数字节点链驱动的孪生工序动态模型构建
2023-03-02 00:49成彬,樊琛
兵器装备工程学报 2023年2期
成 彬,樊 琛
(1.西安建筑科技大学 理学院,西安 710055;2.西安建筑科技大学 机电工程学院,西安 710055)
1 引言
随着数字化制造水平的快速发展,对虚拟制造为基础的集成技术的发展有更高的要求。全三维数字化工艺设计系统主要以三维工序模型为研究对象,三维模型蕴涵了丰富的设计信息、工艺信息及加工信息,需要对模型进行信息获取、关系挖掘及各级模型的构建,才能为后续的加工制造环节提供可靠的数据支撑。三维工序模型作为CAD/CAPP/CAM系统集成的实现基础,对其进行信息获取与模型重构一直是数字智能化设计与制造领域的研究热点[1-2]。
目前,国内外学者对三维工序模型构建和数字孪生技术的应用进行了大量研究。Wan等[3]研究了工艺模型的创建方法,通过分析零件加工过程以及工艺模型的建模过程,提出了基于工艺知识的顺序和逆序的建模方法。Wen Y等[4-5]提出一种从模型剖视图中识别特征并重建三维模型的方法。曾鹏飞[6]提出了一种装配工艺信息集成管理方法,基于MBD技术构建了装配工艺信息集和装配工艺MBD模型及其层次关系。于勇等[7]为提高工序模型构建方法的实用性和对加工过程描述的准确性,提出基于MBD模型的工序模型构建方法。张贺等[8-9]针对三维工序模型构建工作量大等问题,基于体分解和分割面等方法,提出铸造毛坯模型和三维工序模型自动生成方法。周祖德等[10]根据智能制造的发展模式,结合数字孪生技术的特点,从不同角度介绍数字孪生技术在智能制造领域的关联应用。陶飞等[11]提出数字孪生模型构建是实现数字孪生落地应用的前提。Liu等[12-14]提出基于数字孪生技术的工艺评定方法,实现在加工条件动态变化和制造资源不确定的情况下对工艺方案进行评价。Zhao等[15]提出面向制造工艺的数字孪生模型,构建加工工艺多源异构数据的层次模型和映射策略。Miller等[16]基于MBD模型的基础上,提出扩展CAD模型的潜在价值和拓展数据的可视化。
综上所述,以上文献主要将数字孪生应用于装配后端的研究,缺乏对孪生基础模型定义及功能的拓展研究。因此,基于工艺孪生语义及相关定义和应用,通过工序序列谱的构建原理生成数字化工序节点链,以加工单元体为最小加工模型,构建基于加工特征的孪生工序模型的数据信息和模型信息的验证系统。
2 语义信息获取
2.1 基本概念
定义1机加工工艺要素(machining process elements,MPE),指基于机加工间的设计模型,构建面向数字孪生的机加工工序动态模型的工艺特征所需的特征类型、加工尺寸大小、加工定位及方位、形位公差及基准关联参考等主要表达要素,从而完整的构建模拟物理加工的证实过程和主要属性。
定义2工艺孪生语义模型(process twin semantic model,PTSM),以机加工特征动态生成为目标,以加工工艺规范等为关联规则,以机加工工艺要素为语义生成语义要素:加工特征、加工方法、加工尺寸及精度、加工部位及数量和技术要求,描述工艺加工过程主要属性和工艺内容,从而生成机加工工艺孪生语义模型PTSM:
(1)
式中:MF表示加工特征类型,MM表示加工特征所需的加工方法,MSA表示加工特征的尺寸和精度,MPN表示加工特征的位置和数量,TR表示加工过程的技术要求。
定义3机加工三维加工工序序列谱(3D machining sequence spectrum,MSS),简称加工序列谱,指在工艺孪生语义模型的基础上,整合每道工序加工特征的工艺要素和语义要素信息所形成的三维加工序列谱模型,用来指导零件加工过程的全部特征并生成加工序列树谱,序列谱表示为

(2)
定义4三维工序谱动态模型(3D process spectrum dynamic model,PSGM),指以工艺孪生语义模型和三维工序谱作为数据、模型驱动,通过特征布尔运算原理来描述物理实体从毛坯到成品的虚拟工序模型动态生成过程的模型,模型表示为

