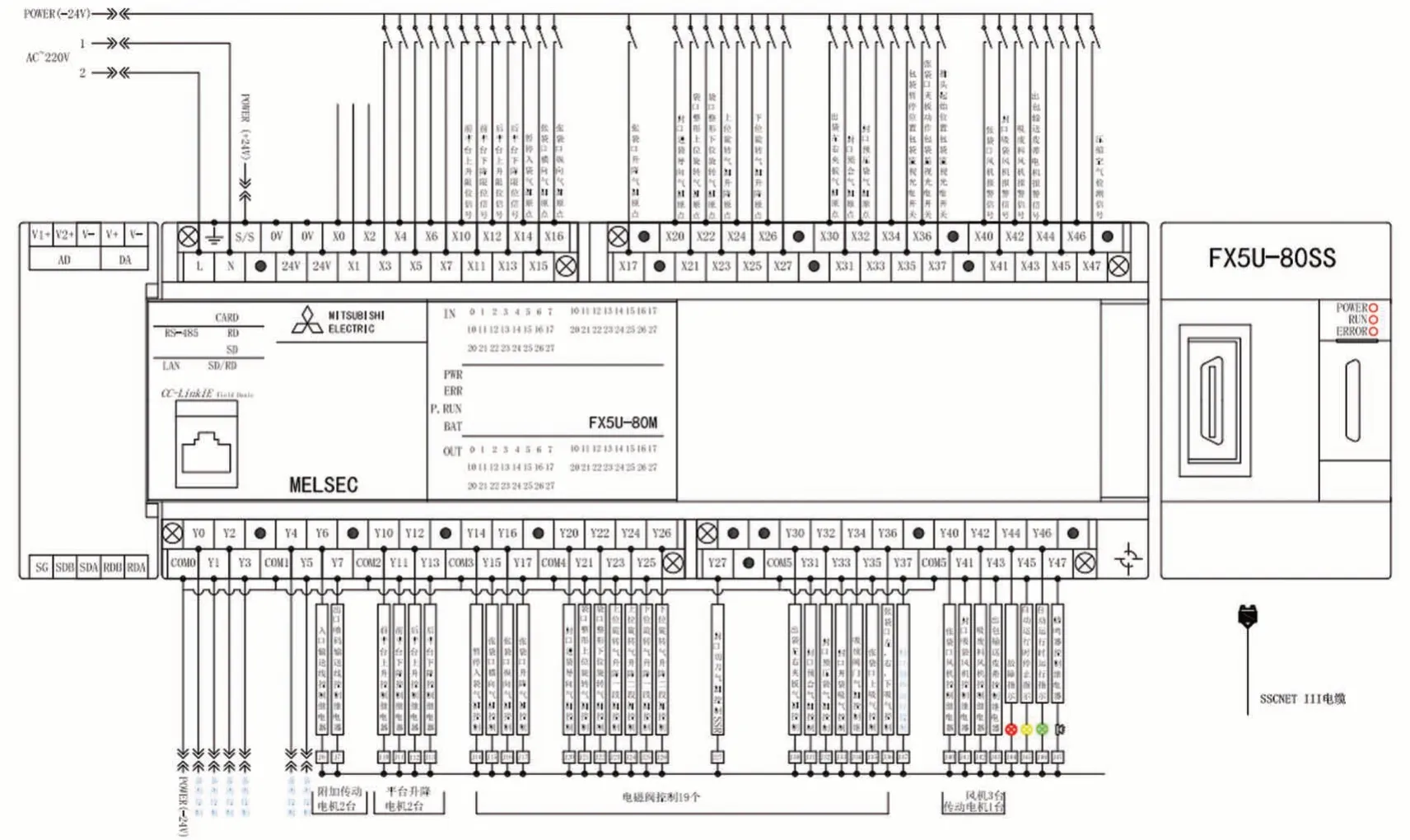
图3 装置PLC 主模块接线图
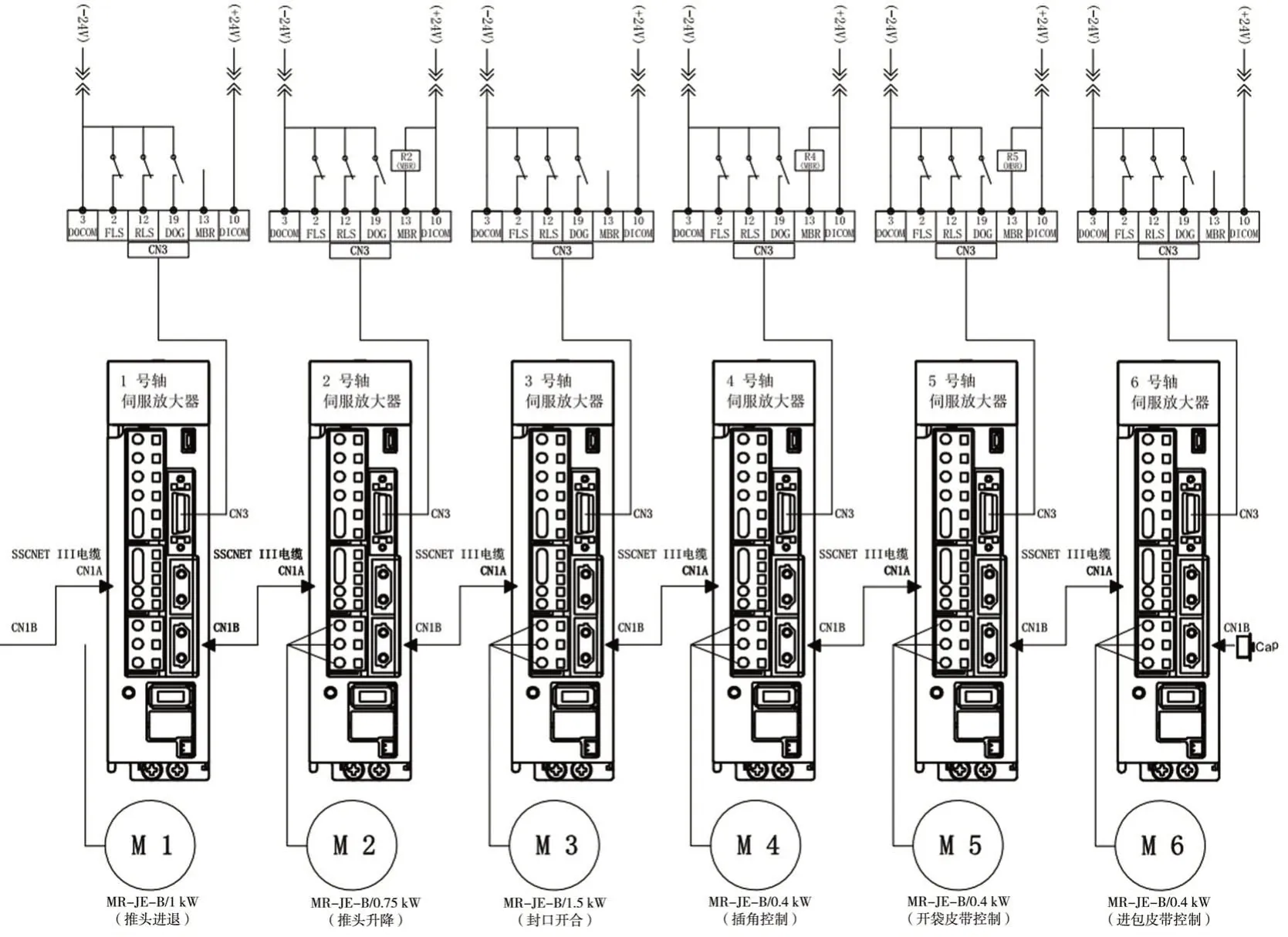
图4 伺服运动控制系统主电路
PLC 将由触摸屏获取的封口参数处理并转换成控制命令发送给运动控制器,控制器控制伺服驱动器,以此控制各伺服电机协调运作.编码器精确读取电机的实时位置后将信息反馈给运动控制器,再由运动控制器根据计算后的位移偏差对电机位置进行补偿,以此驱动电机实现推头升降、进退,插角开合、封口开合等多轴的精准运动.
3.3 PLC 程序设计
封口装置控制系统使用三菱PLC 专用编程软件MELSOFTGXWorks3[9]进行程序 编写.根据封口工艺、时序和位置控制需求,自动封口控制程序流程图如图5 所示.

图5 自动控制程序流程图
3.4 电子凸轮曲线设计
若包装袋的规格变更,封口参数自然也会随之变化,同样伺服轴运动的位置也会有所区别.装置要实现多规格包装袋自动封口的设计目的,控制系统就必须具备伺服轴运动位置可调,即运动轨迹可调整、易调整.电子凸轮[10]是一种依靠伺服电机模拟凸轮机构的功能系统,具有柔性好、精度高等优点,非常适合用来设计或调整伺服轴的运动轨迹.