(3)
式中:MVi表示第i道的三维工序模型。
定义5孪生工序动态模型(twin process dynamic model,TPDM),指在虚拟空间将物理加工过程与三维工艺设计系统深度融合,以语义要素为数据驱动,以三维工序谱动态模型为桥梁,刻画零件物理加工状态的动态衍化过程模型,该模型表示为:
TPDM={PTSM,PSGM}
(4)
2.2 信息获取与映射
设计MBD模型包含设计特征的几何信息和非几何信息,将设计特征信息映射到加工过程的前提是准确获取设计特征的要素信息。为提高特征识别效率,在不影响识别特征质量和功能的前提下,需要对设计模型进行相应的前处理操作,主要包括特征形状抑制和简化、结构分解和调整等,特征形状抑制和简化是将特征形状对获取结果无影响的操作进行抑制,例如对螺纹特征进行抑制、盲孔特征的底面的锥角可视为平面简化处理;特征分解是将一个复杂特征拆分为2个特征的组合,例如沉头孔可分为两个简单孔的组合;特征调整是对复制、镜像、阵列等操作后的特征进行关联关系的删除。如图1所示,以孔特征为例描述信息获取过程。
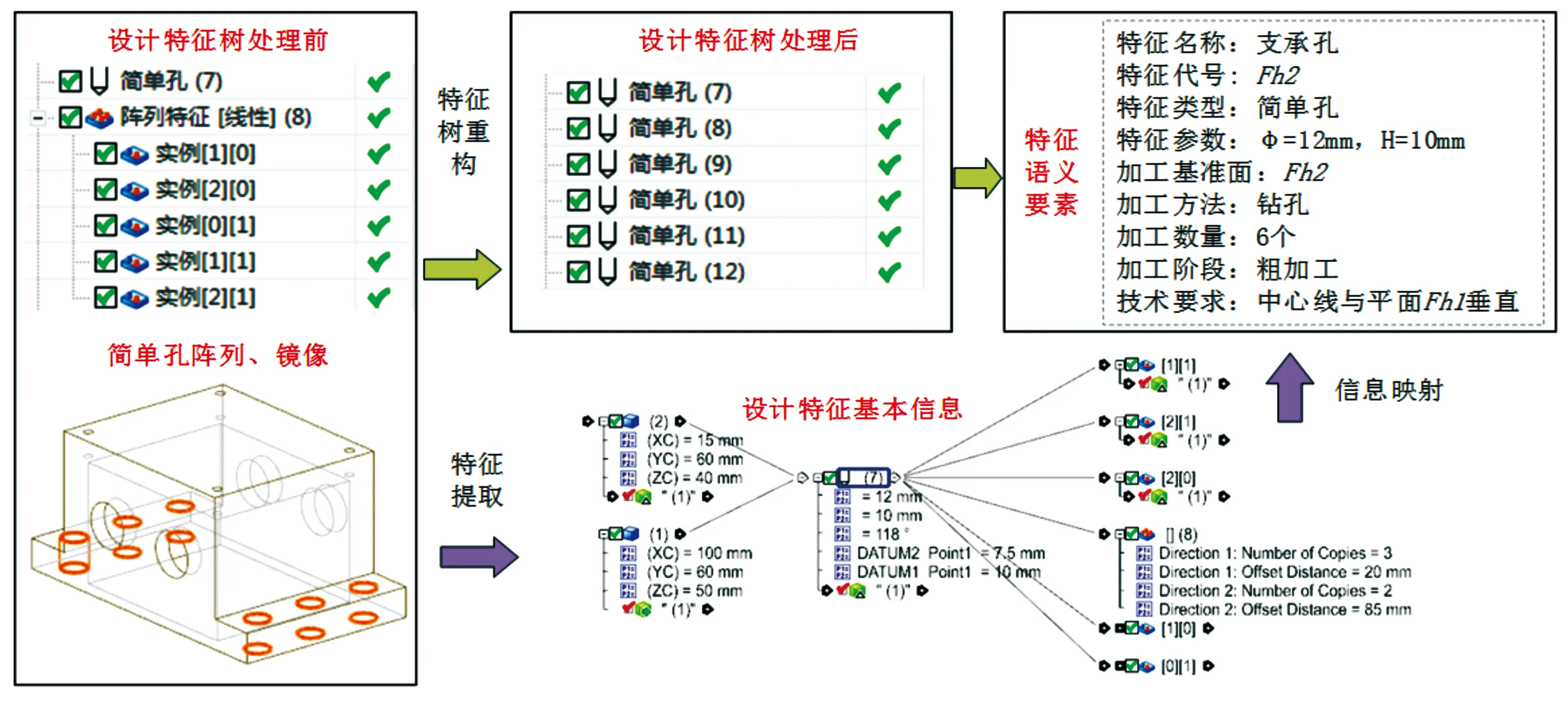
图1 孔特征信息获取过程Fig.1 Hole feature information acquisition process
3 数字工序节点链构建
智能制造模式下,加工特征作为机加工过程的核心单元,其完整的语义要素数据是驱动构建工艺孪生语义模型的基础,搭建工序节点链对加工顺序信息管理,以工序节点链为主线描述特征动态加工优先顺序和最终设计意图。
3.1 节点链数学模型
3.1.1节点表达
工步节点(step node,SN)指描述具体加工过程最基础操作步骤之间的关系,展现了工步属性、工步状态和所需加工资源信息,其表达式为
SNi={A,PS,PR}
(5)
式中:A为工步属性集合,包括该工步序号、工步名称;PS为工步状态信息;PR为加工该工步所需的资源信息。
工序节点(process node,PN)是描述零件加工工艺过程的基本单元,其表达生产活动属性信息、工艺信息和状态信息等,其模型表示为
PNi={NA,SN,MFi,PSGMi}
(6)
式中:NA为节点属性集合,包括节点序号、节点名称、节点代号等;SN为工步节点集合信息;MFi为加工特征语义信息;PSGMi为三维工序谱动态模型。
工序节点链(process node chain,PNC)是指依据工艺设计意图,将加工工艺节点按照一定的关联规则有序排列,反映加工状态及几何特征由输入经工序间过程传递到输出的动态过程的工序谱模型结构,其模型表示为:

(7)
式中:OR为节点间的组织关系,其中Lr为逻辑关系,Sr为结构关系,且Sr∈[0,1],若Sr=0节点前驱动模式,则Sr=1节点后驱动模式;MSS为在特征节点的基础上形成的三维加工工序序列谱;PNi为第i个特征工序节点;PTSMi为第i个工序孪生语义模型属性信息;TPDMi为孪生工序动态模型中第个i孪生工序模型。
3.1.2特征空间位置关系
特征空间位置关系主要描述特征间的空间位置拓扑关系属性,依据特征的隶属关系和空间位置结构,特征间关系分为基准关系、从属关系、相交关系和阵列关系。特征空间位置关系表达为
FSIR={Rda,Rsu,Rin,Rar}
(8)
式中:Rda表示基准关系,Rsu表示特征间的从属关系,Rin表示特征间存在相交关系,Rar表示特征间阵列关系。
3.2 节点间关系结构
毛坯经过一系列加工特征的连续切除形成合格产品,加工特征间存在的关系即为节点间关系结构,依据加工原则和属性将节点间关系结构分为节点顺序结构和节点选择结构。
节点逻辑关系指依据特征部位主次、并列、递进等特点描述节点间的关联关系,根据节点的功能作用可分为选择节点、支节点和合节点,其中选择节点表示节点顺序可交换;支节点表示存在若干并联后端节点,即并行执行的加工工艺;合节点表示存在若干并联前驱节点,即执行并行加工工艺后进行串联。
PNC由工步节点SNi={SN1,SN2,…,SNm}、工序节点PNj={PN1,PN2,…,PNn}组成,节点间关系结构执行准则:
1) 若满足∀PNk∈PN,k={1,2,…,n},且节点存在Sr=(0,1),则节点流无支节点和合节点,可视为单一节点链。
2) 若存在节点PNk、PNk+1,且节点可进行顺序互换执行,且执行后加工性能和状态相同,则节点PNk、PNk+1前可添加选择节点。
随着创新科技的广泛应用,数字出版物的形式也在日新月异地发生着变化。例如,随着增强现实技术(AR)的逐渐成熟,增强现实技术(AR)的图书出版也正在飞速发展。增强现实技术(AR)图书将单调的平面图像、人物角色变为栩栩如生的3D立体形象,给予读者视觉、听觉的直观感受。在国内外大型图书博览会上,这种增强现实技术(AR)图书已经出现,并且吸引了相当的读者群体,其未来的发展前景是相当可观的。
① 顺序结构。节点顺序结构指各相邻两节点(工序)间存在先后的加工次序,其判断条件是加工设计意图生成的特征序列,依据特征序列规划信息划分出各相邻两节点中前端节点和后端节点,并且前端节点的生成是后端节点的基础,由此形成前端节点驱动后端节点的顺序结构。
② 选择结构。节点选择结构指存在2个及以上的节点(工序)特征序列,其选择依据是特征部位的影响关系和加工资源合理利用,依据原则和条件可分为固定关系和任意关系。固定关系即后续节点存在拓扑结构关系,加工过程中具有明确的先后顺序;任意关系即特征之间在结构、功能上无任何影响关系,可任意进行加工选择。
3.3 节点链生成原理
数字化工序节点链构建是指依据节点间组织关联关系,以工艺节点为基础构建实时反映加工工艺与状态的逻辑关系模型过程,如图2所示。该过程以节点触发和基于节点链的零件工艺设计意图描述。