本文利用FX5−80SSC 运动控制器和FX5U PLC,依次设计封口轴等6 个伺服电机的运动轨迹,具体步骤为:①在专用软件中进行系统配置、参数设置和动作设置,如基本参数、JOG运行参数、原点回归基本参数和伺服参数等设置;②基于主轴参数和五次多项式[11]设计电机的凸轮曲线;③PLC 程序读取、处理设定参数后,位置编码器自动计算出对应电机的设定速度和位置,驱动电机运动.
以封口轴的伺服电机为例,电子凸轮曲线设计如图6 所示.在主轴运转的1 个周期内,电机将按照设定的速度和位置,完成加速−减速−封口−加速−减速−回原点的动作流程.由图6 可知,只需利用软件进行参数修改和编程,即可对电机的运动轨迹进行调整,通过现场进一步调试,达到多轴之间位置的精确匹配,保证送包、开袋、推袋、插脚和封口等环节连贯顺畅,从而实现多规格包装袋自动封口的目的,同时也获取了不同规格包装袋对应的最佳封口参数.
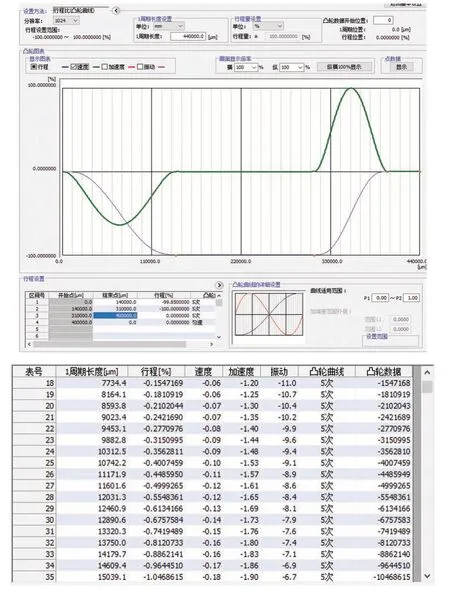
图6 封口轴伺服电机为例,电子凸轮曲线设计界面
3.5 人机界面设计
为了能够实时监控封口装置的运行状态,及时进行故障诊断与报警,设计了人机交互界面,如图7(a)所示.用户可根据不同规格产品的封口需求,在界面上设置工艺参数,控制装置执行封口任务,如图7(b)所示.界面友好、操作便捷,提高了装置状态监控的可视化和智能化水平.

图7 封口装置监控界面
3.6 设备测试与分析
为检验本文设计的纸尿裤塑料包装袋封口装置的效能,对装置进行了实际测试.测试内容如下:
(1)装置应对不同规格包装袋的封口适应能力.设计封口速度为每分钟30包,产品规格范围为高140~230 mm,宽200~400 mm.选取10 组不同规格的产品进行封口,每组测试100包,测试结果如表2 所示.由表2 中的测试数据可知,10 组产品的平均封口合格率为97.3%,超过了厂家95%合格率的要求,且设备运行稳定.

表2 不同规格产品的封口合格率
(2)装置的封口效率测试.针对同一规格包装袋进行封口速度测试,人工操作的平均速度约5 包/分钟,装置的平均速度约30~35包/分钟.
综上所述,封口装置设计合理,不仅实现对不同规格产品的自动封口,而且封口效率明显提升.
4 结语
本文设计一台纸尿裤塑料包装袋自动封口装置,对开袋和封口两个核心机构进行创新设计,控制系统采用FX5U 型PLC 与运动控制模块共同控制,驱动各个伺服电机协同运动,实现了包装袋的自动封口.研究表明:自动封口装置具备适应多种规格包装袋的自动封口能力,降低了人工的劳动强度、拓宽了装置的市场应用面;通过对多轴联动的精确控制,提升了装置生产效率,且运行稳定,封口合格率可达97.3%,有效克服了传统封口环节存在的各种短板,能够满足实际生产需求.
猜你喜欢
数学小灵通(1-2年级)(2022年3期)2022-03-17
花火·绘阅读(2021年1期)2021-09-10
科学大众(2020年12期)2020-08-13
小学科学(学生版)(2019年8期)2019-09-02
学苑创造·C版(2019年4期)2019-05-09
时代农机(2018年5期)2018-02-01
生活用纸(2016年7期)2017-01-19
学苑创造·C版(2016年12期)2017-01-17
儿童故事画报·发现号趣味百科(2015年4期)2015-12-04
创业家(2015年1期)2015-02-27