图2 数字节点链触发机制Fig.2 Trigger mechanism of a digital node chain
1) 节点链触动。节点链触动指按照节点间关联关系,依次执行节点所定义的加工工艺活动,节点间关联关系和节点启动、终止条件共同构成节点链触动条件。加工工艺节点表示一个加工工艺活动,工艺活动执行需在上游工艺满足设计要求前提下启动,且执行后经检查同样满足相应要求后终止。若加工工艺节点启动和终止条件为工艺节点满足要求且获得物理加工工艺,则前驱节点终止条件可视为后端节点的启动条件。
2) 节点链信息传递。信息要素的传递必然会影响节点链发生触动机制,由于人员、设备、环境等因素的随机变动,工序节点链的信息也会发生相应的变化,最终影响产品的加工质量。工序节点链的加工工艺信息传递与节点间的组织存在密切联系,依据节点逻辑关系中的串联、并联、交换等逻辑特点,节点链流动分为支节点和合节点。支节点是节点链流动的分支节点的延伸,主要描述节点链分支部分的信息传递;合节点是节点链中集合的的部分,是对前驱所有节点信息的收集并指导下游的加工生产。
4 孪生动态工序模型构建
4.1 加工序列谱构建
4.1.1加工单元体确定
零件加工过程中,具体的加工特征需要一系列的切削操作步骤,将组成加工特征的各个基本操作内容概括为加工单元体,是加工特征的最小操作单元。所谓加工单元体,是指以加工特征为载体,将加工特征相关的加工设备、加工方法及加工尺寸和数量等信息与加工特征连接起来。加工单元体与加工特征一一对应,其加工单元体关系可表示为
MUB=(MFi,MPi,MRi,MDi)
(9)
式中:MFi表示加工特征类型;MPi表示与该加工特征相对应的加工方法;MRi表示该加工方法需要的加工设备、刀具、夹具和工装等资源;MDi表示该加工特征的尺寸参数,包括几何尺寸和加工余量。
加工工序的先后顺序是数字化设计中的重要环节,零件加工排序过程需要考虑特征的优先关系和聚类关系,其中优先顺序是不可逆的约束关系。优先关系包括基面先行、先主后次、先粗后精和先面后孔等加工约束规则。建立以加工特征空间位置和工艺节点链为核心数据的特征序列库(machining feature sequence library,MFSL),考虑加工过程中工序、工步和定位操作等重要加工信息对不同类型的零件创建工艺序列模板(process sequence template,PST),在对同一类零件设计工艺序列模板时,应该尽可能多的添加此类零件的工艺孪生语义模型信息,同时搭建工艺序列与加工特征最大程度的关联关系。PST表达式为
PST={MFSL,PTSM,MSS}
(10)
式中:MFSL表示特征序列库,PTSM表示工艺孪生语义模型,MSS表示三维工序序列谱。
4.1.3三维工序序列谱生成
依据特征识别技术获取零件的加工特征类型、加工方法及制造资源等信息,从而确定加工单元体的生成顺序,由此可将对零件的三维工序序列管理视为加工特征、加工方法和加工装备等要素的决策。三维工序序列谱以工序节点链为加工主线,将各道工序内容作为节点进行序列谱规划,工序节点链的管理是三维工序序列谱生成的关键步骤。特征加工工序节点链管理依靠数字结构化形式对工序信息进行存储、管理和应用,分析节点间的关联关系和触发机制构建了以特征为加工主线的数字化工序节点链,以语义要素代号为介质通过节点链进行数据输送和反馈,并以工序节点链作为三维模型构建依据,如图3所示。

图3 三维工序序列谱生成过程Fig.3 Generation process of the 3D process sequence spectrum
4.2 三维特征工序谱模型构建
三维特征工序谱模型是基于机加工工艺要素对工艺孪生语义模型的深度解析,通过集成全部加工特征要素信息形成三维工序序列谱,然后以语义数据和基础模型联合驱动三维特征工序谱模型生成,如图4所示。

图4 三维特征工序谱模型构建Fig.4 Construction of the three-dimensional characteristic process spectrum model
基于加工特征为核心的三维特征工序谱模型构建,其原理是在虚拟空间按照三维序列谱模型构建方法,以三维设计标注模型和三维工序序列谱为输入参数,基于语义要素和空间位置关系获取零件的主要属性信息及序列信息,通过布尔运算对待加工零件进行工序序列模板信息匹配并更新模型,将加工特征体作为基本构建单元,以机加工规则为约束条件,按照零件加工特征先后顺序和特征间的位置关系,通过与前驱三维工序模型进行布尔(交、并、差)运算正向/逆向生成三维特征工序谱模型。
4.3 孪生工序模型构建算法
孪生工序模型是在智能制造背景下衍化出来的三维模型构建,数字空间的布尔运算操作可视为是物理空间的切除过程,以加工特征为核心的三维工序模型构建是孪生工序模型生成的基础模型,基于上述理论方法结合文献[17]工艺路线优化算法,建立TPDM动态构建算法,具体算法流程如图5所示。

图5 TPDM动态构建算法流程Fig.5 TPDM dynamic construction algorithm flow
Step1:将待加工零件的设计MBD模型导入工艺设计模型预览系统,为建立三维工序模型提供路径规划依据。
Step2:通过对工艺孪生语义模型的信息获取,得到加工特征的五大要素信息,为后续加工提供数据支撑;
Step3:由特征空间位置关系构建,依据要素信息对工序节点链组织管理,合理安排特征加工顺序。
Step4:依据3.3节工序节点链构建原理搜索相同或相似度较高的PST,为后续序列规划匹配做基础。
Step5:搜索成功后,计算匹配阈值K,将待加工特征的路径规划和最优阈值K的PST进行匹配,若搜索失败则扩大搜索范围并转置Step4。
Step6:将三维工序模型构建原理、语义要素信息和PST融合应用,从而构建PSGM,继而完成TPDM构建。
Step7:判断是否存在下一个工序节点,若存在,转置到Step3;若不存在,则模型构建结束。
5 实例验证
箱体零件结构复杂、表面精度较高及壁薄且内部为型腔形状,由此决定了加工过程中人员状态、设备状态和零件状态等数据对加工质量产生重要影响,加工质量不仅影响设备的装配精度和回转精度,而且影响设备的工作效率、使用性能和寿命。为保证箱体零件加工质量和效率,减少加工资源更换成本,以主轴箱体加工过程为例,验证TPDM快速构建方法。
5.1 实验描述
针对文献[18]数字孪生驱动装配工艺设计的关键技术,研究装配单元零件的孪生工序模型构建。以Microsoft Visual Studio 2015为集成开发环境,以NX 12.0为研发平台,采用NX/Open API进行系统二次开发,建立箱体类孪生动态工序模型构建系统,以典型主轴箱体进行孪生工序模型构建验证,如图6所示,主要加工特征类型为机加工阶段的平面类和孔类。

图6 箱体加工特征结构爆炸图Fig.6 Explosion diagram of the box processing structure
5.2 系统验证
5.2.1系统功能模块
孪生工序模型是由工艺孪生语义模型要素数据、工艺路径规划、三维工序谱模型及智能构建算法等方法集成的数字化设计制造一体化模型。本文将传统三维工序模型构建和数字孪生技术深度融合,以主轴箱体为例开发孪生工序模型构建系统,该系统分为三大模块:工艺设计模型预览、三维工序谱模型构建、孪生工序模型动态演示。
工艺设计模型预览包括导入模型、工艺节点链预览、零件类型和零件代号等功能,以设计MBD模型为输入模型,基于特征类型和空间位置关系构建加工工艺节点链。三维工序谱模型构建包括工艺树列表结构、工艺孪生语义要素和工序序列模板等功能,根据设计模型和工艺节点链自动生成产品工艺树列表结构,从而形成标注模型、孪生工序模型和工艺路线模板模块。标注模型主要为当前加工特征的PMI模型;孪生工序模型由工序模型和仿真数据组成,孪生工序模型包括工艺信息、工艺孪生语义模型要素、特征空间位置关系等数据,对虚拟实物的数字化工艺仿真产生准确的仿真数据;将工艺树列表、工艺信息、语义模型要素数据、仿真数据等集成结果与工艺路线模板进行匹配,从而对工序树列表进行动态更新。
5.2.2动态模型验证
以图6所示的零件为导入模型数据,依据三维MBD模型特点构建数字化工艺节点链并驱动加工特征序列的生成,形成零件类型和零件代号模板数据且储存于工艺设计系统中。按照加工特征类型和工序节点链的关系自动形成产品工艺树列表结构,如图7所示。
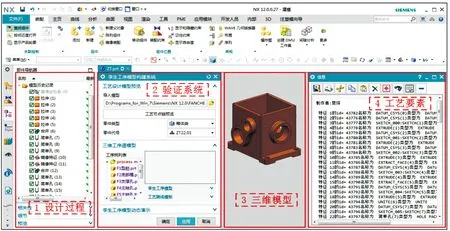
图7 孪生工序模型构建系统Fig.7 Twin process model construction system
箱体机加工阶段是以铸造毛坯模型为初始模型,以图6所示主轴孔特征F4为例,通过特征信息映射技术,识别主轴孔特征三维MBD模型并提取相关工艺数据,获取三维孔特征工序谱模型的工艺信息、语义模型和空间位置关系数据如图8所示。构建虚拟实物仿真加工过程,通过语义信息集成和序列规划完成工序节点链构建,可查询追溯相关节点的数据信息,如图9所示。将三维模型设计数据和仿真数据进行对比,实时更新三维特征工序谱模型,从而实现孪生工序动态模型构建过程演示,如图10所示。

图8 三维工序谱模型数据获取Fig.8 Data acquisition of the 3D process spectrum model

图9 工序节点链构建Fig.9 Construction of PNC

图10 TPDM构建演示Fig.10 Construction demonstration of TPDM
6 结论
1) 该方法探索了数字孪生模型的三维基础模型构建及模块功能的拓展研究,定义了工艺孪生语义模型及相关概念,通过工艺孪生语义模型的要素获取规则从理论和方法上建立各种基础资源间的关联模型,构建以加工特征为核心的工序节点链,完成加工过程的信息集成管理,通过节点间的关联关系和孪生工序模型构建算法联合驱动孪生工序动态模型生成,将数字孪生应用于三维工序模型动态生成进一步促进了智能制造系统的应用。
2) 系统试验表明该方法有效提高了三维工序模型的生成过程和信息追溯效率,并实现机加工过程产品状态和结构可视化、特征信息拓扑结构化管理应用。
3) 目前缺乏对物理实体、设计模型和孪生工序模型三者协同设计制造的研究,可实现物理空间和数字空间产品加工过程的实时数据共享,将是下一步的研究重点和内容。
猜你喜欢
中老年保健(2022年5期)2022-08-24
娃娃乐园·综合智能(2022年8期)2022-07-28
昆钢科技(2022年2期)2022-07-08
石材(2020年4期)2020-05-25
开放教育研究(2020年2期)2020-03-31
建材发展导向(2019年10期)2019-08-24
湖南农业(2016年3期)2016-06-05
现代语文(2016年21期)2016-05-25
工程建设与设计(2016年1期)2016-02-27
少儿科学周刊·少年版(2015年3期)2015-07-07